1
Изобретение относится к оборудованию для нанесения покрытий на крепежные изделия.
Известна установка для нанесения покрытий на стержни крепежных изделий с головкми, содержащая устройство для нанесения покрытий и конвейер для перемещения изделий, вьшолненный в виде отстоящих один от другого горизонтальных гибких транспортирующих элементов, по крайней мере один из которых установлен с возможност ю перс, ещения относительно другого ij;
В известном устройстве не обеспечивается равномерное вращение крепежных изделий во время их перемещения конвейером относи тельно устройства для нанесения покрытия, что значительно снижает эффективность процесса Занесения покрытия.
i Цель изобретения - повышение эффективности нанесения покрытий. Указанная цель достигается за счет того, что установка снабжена прижимным механизмом для сближения транспортирующих элементов, установленным напротив устройства дня нанесения покрытий, и устройством дпя равномерного
распределения изделий на конвейере. Уст ройство дпя нанесения покрытий выполнено ввиде насадки с расположенной параллельно конвейеру плоской рабочей поверхностью, на которой выполнены канавка и отверстие для подачи покрывающего материапа один из транспортирующих элементов смонтирован неподвижно. Кроме того, установка снабжена разравнивающим покрытие элементом, выполненным с вертикально расположенной плоской рабочей поверхностью и установленным -на некотором расстоянии от устройства для нанесения покрытия, а также средством для нанесения жидкости на рабочую поверхность разравнивающего покрытие элемента. Насадка выполнена с каналом для подачи высокоскоростной струи текучего вещества низкого давления. Установка снабжена распылителем для подачи жидкого отверждающего вещества на покрытие, смонтированным за разравнивающим покрытие элементом по ходу движетшя конвейера.
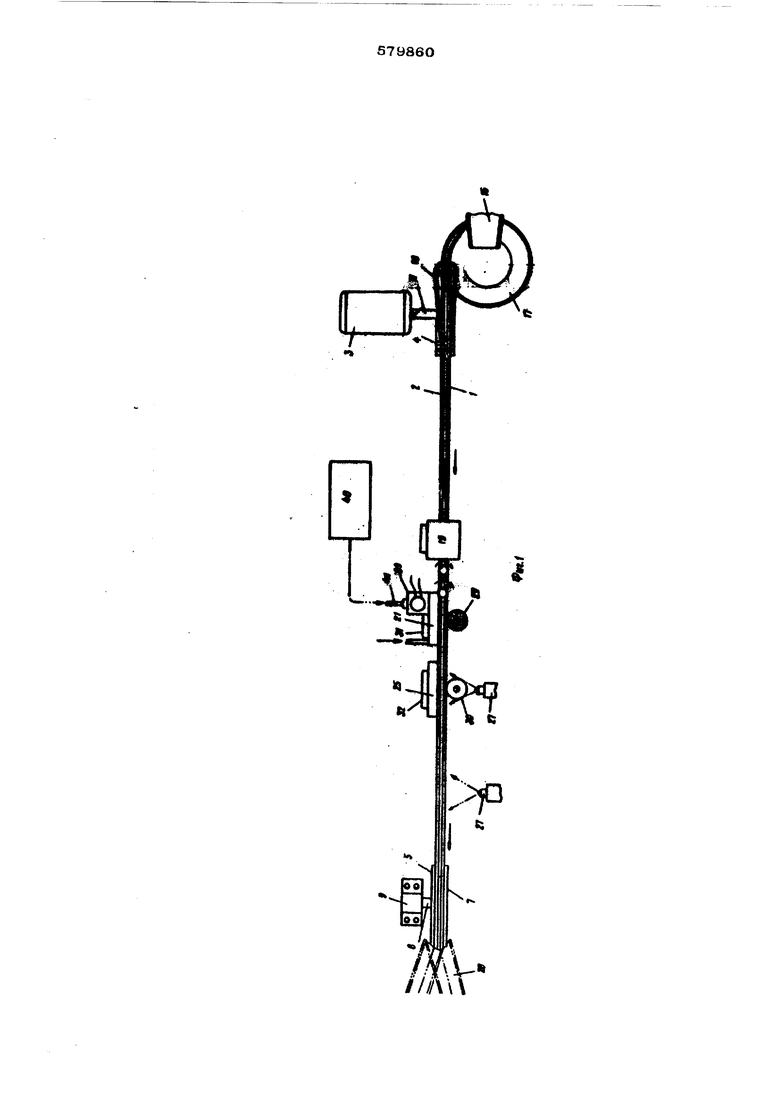
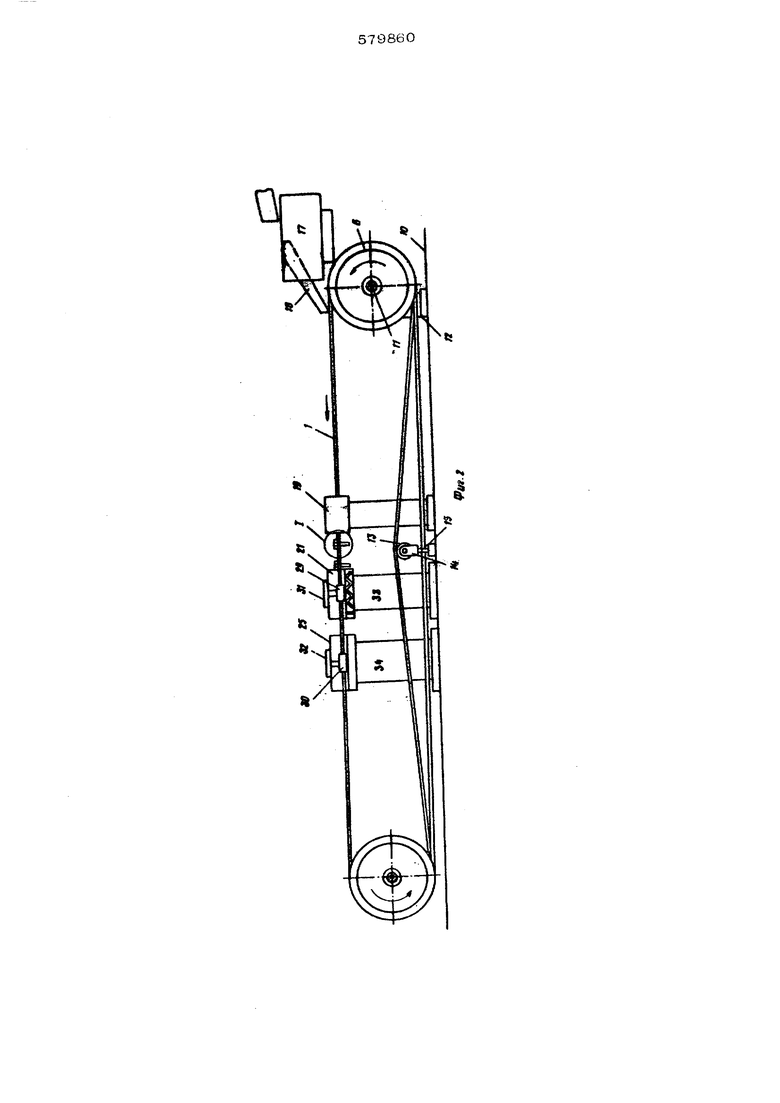
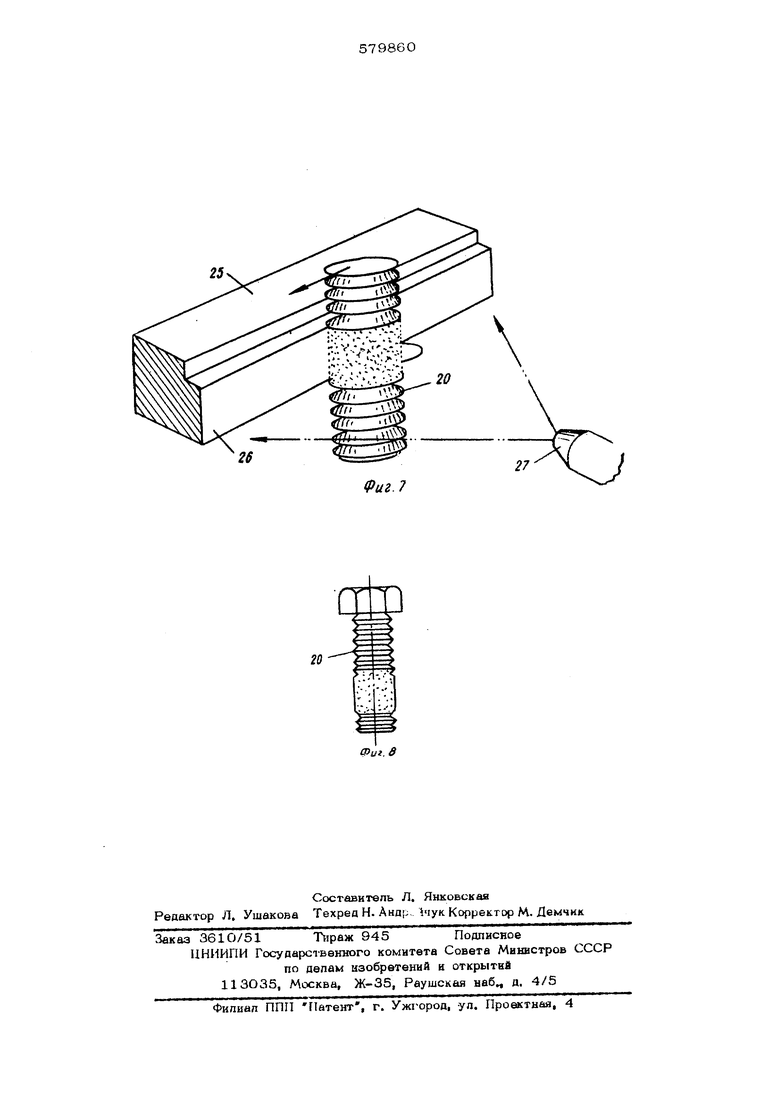
На фиг. 1 изображена предлагаемая установка, общий вид в плане; на фиг. 2 - общий вид установки в разрезе; на фиг. 3 - узел I на (}Mr. 2 в аксонометрии; на фиг. 4 - устройство для нанесения покрытий, вид в плане ii на фиг. 5 - го же, вид спереди; на фиг. 6 - то же (в аксонометрии), с обрабатываемь1м изделием; на фиг. 7 - разравнивающий покрытив элемент (в аксонометрии) с обрабатываемым изделием; на фиг. 8 - крепежное изделие