I
Изобретение относится к инструментальной промышленности и может быть использовано при оценке качества заточки или степени затупления инструмента при работе, например, на дереворежущих станках, когда радиус округления лезвия является основным показателем остроты инструмента.
Известен оптический способ измерения остроты Е ежу1ДИХ инструментов в
любой точке лезвия, по которому получают световое сечение лезвия наклонной плоскостью, измеряют расстояние от передней точки лезвия до точек его сопряжения с передней и задней гранями, рассчитывают величину радиуса округления лезвия |,l .
Недостатками этого способа являются субъективность при измерении, длительность получения оценки, сложность оценки остроты непосредственно на рабочем месте, а также при малых радиусах округления.
Цель изобретения - повысить точность и оперативность измерения остроты инструмента.
Это достигается тем/ что по предлагаемому способу режущую кромку инструмента устанавливают с зазором против электрода, создают между ними электрическое поле, измеряют величину напряжения ,В момент зажигания коронного разряда, по которой судят о радиусе округления.
При измерении средней остроты лезвия на резец шодают положительный потенциал, а при измерении остроты в отдельных точках лезвия положительный потенциал подают на электрод.
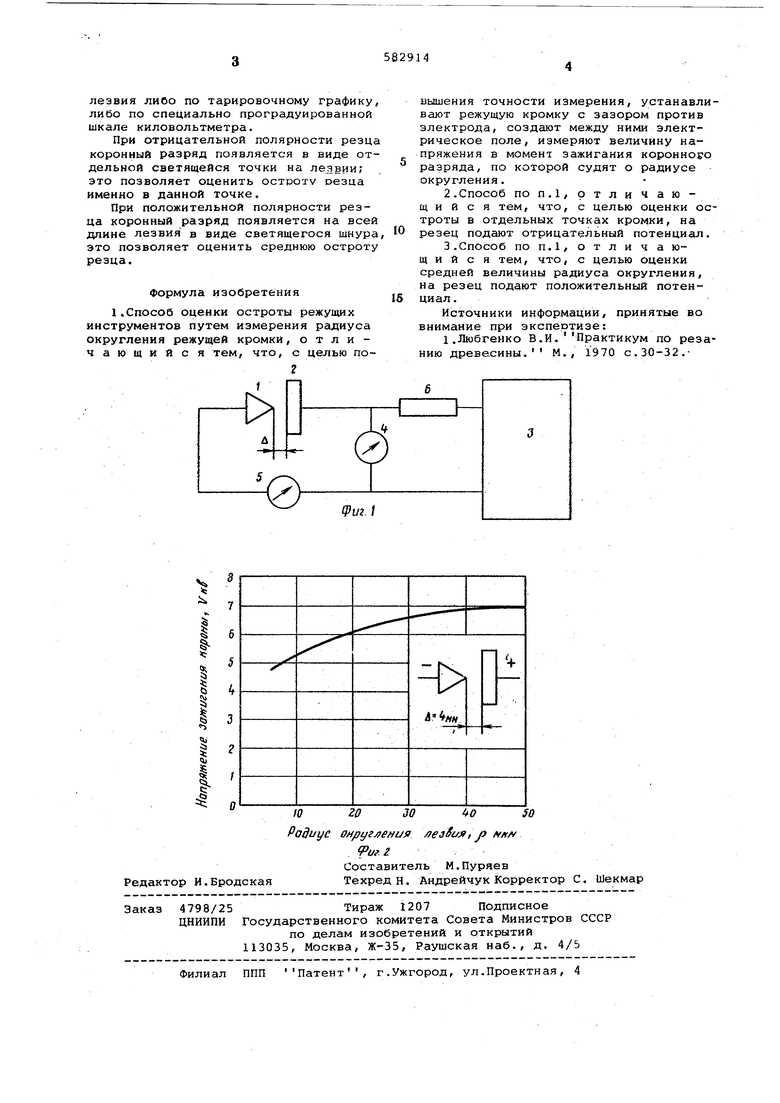
На фиг.1 изображена схема реаливации описываемого способа; на фиг.; - экспериментальная зависимость напряжения зажигания короны от радиуса округления лезвия при зазоре 4 мм,и о трицательной полярности резца.
Схема измерения состоит из резца 1, электрода 2, блока питания 3, киловольтметра 4, миллиамперметра 5, сопротивления 6.
