(54) УСТАНОВКА ДЛЯ ГЛАЗУРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Глазуровочный автомат | 1937 |
|
SU54038A1 |
| Установка для глазурования плоских фарфоровых изделий | 1990 |
|
SU1821377A1 |
| Установка для глазурования керамических изделий | 1985 |
|
SU1311941A1 |
| Установка для глазурования | 1979 |
|
SU958098A1 |
| Установка для производства керамических облицовочных плиток | 1976 |
|
SU612802A1 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ ПЛИТОК МЕТОДОМПОЛИВА | 1972 |
|
SU421676A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Линия для глазурования и декорирования керамической плитки | 1989 |
|
SU1673464A1 |
| Установка для производства керамических плиток | 1986 |
|
SU1321589A1 |
| Конвейерная линия для глазурования керамических санитарно-технических изделий | 1971 |
|
SU395262A1 |
Изобретение огносигся к устройствам для глазурования керамических издепий, гфеимущественно изолятор ов, и может быт испопьаовано на эпектроизопяторных заводах,Известна установка дпя глазурования плоских и тарельчатых изделий из фарфора методом погружения в глазурь, которая содержит глаз овочную ваину с периодически п(жорачявак щейся осью с парныМи захватами для проведений изделий через ванну с глазурью, движущуюся воэ- . вратно-поступательно каретку с транспортером для подачи изделий к захватам и транспортер из нескольких лент для отвода глазурованных изделий от ванны..
Наиболее близким техническим реш&нием к изобретению является установка для глазурования, преимущественно изоляторов, содержащая подакяций транспортер, глазуровочную ванну, отводящий транспортер и конвейер зачистки.
Для спуска с транспортера в ванну и опрокидывания извлекаемых из нее на транспортер изделий под действием их собсгвенного веса в ванне с двух сторон установлены наклонные направпакшгае, а транопортеры для выдачи глазурованных Задели ;расположены снаружи тех же сторон ванны ны.Известные установки не преаназначены и не могут производить зачистку некоторых участков поверхностей с двух протввопопойсиых сторон, вэделий после нанесеная на них глазури и осуществлять парафннн-f рование поверхностей, не подлежащих глазурованию перед погрузкением нзделий в глазурь.
Цель изобретения -повышение механиа ции процесса.
Это достигается тем, что установка для глазурования, содержаи1ая подающий транспортер, глазуровочную ванну, отводящий транспортер и конвейер зачнсткв снабжена передаюшим транспортером и конввйером. зачистки, и расположенными между подающим транспортером в глаауровочной ванной, устройством для нанесения парафина, выполненным в виде установленных на пантографах ванны оля парафина и ванны с подушками для смачивания поверхностей изделия, направляющегчэ желоба и возвратного транспортера, а конвейер для зачистки снабжен встроенным в него транспортером периодического действия.
Для глаэурорания изделий без парафинирования, но с последуюшей зачисткой некоторых поверхностей с двух противоположных сторон и подачи их в глазуровочкую ванну, минуя механизм парафинироваиия установка может быть снабжена усгано&пеняым перед гпазуровочной ванной ДОпопнитепьным гранспс эгирующим звеном и кассетным подаватепем с отсеКатепями причем дпя удобства пользования усгановкой дополнительное транспортирующее звено выпопнено с возможностью поворога .вокруг Л;и привода.
