1
Изобретение относится к металлообрабатывающей прсяушноленности и может быть применено для упрочнения и чистовой отделки поверхностей металлических изделий.
Известны инструменты для обработки поверхностей деталей машин тонким пластическим деформированием методом виброобкатывания, содержащие сепаратор с шариками, снабженные установленным внутри него направляющим валиксал и втулкой с торцовыми выступам сообщающими сепаратору возвратно-поступательное движение при взанмодействии с шариковыми упорами, установленными на неподвижной для закрепления изделия l.
Недостатком известных устройств является невозможность обеспечения прерывистости нанесения микрорельефа вдоль оси изделия при виброобработке тел вращения, например гильз цилиндров. Для меньшего износа гильз цилиндров недопустим выход масляных канавок на край гильзы, так как это приводит к попаданию смазки в камеру сгорания и продуктов сгорания на поверхность трущихся тел. Все это приводит к повышенному износу гильз и уменьшению КПД двигателя.
Цель изобретения - обеспечение прерывистости нанесения микрорельефа вдоль оси изделия при виброобработке Для этого в известном инструменте для чистовой и упрочняющей обработки деталей тел вращения, содержащем опорный конус и сепаратор с дефор шрующими элементами-шариками, снабженный втулкой с торцовыми выступами,
сообщающими сепаратору возвратно-поступательные движения при взаимодействии с шариковыми упорами, втулка в торце по окружности дополнительно имеет плоскую рабочую поверхность,
взаимодействующую со вторыми подвижными шариковыми упорами, расположенными в одной плоскости с первыми и перемещаемыми в осевом направлении (Жаровыми толкателями посредством
штифтов, выполненных по концам в виде конуса и сферы и контактируемых своей сферической частью с подвижным ступенчатьал валиком, установленным по оси инструмента.
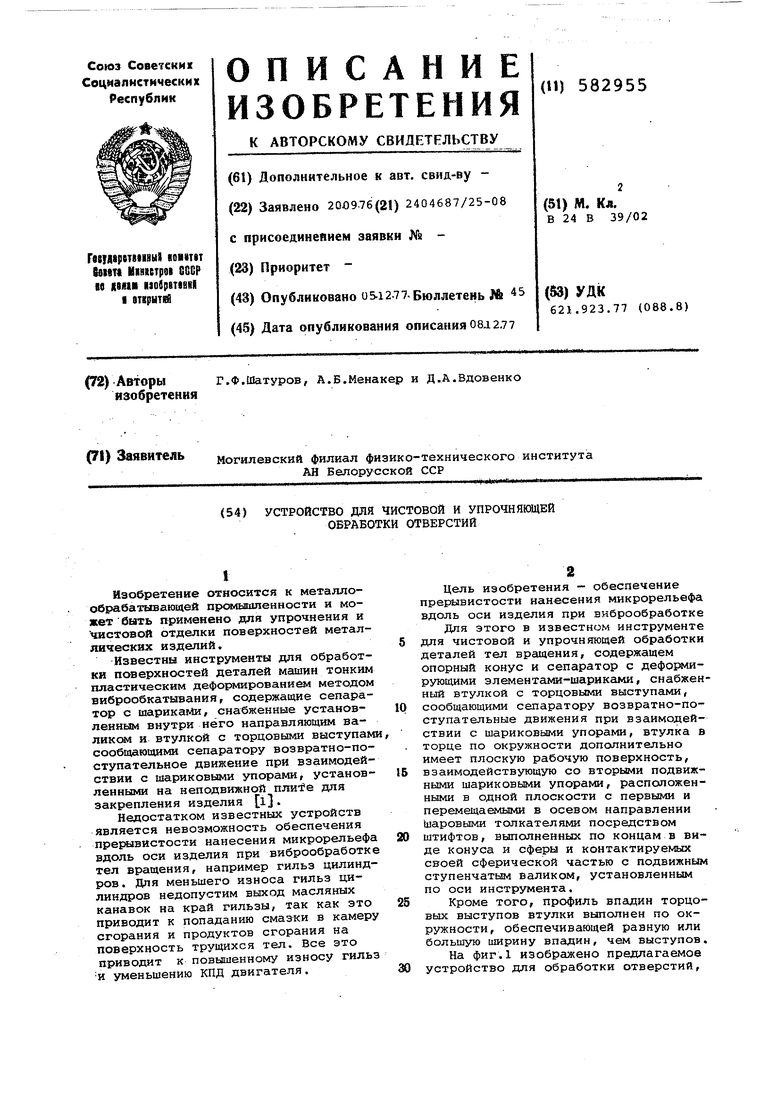
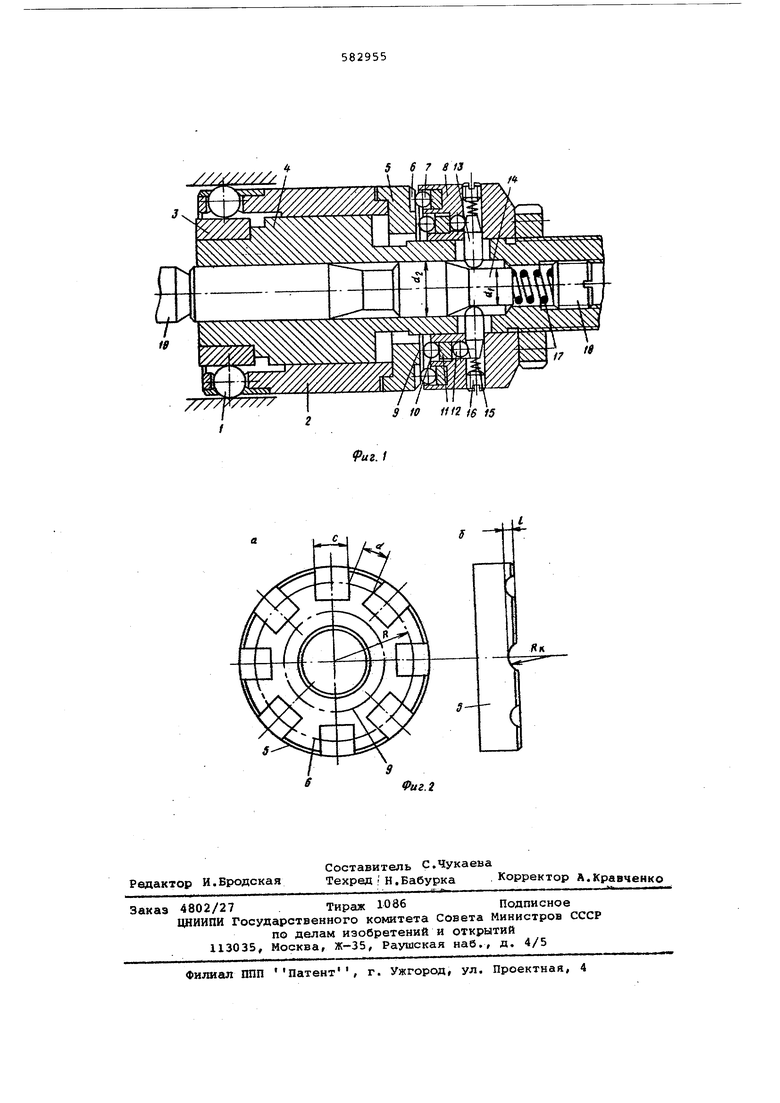
Кроме того, профиль впадин торцовых выступов втулки выполнен по окружности, обеспечиваЕощей равную или большую ширину впадин, чем выступов. На фиг.1 изображено предлагаемое
