1 ,
Изобретение относится к деревообрабатывающей промыоленности н может быть использовано в лущильных станках для регистрации засоров.
Известно устройство для контроля за работой лущильного станка, прижимной механизм которого снабжен регистрирующими линейками, расположенными вдоль оси фанерного чурака и кинематически связанньоми с датчиками контроля 1.
В процессе лущения линейки контактируют с фанерным чураком, а так как они жестко связаны с рачагамя, то при появлении засора перемещают их на величину, определяемую величиной засора.
При отклонениях измерительный датчик изменяет свое положение относи.тельно контактной планки, срабатывает и вьвдает сигнал в схему управления лущильным станком. После ликвидации засора .процесс продолжается.
К недостаткам этого устройства относится то, что регистрирующие линейки непрерывно скользят по поверхности фанерного чурака, в результате чего они быстро изнашиваются, а древесные частицы, попадающие между линейками и поверхностью чурака, выэывают ложное срабатывание. При этсм положение линеекпо отношению к поверхности фанерного чурака в зависимости от величины его диаметра различное, что существенно сказывается на величине усилия их подъема, а, следовательно, и на величине регистрируемого засора. Кроме того, регистрирующие линейки свободно пере10 мацаются по ртнсяиению прижимной ба,лки в момент ее подъема и опускания, что ведет к их повреждению, и требуется в эти мс 1енты отключать датчики контроля, причем регистрирующие линейки располагаются между суппортом и прижимным механизмом, что потребует установки подрезных ножей на прижимной балке и непрерывной работы привода прижимного.механизма в ) цессе лущения.
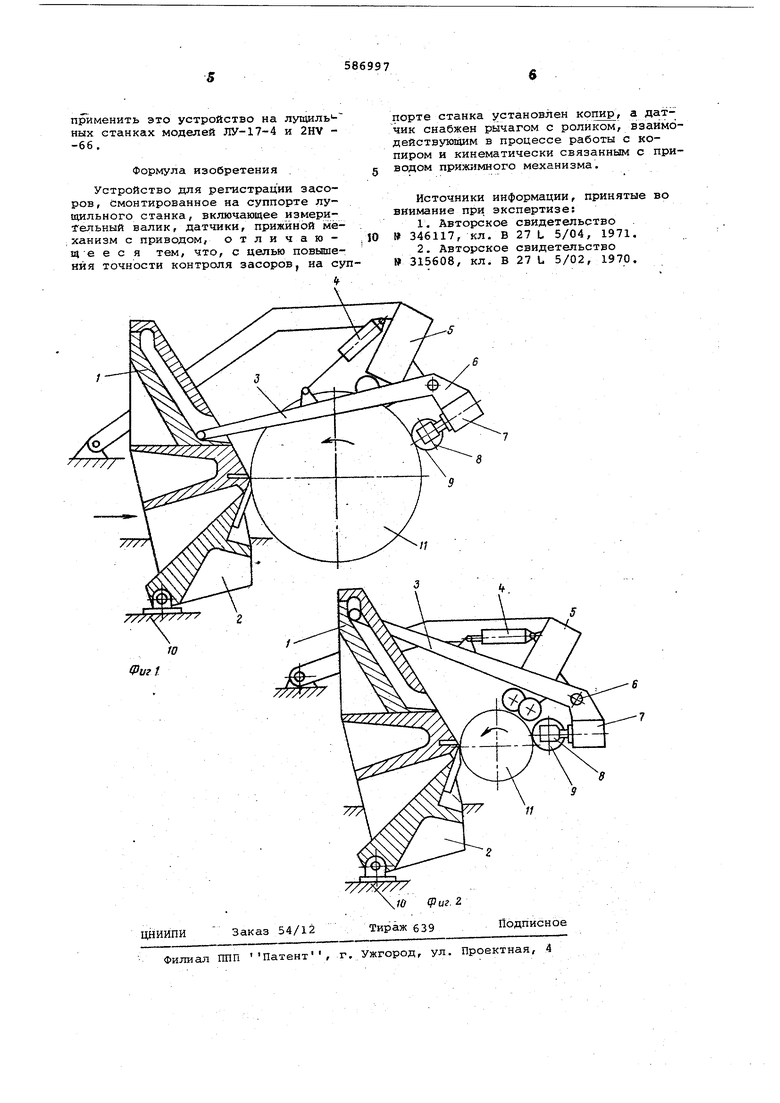
Наиболее близким по техническому реааению к изобретений является устройство для контроля за работой лущильного станка, состоящее нз измерительного валика, двух датчиков, электронной схемы, блока управления, исполнительных механизмов, выполнен- ; ных в виде электроклапанов, усилителя, пневмоци ЛИН дров . При появлении эасора приводной валик изменяет положение своей оси вращения, одновременно воздействуя на датчики. На выходе электронной схемы появляется сигнал в виде напряжения, величина которого пропорциональна величине засора. Затем сигнал подается в блок управления, который обеспечивает остановку шпинделя и отвод прижимной линейки. После очистки прижимной линейки процесс лущения продолжается. Однако жесткая кинематическая связ измерительного валика с прижимной линейкой суппорта в процессе лущения приводит к изменению угла между осью датчика и, как следствие, к колебаниям давления измерительного валика на поверхность чурака. Кроме того, кине матическая связь суппорта и измерительного валика не позволяет использовать это устройство на лущильных станках с прижимным механизмом из-за ограниченной зоны между суппортом и прижимным механизмом, достигающей 10 15 мм. Для размещения измерительного валика в этой зоне диаметр его должен быть 6-10 мм, что приведет к уме шению его жесткости и к колебаниям ч сла оборотов валика в процессе лущения от 18000 до 1800 об/мин. Использование зтого устройства на лущильных станках с прижимным механи мом не дает должного эффекта, так ка высокая скорость вращения снижает ег надежность, а малая жесткость повышает погрешность измерений, Следует также отметить, что оно не может обеспечить постоянного давления измерительного валика на поверхность чурака из-за отсутствия об ратной связи схемы управления приводом и диаметром чурака, что в процес се лущения существенно влияет на чувствительность устройства. Все эти недостатки снижают точность регистрации засоров и сужают о&ласть использования устройства. Цель изобретения - повышение точности контроля засоров. Это достигается тем, что на суппорте станка установлен копир, а датчик снабжен рычагом с роликом, взаимодействующим в процессе работы с копиром и кинематически связанным с приводом прижимного механизма. На фиг. 1 изображено устройство в начале лущения; на фиг-. 