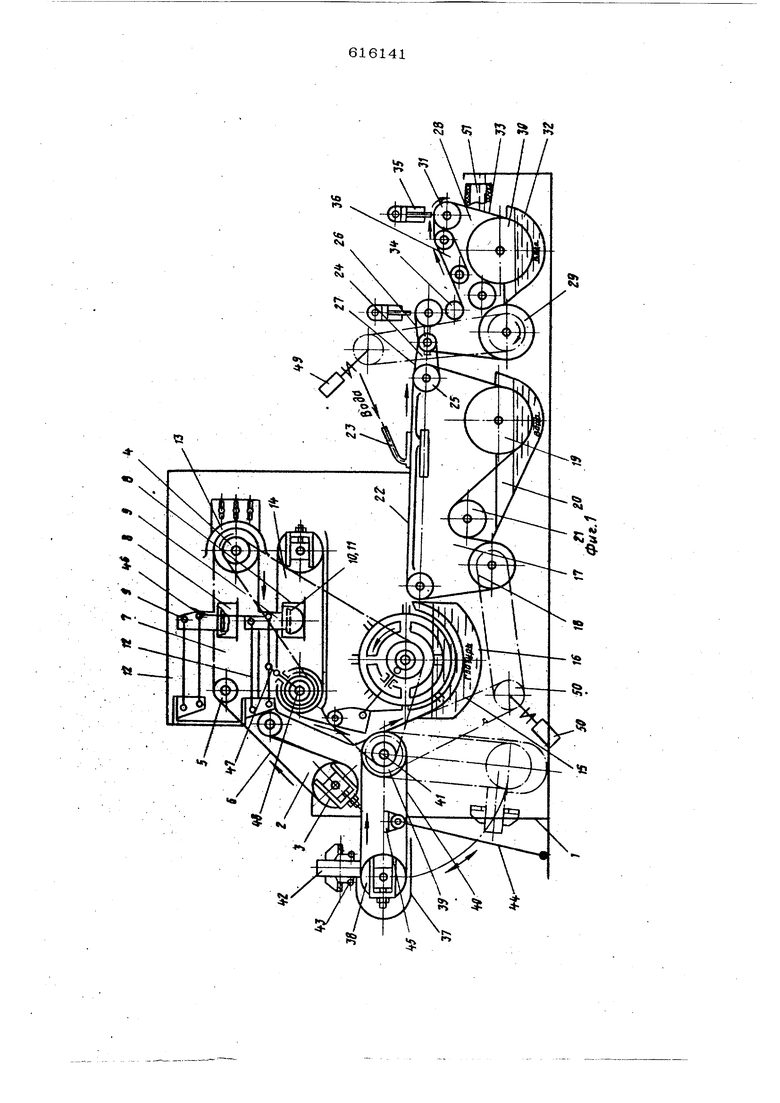
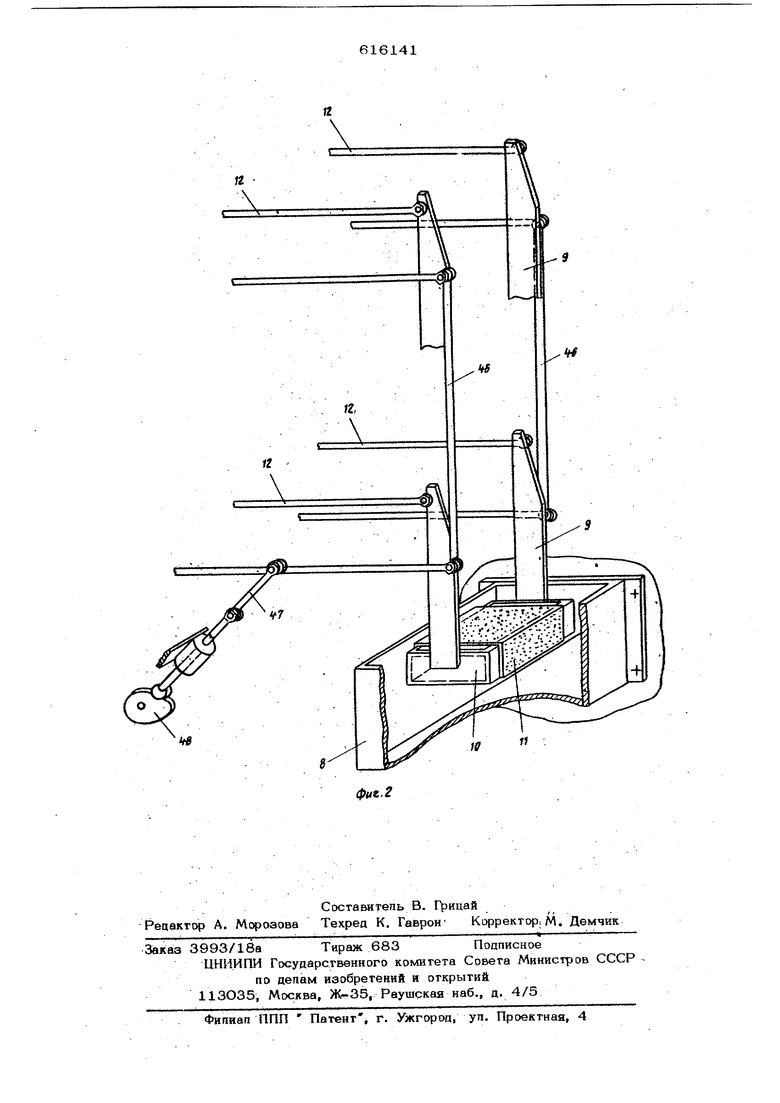
На фиг. 1 изображена предлагаемая установка, разрез; на фиг. 2 1 усгройсг во для найёсения парафина.
