Изобретение относится к области обработки металлов давлением, а именно к устройствам для угфочнения и чистовой отделки поверхностей металлических изделий.
Известен инструмент для обработки поверхностей деталей пластическим деформированием, в котором шарики расположены со смещением на некоторую величину, кратную подаче на шарик 1
Недостатками такого инструмента являются невозможность получения регулярного микрорельефа и низкое качество обработки.
Наиболее близким по технической сущности к изобретению является устройство, в котором деформирующие шарики, опирающиеся на коническую поверхность, разделены на две группы с определенным шагом-промежуточными шариками, причем последний шарик является своего рода компенсирующим.
Недостатком известного инструмента является его недолговечность, обусловленная повышенным износом шариков.
Цель изобретения - повышение производительности и качества обработанной поверхности.
Эта цель достигается тем, что в известном инструменте деформирующие элементы и промежуточные шарики : объединены в отдельные группы, причем диаметр каждого последующего промежуточного шарика больше диаметра предьщущего в этой же группе.
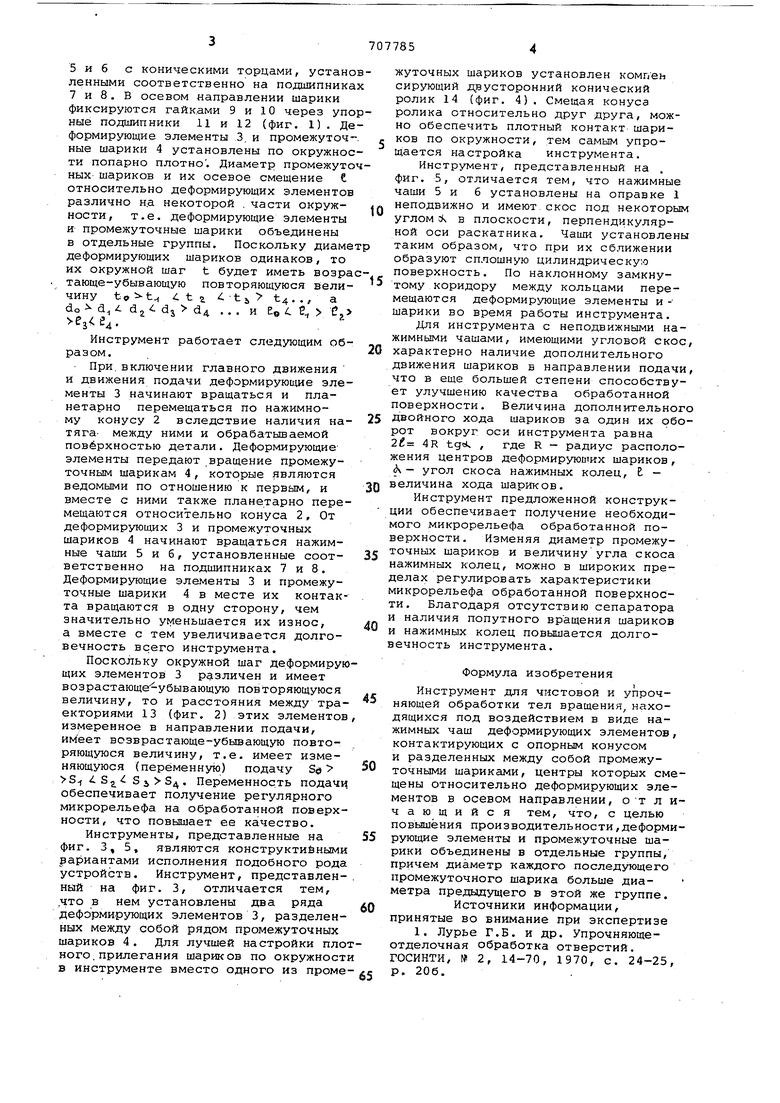
На фиг. 1 изображен продольный разрез предлагаемого инструмента для
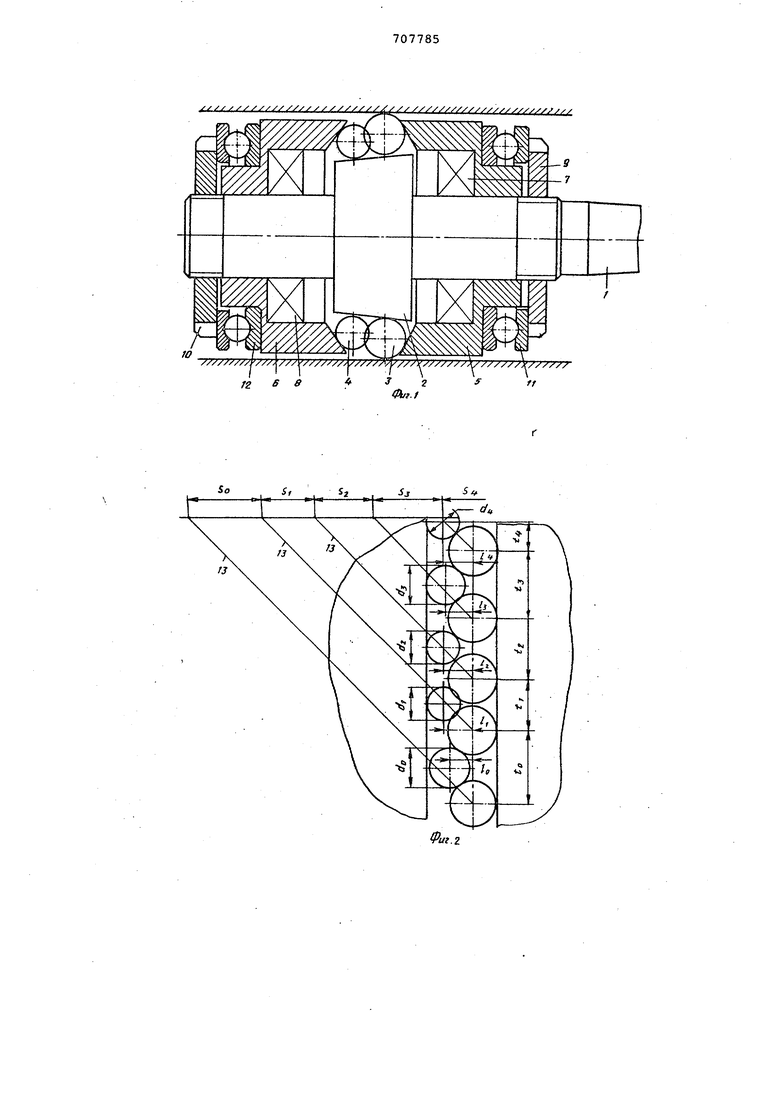
0 обработки отверстий, с одним рядом деформирующих элементов; на фиг. 2 схема рссположения шариков для ин(грумента, показанного на фиг. 1; на фиг. 3 - другой вариант исполнения
5 предлагаемого инструмента для обработки отверстий, с двумя рядами деформирующих элементов; на фиг. 4 - схема расположения шариков и ролика дпя инструмента, показанного на
0 фиг. 3; на фиг. 5 - безсепараторный инструмент для виброобработки, с неподвижными кольцами, имеющими угловой скос.
