(54) ФЛЮС ДЛЯ ПАЙКИ И ПАЙКО-СВАРКИ ЧУГУНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для пайки чугуна | 1987 |
|
SU1498597A1 |
| ФЛЮС ДЛЯ ПАЙКИ И НАПЛАВКИ | 1970 |
|
SU271277A1 |
| ПАЙКИ И НИЗКОТЕМПЕРАТУРНОЙ ПАЙКО- СВАРКИ ЧУГУНА ЛАТУННЫМИ ПРИПОЯМИ | 1963 |
|
SU152605A1 |
| Флюс для высокотемпературной пайки | 1980 |
|
SU935238A1 |
| ФЛЮС ДЛЯ ПАЙКИ ТВЕРДОСПЛАВНОГО ПРИПОЯ НА ПОВЕРХНОСТЬ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ | 2004 |
|
RU2262430C1 |
| ПАЙКИ И НИЗКОТЕМПЕРАТУРНОЙ ПАЙКО- СВАРКИ ЧУГУНА ЛАТУННЫМИ ПРИПОЯМИ | 1969 |
|
SU241953A1 |
| Состав для пайкосварки чугуна | 1977 |
|
SU833399A1 |
| Припой для пайки разнородных металлов | 1987 |
|
SU1574415A1 |
| Флюс для сварки чугуна | 1976 |
|
SU597535A1 |
| Флюс для сварки и пайкосварки чугуна | 1977 |
|
SU715266A1 |
1
Изобретение относится к области пайки, в частности к флюсам- для пайки и пайко-сварки чугуна с преимущественным использованием в качестве присадочного материала латуней различных марок.
Известен флюс 1 для пайки чугуна латунными припоями, содержащий компоненты при следующем соотношении, вес. %: Тетраборнокислый натрий 50 Борная кислота50
Наиболее близким к данному изобретению явля.ется флюс 2, содержащий компоненты при следующем соотнои1ении, вес. %: Борная кислота50-60
Углекислый иатрий25-20
Углекислый литий25-20
Недостаток этих флюсов - неспособность свести к минимальному выгорание цинка из припоя и наплавляемого металла и затрудняет тем самым получение достаточно плотного наплавленного металла..
Кроме того, известные флюсы обладают недостаточной активностью по устранению свободного углерода (графита), который выступает на поверхность чугуна и мещает процессу пайки, что сказывается на капиллярном течении припоя и микродиффузии активных элементов при образовании металлических связей чугун-латунь.
Целью изобретения является создание флюса, обеспечивающего понижение выгорания цинка из наплавляемого металла и из металла шва и обладающего повышенной активностью при пайке и пайко-сварке чугуна.
Поставленная цель достигается тем, что в известный флюс дополнительно вводят окислы редкоземельных металлов при следующем
%. соотношении компонентов, вес.
Борная кислота 19,5-22,5
Углекислый натрий 19,5-22,5 Углекислый литий Окислы редкоземельных
1-15
металлов
Возможно введение в предложенный состав окислов редкоземельных металлов в виде лигатуры: окислы РЗМ с добавками кремния, алюминия, .кальция, бария, магния и железа. Введение в состав флюса окислов редкоземельных металлов дает возможность подавать или значительно уменьшить процесс испарения и выгорания цинка из ванны наплавляемого металла, что позволяет использовать в качестве припоя как бескремнистые, так и кремнистые латуни и при этом исключить порообразование в наплавленном металле, а также улучшить санитарно-гигиенические условия труда.
Повышение активности флюса обеспечивается более интенсивным удалением окисных пленок с контактирующих поверхностей припоя и основного металла, а также лучшей и,х защитой от окисления в процессе нагрева и пайки или пайко-сварки.
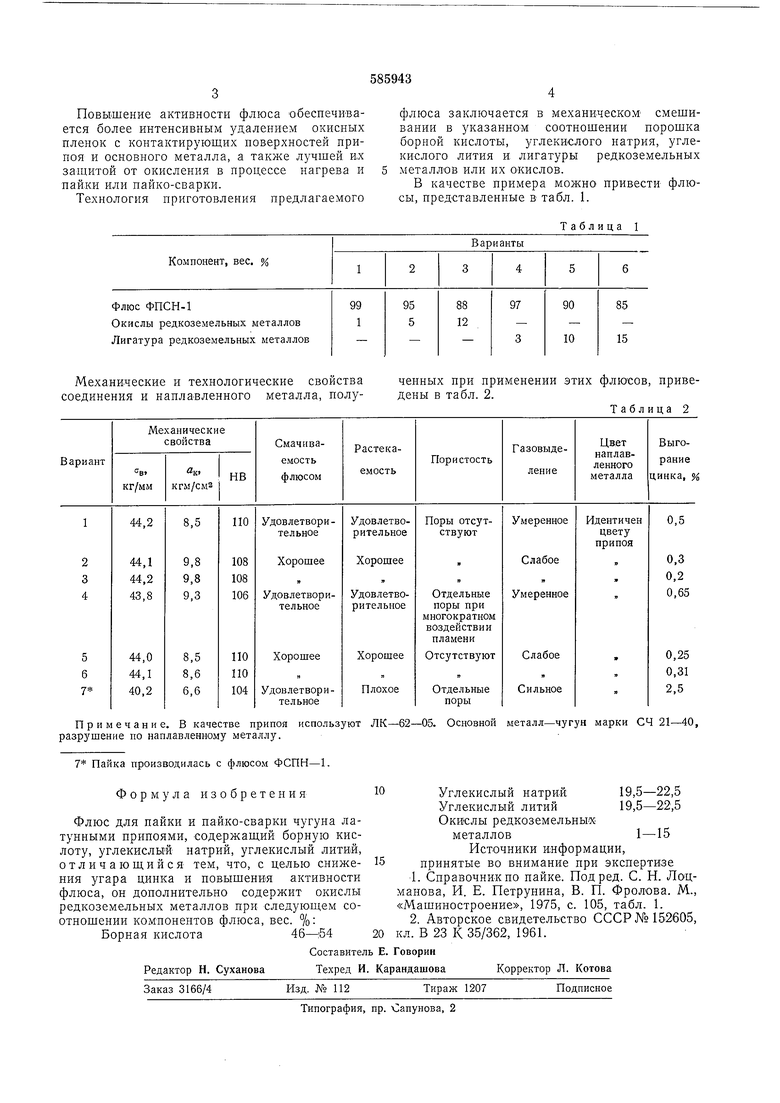
Технология приготовления предлагаемого
Механические и технологические свойства соединения и наплавленного металла, полуфлюса заключается в механическом смешивании в указанном соотношении порошка борной кислоты, углекислого натрия, углекислого лития и лигатуры редкоземельных металлов или их окислов.
В качестве примера можно привести флюсы, представленные в табл. 1.
Таблица 1
ченных при применении этих флюсов, приведены в табл. 2.
Таблица 2
