(54) ФОГМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛВЗОБЬТОННЫХ ИЗДЕЛИЙ СО СТЫКОВОЧНЫМИ ПАЗАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| МЕТАЛЛОФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ПЛИТ | 1999 |
|
RU2147986C1 |
| Установка для изготовления железобетонных колец | 1982 |
|
SU1084143A1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1096116A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2043922C1 |
| Бортовой замок опалубки | 1983 |
|
SU1096364A2 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ БОРТОВ ФОРМЫ | 1991 |
|
RU2020062C1 |
| Форма для изготовления строительныхиздЕлий | 1979 |
|
SU841976A1 |
| Установка для изготовления строительных изделий | 1976 |
|
SU626954A1 |
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1033333A1 |
Изобретение относится к области производt-raa бетонных со стыковочными пялами и может найти применение, например, в изготовлении бортовых бетонных камней.
Известна нресс-форма для изготовления строительных камней с полостями, например, кирпич с пустотами, содержасцая неразъемную йорму с установленными в подвижном днип1е (п темпеле) кернами 1. Пустоты в камне, прессуемом штемпеле образуются кернами, заiiCJiaHHHMH в подвижной траверсе. По окончаii.-.H ц:;кла изделие выталкивается нггемпелем, а керны опускаются, освобождая изделие.
Недостатком этого устройства является отсутствие возможности изготовления строительных изделий, имеюпхих пазы на противоположных сторонах, например бетонных бортовЕЯх камней.
Известла и другая форма для изготовления железобетонных изделий, включающая поддон, гибкие продольные и откидные торцовые борта 2. Продольные борта выполнены с окнами, в которых установлены вк.1адып1и с серьгами, имеющими отверстия с размещенными в них эксцентриками валсж, смонтированных с помощью жестко прикрепленных к бортам опор, KfiOMe того, тяги замков шарнирно соединены с торцами валов.
В пропессе распалубки освобождают тяги замков и поворачивают ими валы с эксцентриками на 180°. 11ри этом эксцентрики перемещают вкладыши в горизонтальной плоскости и выводят их из изделия.
Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому результату.
Недостатком его является наличие разъемной формы, что требует значительных затрат
труда и времени при открытий бортов, выводе вкладып1ей и последуюн1ей сборке формы. Кроме того, разборная форма затрудняет получение изделий необходимой точности, а также применение ее в автоматизированной конвейер Ной линии.
Целью изобретения является обеспечение возможности образования сквозных пазов в формуемых изделиях.