На оправке 1 закреплен опорный ко5нус 2,на который опираются деформирующие элементы 3 и промежуточные шарики 4, имеющие меньший диаметр, чем деформирующие. Все они удерживаются в осевом направлении нажимными чашами
0 5 и б с коническими торцами, устано ленными соответственно на подшипника 7 и 8. В осевом направлении шарики фиксируются гайками 9 и 10 через упо ные подшипники 11 и 12 (фиг. 1). Де формирующие элементы 3, и промежуточные шарики 4 установлены по окружнос ти попарно плотно . Диаметр промежуто ных- шариков и их осевое смещение С относительно деформирующих элементов различно н.а некоторой , части окружности, т.е. деформирующие элементы и промежуточные шарики объединены в отдельные группы. Поскольку диаме деформирующих шариков одинаков, то их окружной шаг t будет иметь возра тающе-убывающую повторяющуюся величину г ts t4../ а do а i d, dj d4. ... и Ее S f, . Инструмент работает следующим образом. При.включении главного движения и движения подачи деформируюише элементы 3 начинают вращаться и планетарно перемещаться по нажимному конусу 2 вследствие наличия натяга- между ними и обрабатываемой поверхностью детали. Деформирующиеэлементы передают вращение промежуточным шарикам 4, которые являются ведомыми по отношению к первым, и вместе с ними также планетарно перемещаются относительно конуса 2, От деформирующих 3 и промежуточных шариков 4 начинают вращаться нажимные чаши 5 и 6, установленные соответственно на подшипниках 7 и 8. Деформирующие элементы 3 и промежуточные шарики 4 в месте их контакта вращаются в одну сторону, чем значительно уменьшается их износ, а вместе с тем увеличивается долговечность всего инструмента. Поскольку окружной шаг деформирую щих элементов 3 различен и имеет возрастающе убывающую повторяющуюся величину, то и расстояния между траекториями 13 (фиг. 2) этих элементов измеренное в направлении подачи, имеет возврастающе-убывающую повторяющуюся величину, т.е. имеет изменяющуюся (переменную) подачу За S S . Переменнос.ть подачц обеспечивает получение регулярного микрорельефа на обработанной поверхности, что повышает ее качество. Инструменты, представленные на фиг. 3, 5, являются конструктийными вариантами исполнения подобного рода устройств. Инструмент, представленнай на фиг. 3, отличается тем, что в нем установлены два ряда деформи-рующих элементов 3, разделенных между собой рядом промежуточных шариков 4. Для лучшей настройки пло ного, прилегания шариков по окружност в инструменте вместо одного из проме суточных шариков установлен компен сирующий двусторонний конический ролик 14 (фиг. 4). Смещая конуса ролика относительно друг друга, можно обеспечить плотный контакт шариков по окружности, тем самым упрощается настройка инструмента. Инструмент, представленный на . фиг. 5, отличается тем, что нажимные чаши 5 и б установлены на оправке 1 неподвижно и имеют.скос под некоторым угломер в плоскости, перпендикулярной оси раскатника. Чаши установлены таким образом, что при их сближении образуют сплошную цилиндрическую поверхность. По наклонному замкнутому коридору между кольцами перемещаются деформирующие элементы и шарики во время работы инструмента. Для инструмента с неподвижными нажимными чашами, имеющими угловой скос, характерно наличие дополнительного движения шариков в направлении подачи, что в еще большей степени способствует улучшению качества обработанной поверхности. Величина дополнительного двойного хода шариков за один их оборот вокруг оси инструмента равна 2Й 4R tgii, , где R - радиус расположения центров деформируюших шариков, д - угол скоса нажимных колец, В - величина хода шариков. Инструмент предложенной конструкции обеспечивает получение необходимого микрорельефа обработанной поверхности. Изменяя диаметр промежуточных шариков и величину угла скоса нажимных колец, можно в широких пределах регулировать характеристики микрорельефа обработанной поверхности. Благодаря отсутствию сепаратора и наличия попутного вращения шариков и нажимных колец повышается долговечность инструмента. Формула изобретения Инструмент для чистовой и упрочняющей обработки тел вращения находящихся под воздействием в виде нажимных чаш деформирующих элементов, контактирующих с опорным конусом и разделенных между собой промежуточными шариками, центры которых смещены относительно деформирующих элементов в осевом направлении, о т л ичающийся тем, что, с целью повышения производительности,деформирующие элементы и промежуточные шарики объединены в отдельные группы, причем диаметр каждого последующего промежуточного шарика больше диаметра предьвдущего в этой же группе. Источники информации, принятые во внимание при экспертизе 1. Лурье Г.Б. и др. Упрочняющеотделочная обработка отверстий. ГОСИНТИ, № 2, 14-70, 1970, с. 24-25, р. 206.
JZ Б в
///jfV//// / / // ,
//777/
32
//
3/л/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU582955A1 |
| ИНСТРУМЕНТ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2173628C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2353505C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| РАСКАТКА ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2285606C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2283744C1 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| УСТРОЙСТВО ДЛЯ РОТОРНОГО УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354531C1 |
5о