Порядок действий при оценке остроты режущего элемента следующий: устанавливают резец против электрода с зазором порядка 4-5 мм, включают блок питания, подают на резец напряжения порядка 3-4 KBj постепенно повышают напряжение, фиксируют момент появления коронного разряда (либо визуально, либо по появлению тока в цепи), измеряют напряжение сети в этот момент, определяют радиус округления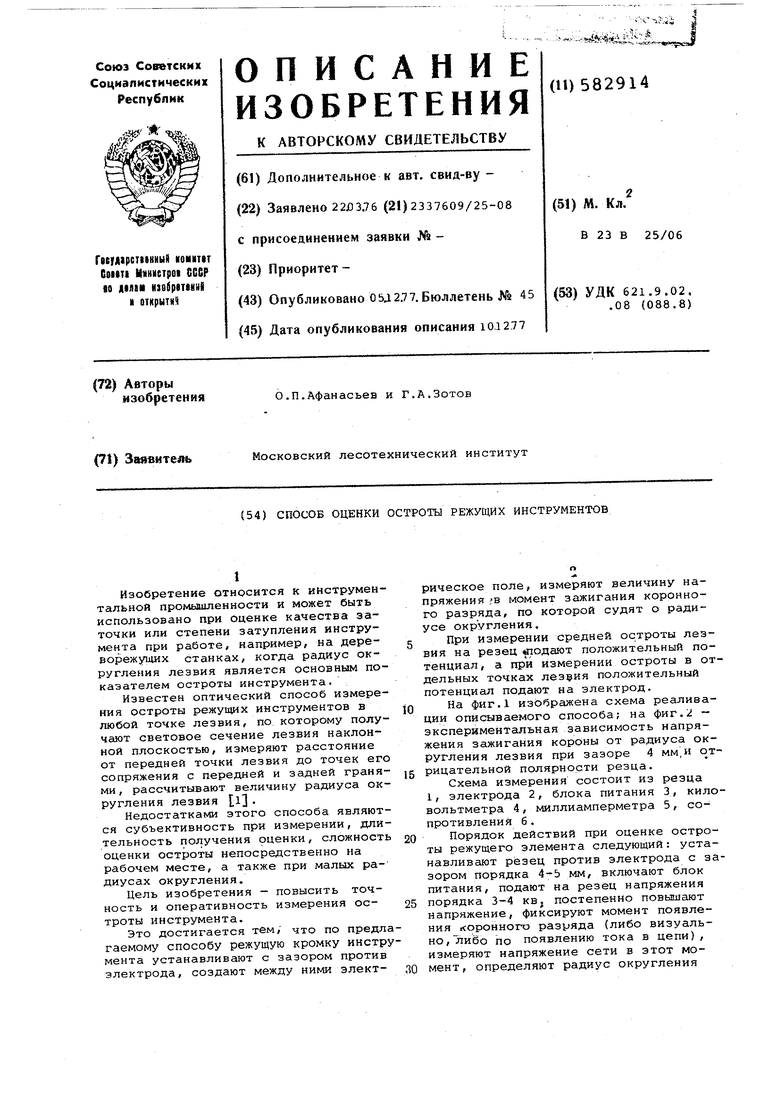
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения износа режущих инструментов | 1984 |
|
SU1154053A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2012 |
|
RU2506601C1 |
| СПОСОБ КОНТРОЛЯ И РЕМОНТА ИЗОЛЯЦИИ ПРОВОДОВ | 2016 |
|
RU2642499C1 |
| Способ контроля дефектности изоляции провода и устройство для его осуществления | 1989 |
|
SU1786414A1 |
| Способ определения параметров электрооптических кристаллов | 1987 |
|
SU1509682A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДЕФЕКТНОСТИ ИЗОЛЯЦИИ ПРОВОДА | 2020 |
|
RU2726729C1 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СПОСОБ НАНЕСЕНИЯ ТВЕРДОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ЛЕЗВИЕ И БРИТВЕННЫЙ БЛОК | 1995 |
|
RU2238185C2 |
| Бесконтактный измерительный прибор | 1985 |
|
SU1268374A1 |
| Способ определения эффективности работы аппаратов электронно-ионной технологии в условиях обратного коронного разряда | 1986 |
|
SU1394170A1 |