Установка: включает раму 1, не которой рмонтированы подающий транспортер 2, ссютоящий из натяжного и приводного .барабанов 3 и 4, отклоняющих и напра&пяюших ропиков 5 и ленты 6 с етейками дпя укладки глазуруемых издепий устройство 7 дпя нанесения парафина, состошдее из ванн 8 дпя расппавпенного парафина, жестко закрепленных на раме установки и.не связанных между собой, в которых парафин поддерживается в расппавпенном состоянии при помощи эпект ронагревагепей, их количество соответствует кояичеству парафинируемых поверхиостей, ванн 9 с подушками для смачивания парафинируемых пов хностей изделий гфедставляющих собой небппьшне емкости 1О Корытчатой формы, обтянутые фетрощ 1ми обг$ркками 11 и установленные с возможностью возвратно-поступательного перемещения в вертикальной плоскости на пантографах 12, направпякнцего желоба 13 и возвратного транспортера 14; гпазуровочную ванну 15 с барабаном 16 типа бепичье колесо , отёодящий транспортер 17, состоящий из приводного и натяж ного барабанов 18 и 19, промывочиой ванны 2О, отклоняющих и семтрируюшвх роликов 21, лент 22 и смг чивающего устройства 23; передающий транспортер 24, Состоящий из свобод(гопосаженных ропяков 25, приводных ропиков 26 и рек ней-пасиков 27; конвейер 28, зачистки, состоящий из приводного и напокного. барабанов 29 и ЗО, направлякшшх, поадерж(гвввдпшх и центрирующих роликов 31, промывочиой ванны 32. зачистных лент
33j обшитых сукном и аи фетром с петлей 34 для переворачивания изделий после первой зачистки, стопоров 35 и встроеного транспортера 36 периодического дейс
ВИЯ.
При глазуровании изоляторов без предварительного парафинирования подачу их осуществляют непосредственно в глазурог вечную ванну, механизм парафинирования. Для этого имеется допопнитепьное транспортирующее звено 37, состоящее из натяжного и приводного барабанов 38 и 39, и ленты 4О, посаженное с возможностью поворота на цапфах вокруг оси 41 приводного барабана, и кассетиый подаватель 42 с отсекателями 43.
Дпя предотвращения произвольного поворота в исходное положение дополнительное транспортирующее звено имеет фиксирующую подпорку 44, закрепленную щарнирно верхним концом на раме 45 дополнительного транспортирующего звена. Взаимодействие пантографов устройства для парафинирования: между собой обеспечива ется связями 46, а с приводом установки-тягой 47 с эксцентричной кулисой 48, закрепленной на приводном барабане возвратного транспортера. Куписа 48 регулирует ход пантографов и через тягу и связи приводит их в движение. Для приведения в движение всех механизмов установки, синхронизации и взаимодействия их между собой имеются электромеханические приводы 49 и 5О с цепными передачами, огибающими приводными цепями звездочки, насаженные на приводные валы каждого механизма. Для приема отглазурован- ных изделий имеется фанфпортер 51.
