1
(21)4345054/31-27
(22)16.12.87
(46) 30.06,90. Бюл. №24
(71)Алтайский политехнический институт им. И.И.Ползунова
(72)А.А.Савицкий, А.С.Костыгов, Г.А.Алексеева, С.А. Рядинских и С,Г,Паутов (53)621.791.3(088.8)
(56)Авторское свидетельство СССР N 619314, кл. В 23 К 35/28, 1978.
(54) ПРИПОЙ ДЛЯ ПАЙКИ РАЗНОРОДНЫХ МЕТАЛЛОВ
(57)Изобретение относится к пайке, в частности к составу припоя, применяемого для пайки алюминия, чугуна и стали в различных областях промышленности , а также для восстановления изношенных деталей. Цель изобретения-повышение твердости припоя.Припой имеет следующий состав, мас,%: алюминий 15,97-19,57; кремний 1,78-2,17; цериевый мишметалл 0,7-1,1; медь 0,04-0,05; олово 17,2-22,0; свинец 28- 32; магний 0,04-0,05; марганец 0,06-0,07; титан 0,03; цинк 28,06-32,06. Температура плавления припоя 334-387°С. При выплавке припоя используется лигатура в виде сплава АЛ-4. Пайка осуществляется нагревом нормальным пламенем пропановоз- душной горелки с использованием флюсов 34А(для сплава АЛ-4) и 50% хлористого цинка + 3% сернокислой меди + 47% воды (для стали и чугуна). Прочность припоя находится в пределах оь 144-188МПа , твердость НВ 451-521 МПа. Краевой угол смачивания по сплаву АЛ-4 17-25°, по стали 45-25-30°, по чугуну ВЧ38-17-37-55°. 1 табл.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки алюминия и его сплавов | 1989 |
|
SU1743772A1 |
| Припой на основе цинка для пайки алюминия | 2016 |
|
RU2626835C2 |
| Припой для пайки чугуна | 1987 |
|
SU1461609A1 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| Припой для пайки железокобальтовых сплавов | 1989 |
|
SU1673351A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ПРИПОЙ ДЛЯ МЯГКОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2451587C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2297907C1 |
| Смесевой порошковый припой для пайки алюминия и сплавов на его основе | 2021 |
|
RU2779439C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ОДНОРОДНЫХ И РАЗНОРОДНЫХ МЕТАЛЛОВ | 1992 |
|
RU2016728C1 |
Изобретение относится к пайке, в частности к составу припоя, применяемого для пайки алюминия, чугуна и стали в различных областях промышленности, а также для восстановления изношенных деталей. Цель изобретения - повышение твердости припоя. Припой имеет следующий состав, мас.%: алюминий 15,97 - 19,57
кремний 1,78 - 2,17
цериевый мишметалл 0,7 - 1,1
медь 0,04 - 0,05
олово 17,2 - 22,0
свинец 28 - 32
магний 0,04 - 0,05
марганец 0,06 - 0,07
титан 0,03
цинк 28,06 - 32,06. Температура плавления припоя 334 - 387°С. При выплавке припоя используется лигатура в виде сплава АЛ-4. Пайка осуществляется нагревом нормальным пламенем пропано-воздушной горелки с использованием флюсов 34А /для сплава АЛ-4/ и 50% хлористого цинка +3% сернокислой меди + 47% воды /для стали и чугуна/. Прочность припоя находится в пределах σв = 144 - 188 МПа, твердость НВ 451 - 521 МПа. Краевой угол смачивания по сплаву АЛ-4 17-25°, По стали 45 - 25 - 30°, по чугуну ВЧ38-17-37-55°. 1 табл.
Изобретение относится к технике пайки, в частности к составу припоя, и может быть использовано в машиностроительной и металлообрабатывающей отраслях народного хозяйства при пайке алюминия, чугуна и стали.
Цель изобретения - повышение твердости припоя.