устройство для обработки отверстий, продольный разрез на фиг.2 - втулк с торцовыми выступами и, плоской рабочей частью (а - вид с торца, б вид сбоку). Деформирующие шарики 1 расположе в сепараторе и опираются на повер ность нажимного конуса 3, закреплен ного .на оправке 4 (фиг.1). В торце сепаратора закреплена втулка 5, на которой по периферии расположены выступы 6, взаимодействующие с шариков ми упорами 7, установленными на основании 8. Часть торца втулки 5, при легающей к отверстию/ имеет плоскую торцовую рабочую поверхность 9, взаи модействующую с подвижными в осевом направлении шариковыми упорами 10, установленными на основании 8 на опорное кольцо 11, находящееся во взаимодействии через шаровые толкатели 12 и штифты 13 со ступенчатым валиком 14. Количество толкателей 12 и штифтов 13 должно быть не менее трех и расположены они равномерно по окружности. Штифты 13 выполнены по концам в виде конуса и сферы. Своей конической частью штифт 13 находится в контакте с шаровым толкателем 12 и поджимается своей сферической частью к валику 14 посредством пружины 15, усилие которой регулируется винтом 16. Валик 14 установлен в Ьправке 4 с возможностью осевого перемещения, и один его конец контактирует с пру)киной 17, усилие которой регулируетс винтом 18, а другой - с вращающимся упором 19, закрепленным в ишйнделе станка. Профиль впадин торцовых выступов должен быть изготовлен по окружности величина которой обеспечивает равную или большую ширину впадин чем выступов, измеренную по окружности, являю щейся траекторией шариковьк упоров (с d, фиг.2), Радиус окружности впадин втулки определяется по следующей зависимости: тг JOl eTTTj где к - радиус окружности впадин втулки; Т - радиус расположения цент ров шариковых упоров; Е - глубина впадин втулки; И - количество выступов или впадин втулки {фиг.2). Устройство работает следующим образом. При включении главного движения и движения подачи деформирующие шари ки 1 начинает вращаться вследствие натяга между иими и обрабатываемой поверхностью детали. Шарики 1 вращают сепаратор 2, перекатываясь по нажимному конусу 3. Вместе с свпараторс л вращается втулка 5, которая, набегая своими выступами 6 на шариковые упоры 7, заставляет переметааться сепаратор с деформирующими шариками возвратно-поступательно вдоль оси изделия, тем самым наносится микрорельеф на обрабатываемую поверхность. В момент образования микрорельефа отсутствует контакт между плоской рабочей поверхностью 9 втулки 5 и шариковыми упорами 10. Штифт 13 контактирует с валиком 14 по