Для достижения поставленной цели в устройстве для изготовления бетонных изделий со стыковочными пазами, содержап1.ем форму с неразъемными бортами, выполненными с окнами, в которых размешены пазообразователи, выполненные с поперечным сечением в виде круга с лыской, длина которой равна длине, я П1ирина П1ирине стыковочного паза, и снабжены,
приводом его поворота.
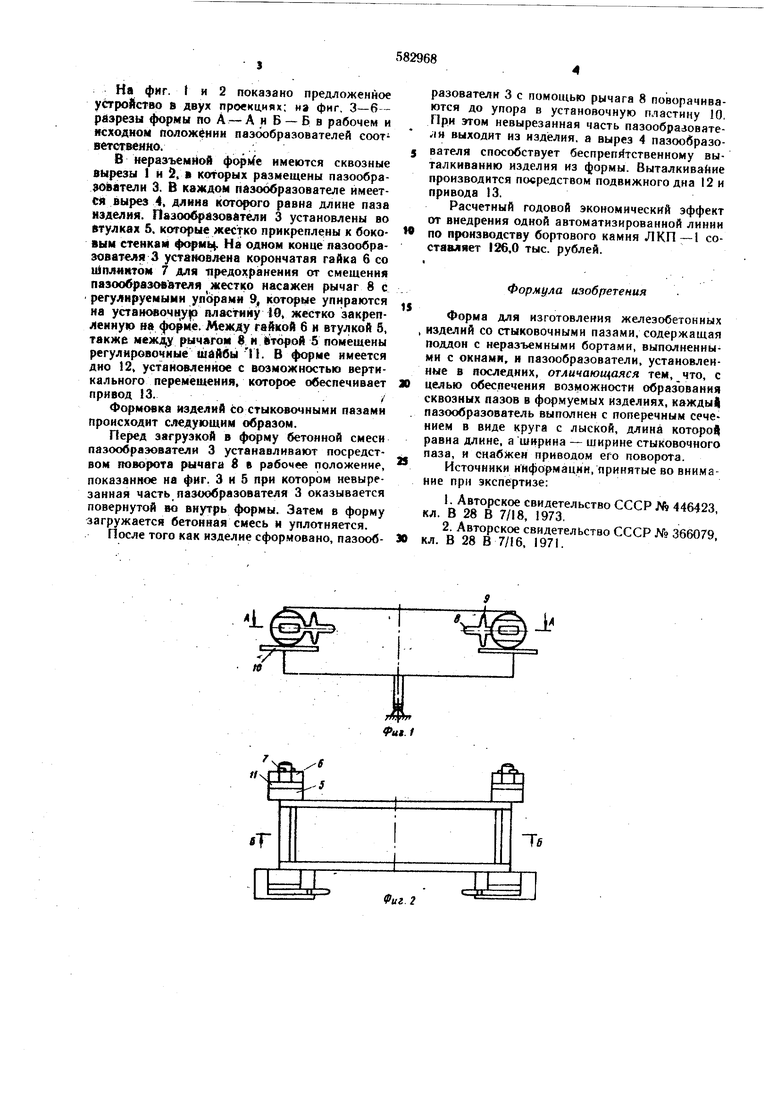
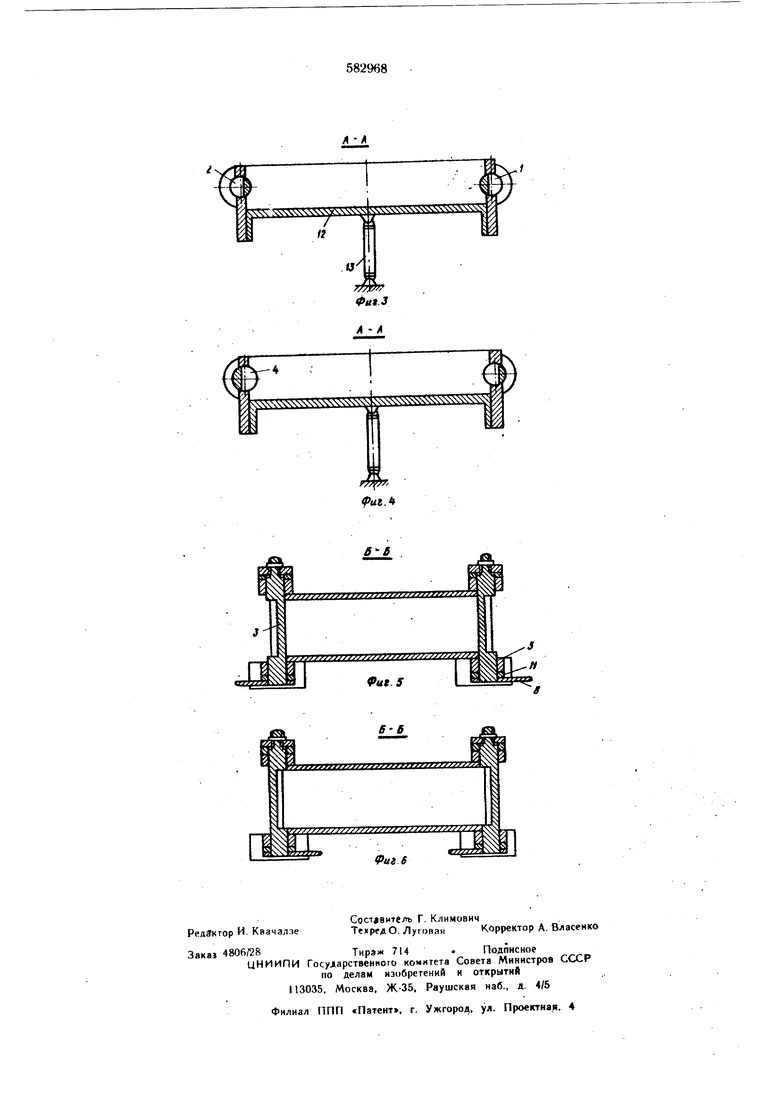
На фиг. f и 2 показано предложенное устройство в двух проекциях; на фиг. 3-6-рдэрезы формы по А - А и Б - Б в рабочем и исходном положении паэбобразователей соответствеяко.
В неразъемной имеются сквозные 0Ырезы 1 и 2. в которых размещены пазообраЗОёатели 3. В каждом пдзоббразователе нмеетСй вырез 4, длина которого равна длине паза изделия. Пазоо йзовАтели 3 установлены во «тулках 5. которые жестко прикреплены к боковым стенкам формц. На одном конце лазообразователя 3 установлена корончатая гайка 6 со и)пл41ят6м 7 для предохранення от смещения пазообразователя,жестко насажен рычаг 8 с регулнруемымн упорами 9, которые упираются на устан жочн ур пластину 10, жестко закрепленную не форме. Между гайкой 6 н втулкой 5, также рычагом второй 5 помешены регулировочные шайбы 11. В форме имеется дно 12, установленное с возможностью вертикального перемещения, которое обеспечивает привод 13../
Формовка изделий со стыковочными пазами происходит следующим образом.
Перед загрузкой в форму бетонной смеси пазообразователи 3 устанавливают посредством поворота рычага В в рабочее положение, показанное на фиг. 3 н 5 при котором невырезаиная часть пазообразователя 3 оказывается повернутой во внутрь формы. Затем в форму загружается бетонная смесь и уплотняется.
После того как изделие сформовано, пазообразователн 3 с помощью рычага 8 поворачиваются до упора в установочную пластину 10. При этом невырезанная часть пазообрааовате;iH выходит из изделия, а вырез 4 пазообразователя способствует беспрепйтственному выталкиванию изделия из формы. Выталкивайие производится посредством подвижного дна 12 н привода 13.
Расчетный годовой экономический эффект от внедрения одной автоматизированной линии по производству бортового камня ЛКП-1 составляет 126,0 тыс. рублей.
Формула изобретения
S
Форма для изготовления железобетонных изделий со стыковочными пазами, содержащая поддон с неразъемными бортами, выполненными с окнами, н пазообразователи, устаиовлеиные в последних, отличающаяся тем, что, с целью обеспечения возможности образования сквозных пазов в формуемых изделиях, кажды пазообразователь выполнен с поперечным сечением в виде круга с лыской, длииа которой равна длине, а ширина - ширине стыковочного паза, и снабжен приводом его поворота.
Источники информации, принятые во внимание при экспертизе:
7 в
.t
П
Фи.3
А -А