Припой имеет следующий состав, мас.%:
15,97-19,57 1,78-2,17
Алюминий
Кремний
Цериевый
мишметалл
Медь
Олово
Свинец
Магний
Марганец
0,7-1,1 0,04-0.05 17,2-22,0
28-32 0,04-0,05 0,06-0,07
Титан0,03
Цинк28,06-32,06
Температура плавления припоя 334- 387°С.
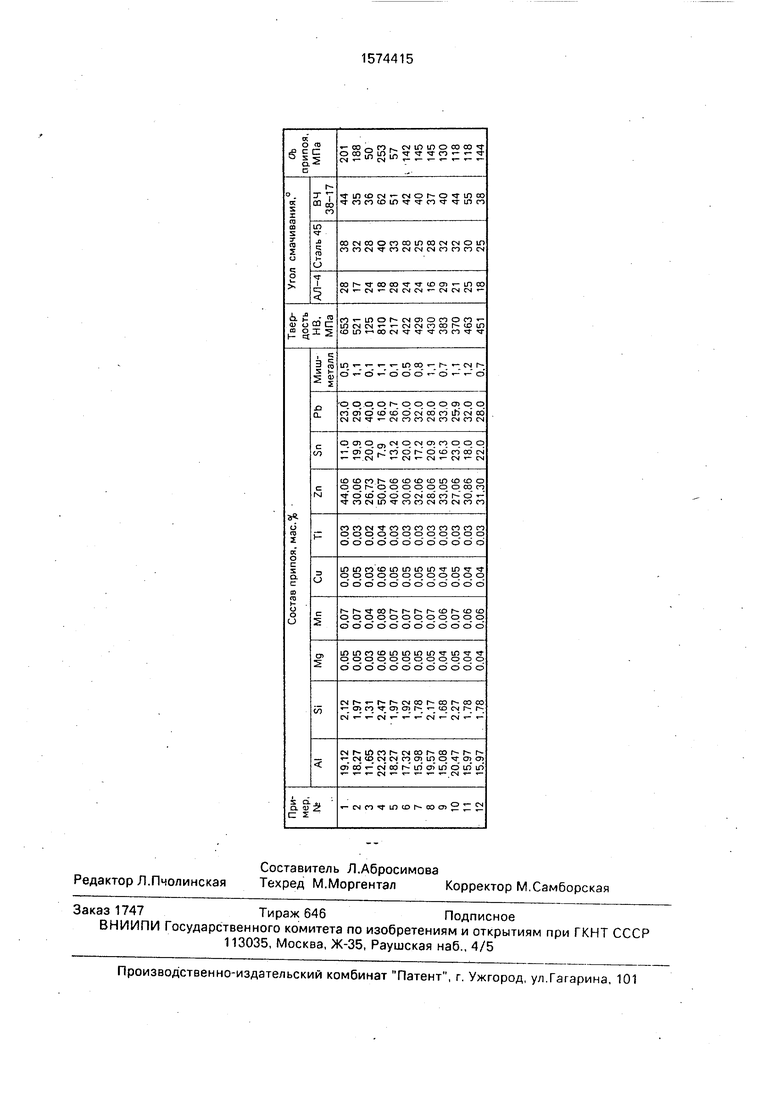
Примеры выполнения припоя даны в таблице.
Такие компоненты как магний, кремний, марганец, медь, титан, алюминий и частично олово и цинк вводились в припой в виде сплава АЛ-4,
Припой готовят следующим образом.
В подогретую до 650°С муфельную электрическую печь в стальной стакан с графитовой обмазкой загружают сплав АЛ-4, После его расплавления загружают цинк и после 4-минутной выдержки в печи 0,5 навески мишметалла внутрь расплава для предотвращения его выгорания. После 3-минутной выдержки и перемешивания
СП
„™i
сл
расплава загружают олово и свинец. После 3-минутной выдержки в печи загружают остальной мишметалл внутрь расплава. После 30-секундной выдержки расплава в печи его рафинируют 0,05% от массы расплава солью хлористого натрия для улучшения структуры сплава. После 2-3-минутной выдержки производят разливку.
