Изобретение относится к металлургии, в частности к химико-термической обработке, а именно к цементации стальных изделий, преимущественно режущего инструмента, и может быть использовано в машиностроительной и инструментальной отраслях промышленности при упрочнении металлообрабатывающего инструмента из низкоуглеродистых быстрорежущих сталей.
Цель - повышение эксплуатационной стойкости инструмента за счет формирования специальных карбидов с пластиночно- стержневой формой.
Способ включает окисление при 450- 550°С в течение 0,5 ч, нагрее в защитной атмосфере до температуры цементации и цементацию при Ю50...1240°С.
Данная последовательность технологических операций обеспечивает формирование в науглероженном слое низкоуглеродистых быстрорежущих сталей принципиально нового морфологического вида специальных карбидов с пластиночно- стержневой формой, имеющих, по отношению к инструменту, радиальную ориентацию. Инструмент, изготовленный из стали, в структуре которой образуются пластиночно-стержневые колонии, отличается значительным повышением эксплуатационных характеристик. После образования на поверхности заготовок инструмента окисной пленки далее нагрев до температуры цементации 1050-1240°С необходимо проводить в защитной атмосфере. Процесс
О
Os
о ел VI
СО
образования пластиночно-стержневых специальных карбидов носит зародышевый характер.
В связи с этим важно, чтобы науглероживание начиналось сразу и продолжалось в стационарных условиях по температуре и углеродному потенциалу. Этим условиям и отвечает предварительный нагрев до 1050- 1240°С в защитной атмосфере и цементация при той же температуре с углеродным потенциалом 0,6-1,5%. Сохранив окисную пленку до 1050-1420°С и создав науглероживающую среду, на поверхности заготовок повсеместно появляются зародыши пластиночно-стержневых карбидов, которые продолжают расти вглубь изделия, Отклонение от стационарных условий роста приводит к прекращению роста карбидов нового морфологического вида и образованию глобулярных выделений специальных карбидов.
Нагрев ниже 1050°С не приводит к образованию карбидов пластиночно-стержне- вой формы при последующей цементации. Выделяются специальные карбиды глобулярной формы.
Нагрев выше 1240°С с последующим науглероживанием характеризуется пересыщением поверхности заготовок инструмента углеродом и ее плавлением.
Для обеспечения стационарных условий зарождения и роста пластиночно-стержневых карбидов цементация должна начинаться и продолжаться при темпеоаху- ре предварительного нагрева 1050-1240°С. Отличие температур нагрева и цементации приводит к формированию диффузионного слоя с глобулярными специальными карбидами.
При запредельных значениях режимов обработки эксплуатационная стойкость инструмента снижается,
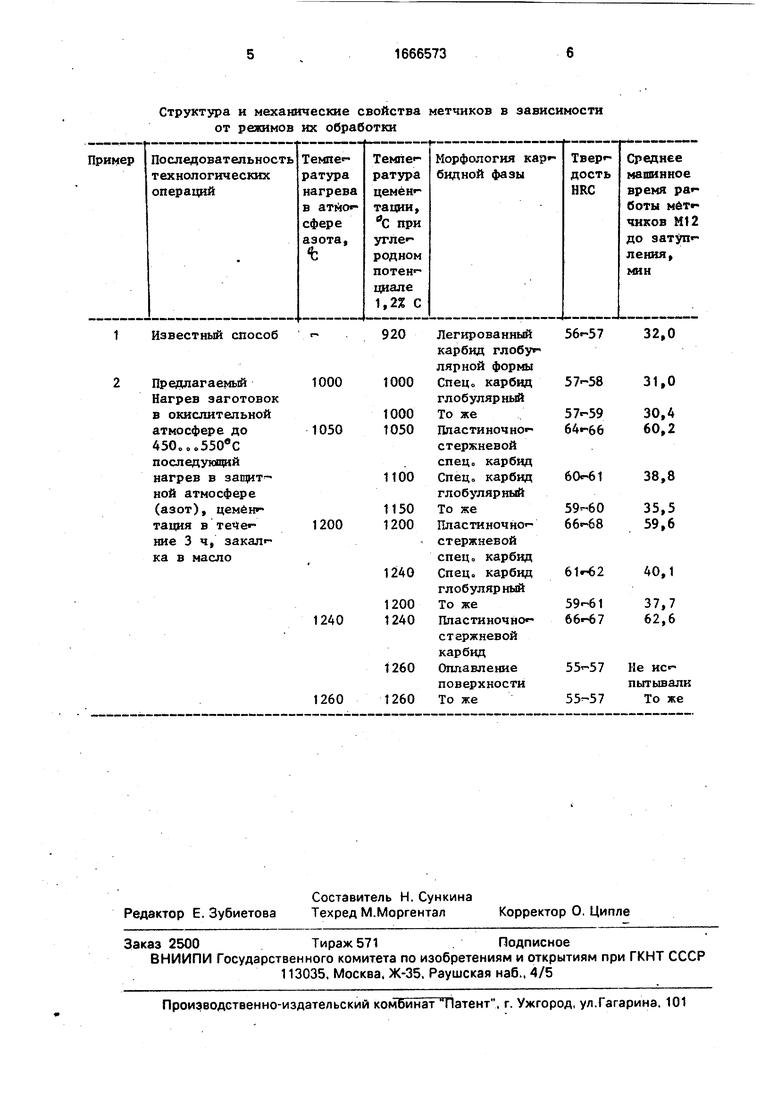
П р и м е р. Из горячего сортового проката стали марки 02Р6М5 изготовили заготовки метчиков М12. Сталь имела следующий химический состав, мас.%: 0,19 С,1 6,45 W; 5,0 Мо; 1,39 V; 4,26 Сг; 0,30 NI; 0,28 SI; 0,20 Mr, 0,1 Си; 0,032 Р; 0,022 S; 0,38 Со;