При глазуровании изделия укладываются в ячейкиьна ленте 6 подающего транспортера 2, который транспортирует их до перегрузки на возвратный транспортер 14 По пути перемещения изделий на нижнюю поверхность, не подлежац1ую покрытию глазурью, устройством 7 наносится слой парафина. Это осуществляют следующим образом. Изделия устанавливают на транспортере 2 так, что Их парафинируемые поверхности находятся ниже конструкций транспортера 2. В исходном положении ванны 9. опущены в полость ванн 8 и попружены в расплавленный парафин, который запопияег емкость 1О и смачивает фетровые обтяжки 11, образукяиие подущки для смачивания парафинируемых поверхностей. Это необхоцвмо дпя разогрева ocTaiv ков парафина в ваннах 9 поспе предыдущего иаиесенвя его иа покрываемые поверхности нзаепяй и поддержания посго гиного . уровня в ваннах 9 поспй квжцого смачн- вания парафинируемых поверхнсх гей из - цепий. В период нанесения парафина на па рафинируемые поверхности ванны 9 с поаушками (фегровой обтяжкой, смоченной расплавленным парафином) перемещаются пантографами 12 в верхнее положение и устанавпиваются на уровне парафинируемой пов хиости изделий, которые ,пере-iteniaflCb транспортером 2 в горизонтапь.ной плоскости при прохождении над смачивающей подушкой ванн 9, касаются ее поверхности и смачиваются парафином. Поспе этого ванны 9 опускаются пантографами 12 обратно в ванны 8с расппав пенным парафином, а иадепия перемещаюч ся транспортером 2 до направляюшетх) желоба 13. Желоб выполнен так, что охваты.вает движущиеся изделия сверху и они, увлекаемые транспортером 2, попадают в него и дапьще при выходе из него внизу за барабаном транспортера 2 оказываются перевернутыми нижней стороной вверх, т.е. уже парафини рованной поверхностью, а верхней, подпе жащ§й парафинированию, вниз и укпадываются на возвратный транспортер 14 так же, как они бы пи упожены йа транспортер 2. Парафинируемая поверхность распопагается ниже несущих конструкций трапспортера 14. Парафинирование этой поверхности осуществляется аналогично парафинированию предыдущей поверхности. С возвратного транспортера 14 изцепия попадают в гпазуровочную ванну 15 и с помощью барабана 16 гпазуруются, проходя через гпазурь , и выносятся на отводящий транспортер 17, которым транспортируются на зачистку. На отводящем транспортере 17 происходит впитывание гпазури и подсушка ее на изделиях. В KOH це отводящего транспортера 17 изделия попадают на передакндий транспортер 24, который ускоренно перемешает их до ст пора 35 конвейера 28 зачистки, где зачищаются их нижние опорные поверхности от оставшейся глазури. При подъеме стопора изделия, увлекаемые лентами 33 кон вейера 28 зачистки переворачиваются на 34 и попадают на встроенный в кон вейер зачйстки транспортер 36 периодического действия , который подает их до второго стопора 35, где зачищаются; от гпазури пов хносги, не подлежащие покрытию с обратной стороны. При подъеме сгопора 35 изделия попадают на приемныЙ транспортер 51. Работа транспорте|Х)В 36 и 51 периодически, шаговая, в замкнутом цикле с. остальными механизмами машины. в случае, когда необходимо глазуровать изделия без парафинирования поверхностей, не подлежащих покрытию гпа зурью, для подачи изделий в гпазуровочную ванну, минуя устройство для нанесения парафина, пользуются дополнительным транспортирующим звеном 37. Для этого дополнительное транспортирующее звено устанавливают в рабочее положение поворотом его вручную до горизонтального положения и фиксируют от произвольного поворачивания в исходное положение при помощи подпорки 44. Глазуруемые изделия загружают в кассетный подаватель 42 с отсекателями 43, который дозирует их поступление на ленту дополнительного транспортирукицего звена и следовательно, в глазуровочную ванну и дальше, аналогично описанному процессу. Применение предлагаемой установки дает возможность механизировать процесс глазурования изделий, требующих после глазурования зачистки некоторых участков поверхностей от Тлазури с двух противоположных сторон изделия или требунущих парафинирования поверхностей, не покрываемых глазурью перед глазурованием. Формула изо.Ь ре тения 1.Установка для глазурования, преимущественно изоляторов, содержащая подающий транспортер, глазуровочную ванну, отводящий транспортер и конвейер зачистки, отличающаяся тем,что, с целью повышения механизации процесса, установка снабжена передающим транспортером, смонтированным между отводящим транспортером и конвейером зачистки, и расположенным между подающим гранспортером и глазуровочной ванной, устройством для нанесения парафина, выполненным в виде установленных на пантографах ванны для парафина и ванны с подушками для смачивания поверхностей изделия, направляющего желоба и возвратного транспортера, а конвейер для зачистки снабжен встроенным в него транспортером периодического действия. 2.Установка по п.1, о т .п и ч а ю щ а я с я тем, что установка снабжена установленным перед гпаауровочной ванной дополнительным транспортирующим звеном и кассетным подавателем с отс(. кателями, причем дополнительное транспортирующее звено выполнено с возм: жностью поворота вокруг оси привода.
с; t:; St
t tj