2 - то же, в конце лущения. Устройство состоит из копира 1, установленного на суппорте 2 лущильного станка, {ялчага 3 с роликом, привода 4, укрепленного на прижимном механизме 5, оси вращения б, датчика 7 подшипникового узла 8 и измерительного валика 9. На чертежах также по-, казаны направляющие 10 и фанерный чурак 11. Привод 4 может быть гид&авличе- ским, пневматическим или электрическим. Работает привод 4 только в момент окончания процесса лущения, возвращая рычаг 3 с роликом в исходное положение (фиг.1). Паз копира 1, установленный на суппорте 2 лущильного станка, выполнен таким образом, что в исходном состоянии ролик рычага 3 направляется в его нижнее входное отверстие. Рычаг 3 и датчик 7 вращаются на оси 6, закрепленной на прижимном механизме 5. Устройство работает следующим образом. В начале лущения привод 4 приводит рычаг 3 с роликом в исходное состояние, при котором ролик занимает нижнее положение (фиг.1 ). По мере подвода суппорта 2, перемещающегося по направляющим 10, ролик рычага 3 направляется во входное отверстие копира 1. При зтом в зависимости от диаметра разлущиваемого фанерного чурака 11 и положения прижимного механизма 5 датчик 7 с измерительным валиком 9 занимает определенное положение. В начале лущения (после оцилиндровки) прижимной механизм 5 опускается на фанерный чурак 11 . В этот момент ролик рычага 3 занимает в пазу копира 1 заданное положение, определяемое диаметром фанерного чурака 11 и положением суппорта 2. По мере уменьшения фанерного чурака 11 суппорт 2 перемещается вперед, а вместе с ним и копир 1. В соответствии с. этим перемещается вверх по пазу копира 1 и ролик рычага 3, обеспечивая непрерывное слежение измерительного валика 9 за изменяющейся поверхностью фанерного чурака 11 и одинаковое давление на эту поверхность. Измерительный валик 9 при появлении засора перемещается относительно поверхности фанерного чурака I через подшипниковый узел 8, воздействуя на датчик 7, который выдает сигнал в схему управления лущильным станком. По окончании процесса лущения суппорт 2 отводится, прижимной механизм 5 поднимается, при этом ролик рычага 3 возвращается в исходное состояние приводом 4 и удерживается в этом положении до следующего цикла, а датчики 7 отключаются. Предлага емое устройство позволяет обеспечить постоянное давление на поверхность фанерного чурака, что повышает точность контроля засоров, изготовить и установить измерительный валик необходимого диаметра, а также

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для КОНТРОЛЯ ЗА РАБОТОЙ ЛУЩИЛЬНОГОСТАНКА | 1972 |
|
SU346117A1 |
| Супорт фанерного лущильного станка | 1949 |
|
SU83779A1 |
| Лущильный станок | 1981 |
|
SU954233A1 |
| Лущильный станок | 1987 |
|
SU1435433A1 |
| Лущильный станок | 1989 |
|
SU1691102A1 |
| Способ управления подачей фанерных чураков к лущильным станкам и система для его осуществления | 1989 |
|
SU1673444A1 |
| Лущильный станок | 1986 |
|
SU1371916A1 |
| Лущильный станок | 1980 |
|
SU821149A1 |
| УСТРОЙСТВО для КОНТРОЛЯ ЗА РАБОТОЙ ЛУЩИЛЬНОГОСТАНКА | 1971 |
|
SU315608A1 |
| Лущильный станок с бесшпиндельным приводом чурака | 1974 |
|
SU518351A1 |