с нанесенным покрытием. Установка содержит конвейер, выполненный в виде отстоящих один от другрго; горизонтапьных параллельно расположенных гибких транспортирующих элементов (тросов) 1 и 2, по крайней мере, один из этих тросов (1) приводится в движение электродвигателем 3 со скоростью, отличной от скорости смежного элемента 2 конвейера. Трос 2 огибает шкивы 4 и 5, а трос 1 шкивы 6 и 7, Шкивы 5 и 7 насажены на общий вал. 8. Этот вал смонтирован на кронштейне 9, который прикреплен к основанию рамы 10, Шкив .7 вращается на валу 8. lIkивы 4 и 6 соосно насажены на выходной вал 11 электродвигателя 3 конвейера. В показанном на фиг. 1 варианте выполнения установки трос 2 прикреплен к раме 10 непоцвижно с помощью ьйкерной сгяжки 12, Трос 1 конвейера натянут (см. фиг. 2) при помощи натяжного ролика 13, смонтированного на кронштейне 14 в верхней части штока 15 пневматического цилиндра (на чер теже не показан). . На одном конце когшейера размещен заrpy304iibm лоток 16, питатель 17 и наклонный желоб 18. Далее по ходу движения конвейера последовательно расположены: устрой ство 19 для равномерного распределения изделий,2О на конвейере; устройство для нанесения покрытий, представляющее собой насадку 21 с плоской рабочей поверхностью 22, на которой выполнены зигзагообразная канявка 23 и отверстие 24 для подачи покрывающего материала; разравн1геающий покрытне элемент 25 с вертикально расположенной плоской рабочей поверхностью 26, распылитель 27 для подач - жидкого отверждающего вещества на покрытие и разгрузочный желоб 28. Напротив устройства для нанесения покры тия и разравнивающего покрытия элемента 25 установлены прижимтые механизмы (ро пики 29 и 30). Ролики 29, ЗО размещень; на осях, закреплетых на кронштейнах 31, 32, которые, в свою очередь, прикреплшы кстойкам 33, 34, насадка 21 прикреплена болтйми 35 к стойке 33, установленной на раме 10. Между насадкой 21 и стойкой 33 размешена плоская пластина-прокладка 30. В насадке 21 имеегся заполненная покрыпающим мате} напом полость 37, згифытая rifK) кпапкой 3(:. Покрывающий материал подается в попость 37 по 38 tioa давлением с помощью беспоршневого насоса 30, соединенного с питающей емкостью 40 трубонроводом 41. В насадке 21, кроме того, предусмотрен канал 42 для подачи высокоскоростной струи текучего вещества. Устройство работает следующим образом. Обрабатываемые крепежные изделия 20 подаются по