0,013 Т); 0,11 Mb. Заготовки разместили в оснастке и поместили в печь с окислительной атмосферой. После достижения температуры 550°С через реторту печи начали продувать азот и в этих условиях продолжали нагрев до 1200°С, После стабилизации заданной температуры (1200°С) прекратили продувку азотом и подали в реторту науглероживающий газ, состоящий из эндогаза и добавок метана. Был установлен углеродный потенциал 1,2% С, который контролировали и поддерживали с помощью газоанализатора ГИАМ-5М. Процесс цементации вели в течение 3 ч. Завершали обработку закалкой в масло.
Результаты исследований в виде количественных и качественных величин сведены в таблицу,
Из таблицы следует, что эксплуатационная стойкость инструмента, по сравнению с
обработкой по известному способу, повышается в 1,8-1,9 раза, что обусловлено формированием пластиночно-стержневых специальных карбидов.
Формула изобретения
Способ цементации стальных изделий, преимущественно режущего инструмента из низкоуглеродистых быстрорежущих сталей, включающий окисление при 450...550°С
в течение 0,5 ч и последующую цементацию в атмосфере эндогаза и метана, отличающийся тем, что, с целью повышения эксплуатационной стойкости инструмента за счет формирования специальных карбидов с пластиночно-стержневой формой, после окисления проводят нагрев в защитной атмосфере до температуры, соответствующей температуре цементации.
Структура и механические свойства метчиков в зависимости от режимов их обработки

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ цементации изделий из низкоуглеродистых быстрорежущих сталей | 1989 |
|
SU1715883A1 |
| Способ изготовления изделий | 1988 |
|
SU1578216A1 |
| Способ химико-термической обработки деталей из низкоуглеродистых легированных сталей | 1990 |
|
SU1786181A1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ НИЗКОУГЛЕРОДИСТЫХ БЫСТРОРЕЖУЩИХ СТАЛЕЙ | 1992 |
|
RU2041286C1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ И ТЕПЛОСТОЙКИХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 1992 |
|
RU2029793C1 |
| Способ цементации стали | 1982 |
|
SU1065501A1 |
| Способ получения низкоуглеродистых металлизованных окатышей | 1987 |
|
SU1468919A1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЖУЩЕГО И ФОРМООБРАЗУЮЩЕГО ИНСТРУМЕНТА ИЗ ТЕПЛОСТОЙКИХ ХРОМИСТЫХ СТАЛЕЙ | 2001 |
|
RU2205892C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1988 |
|
SU1831886A3 |
| КОРРОЗИОННО-СТОЙКАЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ СТАЛЬ | 2005 |
|
RU2296177C1 |
Изобретение относится к металлургии, в частности к химико-термической обработке сталей, а именно к цементации стальных изделий, преимущественно режущего инструмента в машиностроительной и инструментальной отраслях промышленности для упрочнения металлообрабатывающего инструмента из низкоуглеродисты быстрорежужих сталей. Цель - повышение эксплуатационной стойкости инструмента за счет формирования специальных карбидов с пластиночно-стержневой формой. Способ включает окисление при 450...550°С в течение 0,5 ч, нагрев в защитной атмосфере до температуры цементации и цементацию при 1050...1240°С. Способ позволяет повысить эксплуатационную стойкость инструмента в 1,8 - 1,9 раза, что обусловлено формированием пластиночно-стержневых специальных карбидов. 1 табл.
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Совершенствование процессов химико-термической обработки деталей машин | |||
| М., 1978, с | |||
| Солесос | 1922 |
|
SU29A1 |