поверхности, диаметр которой равен d. По мере продвижения устройства, поскольку валик 14 неподвижен, штифты 13 вступят в контакт с его поверхностью, диаметр которой равен dj. При этом штифты 13 переместятся от центра к периферии и через шаровые толкатели 12 переместят шариковые упоры 10 до контакта с плоской частью 9 втулки 5. Работа выступов 6 втулки 5 и шариковых упоров 7 прекращается. За счет разности диаметров с можно предусмотреть, что устройство после вступления в работу подвижных шариковых упоров 10 будет работать как обычная раскатка или деформирующие шарики вообще выйдут из контакта с обрабатыв емой поверхностью. Формула изобретения Устройство для чистовой и упрочняющей обработки отверстий, содержащее сепаратор с деформируишщми шариками, Стирающимися на поверхность нажимного конуса, закрепленного на оправке, в отверстии которой помещен направляющий валик и механизм аксиальной подачи в Виде втулки с торцовыми выступами и шариковыми упорами, отличающееся тем, чтд, с целью обеспечения прерывистости нанесения ш крорельефа вдоль оси изделия, механизм аксиальной подачи снабжен прер:1вателем подачи, вштопненным в виде дополнительных шариковых упоров, установленных с возможностью осевого перааещения посредством введенных в механизм подпружиненных толкателей, установленных с возможностью радиального перемещения/ при этом торец втулки, контактируюпщй с шариковыми упорами, выполнен плоским . Источники информации, принятые всу внимание при экспертизе: 1. Авторское свидетельство СССР № 252047, В 23 В 29/034, 1967.
S 6 7 8 13
/«

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой и упрочняющей обработки тел вращения | 1976 |
|
SU613889A1 |
| Дорн для образования регулярных микрорельефов внутренних цилиндрических поверхностей | 2022 |
|
RU2806749C1 |
| Инструмент для чистовой и упрочняющей обработки тел вращения | 1976 |
|
SU707785A1 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| УСТРОЙСТВО для снятия ФАСОК НА ГРАНЯХ ОКОН ВНУТРИ ЦИЛИНДРОВ | 1969 |
|
SU252047A1 |
| Шариковый замок | 1981 |
|
SU1054588A1 |
| Комбинированная протяжка | 1983 |
|
SU1159769A1 |
| РАСКАТКА ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2285606C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для чистовой и упрочняющей обработки отверстий | 1982 |
|
SU1052375A1 |
Фиг. 2