наклонному лотку 16 в вибраинонный загрузочный бункер-питатель 17, откуда они через желоб 18 поступают на конвейер. Стержни крепежных изделий попа дают между тросами 1 и 2, которыми они поддерживаются либЬ за головки, либо за расширенные части изделия, по мере того, как изделия подаются конвейером к устройству 19 для их равномерного распределения н конвейере. Лпя сохранения заданного расстояния межДУ изделиями важно, чтобыони были плотно зажаты между тросами 1 и 2 на участке нанесения покрытия. При этом изделиям сообщается принудительное вращение за счет перемеmeima тросов 1 и 2 один относительно другого, По мере того, как изделия 2О поочередко пр.оходят вдоль рабочей поверхности 22 насадки 21, на них наносится покрытие, выходящее из канавки 23, а избыток рабочей смеси сгоняется к каналу 42 таким образом, что излишнее количество смеси на поверхности 22, а также избыток смеси. прилипший к изделиям, засасывается струей газа, протекающей по каналу 42, и уносится ею. Чтобы излишек смеси не попал на изделия в нежелательном месте, насос 39 обеспечивает строго дозированную подачу смеси в насадку 21. Один из торцов насадки выполнен скошенным, что позволяет накатывать обрабатываемые изделия на поверхность 22. После нанесения покрытия изделия поступают к разравнивающему элементу 25 и соприкасаются с его рабочей поверхностью 26. Жидкость, наносимая на эту поверхность, пред отвращает , прилипание материала покрытия к разравнивающему элементу. Если эта жидкость является растворителем материала покрытия, то это уменьшит вязкость наружного слоя покрытия и облегчит процесс разглаживания нанесенного покрытия. Благодаря своей текучести эта жидкость испаряется и поэтому не влияет на эксплуатационные качества покрытия. Однако, поскольку испарение жидкостине происходит мгновелно, распылитель 27 наносит на покрьп ие отверждаюший реагент, которьш .обеспечивает быстрое от ерждение тонкого наружного слоя покрытия, что придает ему повышелную стойкость и тем ca;vibiM предотвращает размазиьсшие или 11ов|.)йжде)1ие покрытия.
Дапее готовые изделия направляются на разгрузочные желоба 28.
Формула изобретения