Образцы после охлаждения на воздухе механически обрабатывают, полируют и испытывают на твердость, Подготовленные (механическая обработка) под пайку образцы из сплава АЛ-4, стали 45 и высокопрочного чугуна паяют с использованием флюса 34А(сплав АЛ-4) или флюса (50% хлористого цинка, 3% сернокислой меди, 47% воды) для стали и чугуна нормальным пламенем пропано-воздушной горелки.
Как видно из таблицы, максимальные значения твердости при сохранении расте- каемости припоя наблюдаются в опытах 2,7,12. Но при пайке припоем 11 на паяемой поверхности наблюдается образование оксидов, поэтому содержание мишметалла должно быть не выше 1,1%. При его содержании менее 0,8% снижается твердость припоя. Содержание в сплаве цинка, АЛ-4, свинца и олова необходимо поддерживать примерно равным 3:2, так как по результатам предварительных экспериментов в этом случае наблюдаются максимальные значения твердости. Если в припое олова и АЛ-4 более 22% и менее 1Я%, то наблюдается снижение твердости, если содержание цинка и свинца более 32% или менее 28%, твердость также снижается. При большом содержании в припое цинка и АЛ-4, твердость хотя и повышается, но припой плохо растекается по стали и особенно по чугуну. Использование данного припоя при восстановлении деталей автомобиля позволит повысить срок службы напаянных поверхностей, работающих на износ.
«
Формула изобретения
Припой для пайки разнородных метал- лов, содержащий алюминий, кремний, редкоземельные металлы, медь, олово и цинк, отличающийся тем, что, с целью повышения твердости, он дополнительно содержит свинец, магний, марганец, титан, а в качестве редкоземельного металла - це- риевый мишметалл при следующем соотношении компонентов, мас.%:
Алюминий 15,97-19,57
Кремний1,78-2,17
Цериевый.
мишметалл0,7-1,1
Медь0,04-0,05
Олово17.2-22,0
Свинец28-32
Магний0,04-0,05
Марганец0,06-0,07
Титан0,03
Цинк28,06-32,06
- со о со
Ј
о.с
Ч шюгч -смог оч юсо Ч сосоююч Тсоч-Ч Юсо
сосмсоососо1ЛсосмсмО1Г
СОГОСМЧ СОСМСМСМСОСОСОСМ
оог--4 0осоч-ч-цэсг г-|лсо
СМ -СМ - CNCMCM - CMCMCM
о СО С §Х2
СО -ЮОГ-СМСПОСООСО incMCN - -cMCMcocor -tЈ irюЮ - сосмч ч- З-сосоч-чс:3 5 ю - -«- -юсО - -«-сч1чs 5; о - О «- о о о - о «- - о
S
л О О О О I- О О О О СП О О
п со сп о to to о сч со со ib CN со
СМСМЧ - CNCOCOOJCOCMCOCN
с о сп о и, см о см сп со о о о
СОт- СЛ О СО С) Г- СЭ (О СО ОО CN
-r-CM -CJ -CM -CM -CN
ЮСОСОГ СОЮЮСОЮУЭСОО
с о о г- о о о о о о о со со KI ч о иэ о сэ о CN со со о - Ч сосчюч-сососчсосмсосо
cocoeN4-cocococococococo
рО СЭ О СЗ О О О О О О О О
о о о о с о о о о о о о
-, 1ЛЮсо ою1Г 1Люч-1Лч-Ч
-Г О О О О О О О О О О СЭ О
-1 о о о о о о о о о о о о
,- c-r- cor-r -r-i -toh-coto
s i °- °- °- °- °- °- °- °
о о о о о о о о о о о о
г- шшсосоююююч-юч-ч- оооооооооооо
о о сэ о о о о о о о о о
СМГ- -Г Г-СМСО| -СОГ -СОСО yj «- С7 СО «Г СП О Г- - to СМ Г- «- - СМ «- «- «- CN - CN
CNr-iftcor cMcoi- cor r-r -«- СМ «О CN СМ СО СП Ю О Ч- СП О)
о со «- см со г- ю о ю о ю ю
см ю ю о со со
со со з
т- Ч1