1.Установка для нанесения покрытий на стержни крепежных изделий с гоповками, со Держащая устройство для нанесения покрытий и конвейер для перемещения изаепий. выполненный в виде отстоящих один от другого горизонтальных гибких транспортирующих элементов, по крайней мере один из которых установпен с возможностью перемещения относите ль но другого, отличающаяся тем, что с целью повыщения эффективности нанесения покрытий, установка снабжена прижимным механизмом для сближения транспортирующих элементов, установленным напротив устройства для покрытий, и устройством для равномерного распределения изделий на конвейере.
2.Установка по п. 1, о т л и ч а ющ а я с я тем, что устройство для нанесения покрытий выполнено в вице насадки с расположенной параллельно конвейеру плоской рабочей поверхностью, на которой выполнены канавка и отверстие для поаачн покрывающего материала.
3.Установка по п. 1, о т л и ч а а я с я тем, что один из транспортирующих элементов установлен неподвижно.
4.Установка по п. 2, о т л и ч а ющ а я с-я тем, что она снабжена разравнивающим покрытие элементом, выполненным
с вертикально расположенной плоской рабочей поверхностью и установленным на некотором расстоянии от устройства для нанесения покрытия.
5.Установка по п. 4, о т л и ч а ю щ ая с я тем, что она снабжена средством для нанесения жидкости на рабочую поверхность разравнивающего покрытие элемента.
6.Установка по п. 2, отличающаяся тем, что насадка выполнена с каналом для подачи высокоскоростной струн текучего вещества низкого давления.
7.Установка по п. 6, о т л и ч а ю щ ая с я тем, что она снабжен распылителем для подачи жидкого отверждающеговещества на покрытие, установленным за разравнивающим покрытие элементом по ходу движения конвейера.
Источники информации, принятые во внимание при экспертизе:
1. Патент США № 3452714, кл. 118-62О, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий на изделия | 1980 |
|
SU1022747A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1970 |
|
SU422639A1 |
| Установка для нанесения термопластичного материала на изделия | 1968 |
|
SU450390A3 |
| Установка для многослойной окраски изделий | 1980 |
|
SU887026A1 |
| Установка для глазурования | 1976 |
|
SU616141A1 |
| АРОМАТИЗИРОВАННАЯ СИГАРЕТНАЯ ПАЧКА И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАЧКИ | 2009 |
|
RU2531726C2 |
| Навесной консервационный агрегат | 2022 |
|
RU2792553C1 |
| Устройство для нанесения покрытия на изделия | 1980 |
|
SU902852A1 |
| Устройство для нанесения покрытия на обувь | 1978 |
|
SU745492A1 |
| РЕЛЬСОВАЯ КОНВЕЙЕРНАЯ СИСТЕМА | 2011 |
|
RU2600021C2 |

J
SMI
И
% ti
42
22 21 г
2
35
37
Фиг Л
20 S
Фиг.
