-- г
со
(Х
О5
1
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию фанерного производства.
luvib изобретения - новын1ение качества лущеного HJHoiia за счет снижения егч) разното/ицинности.
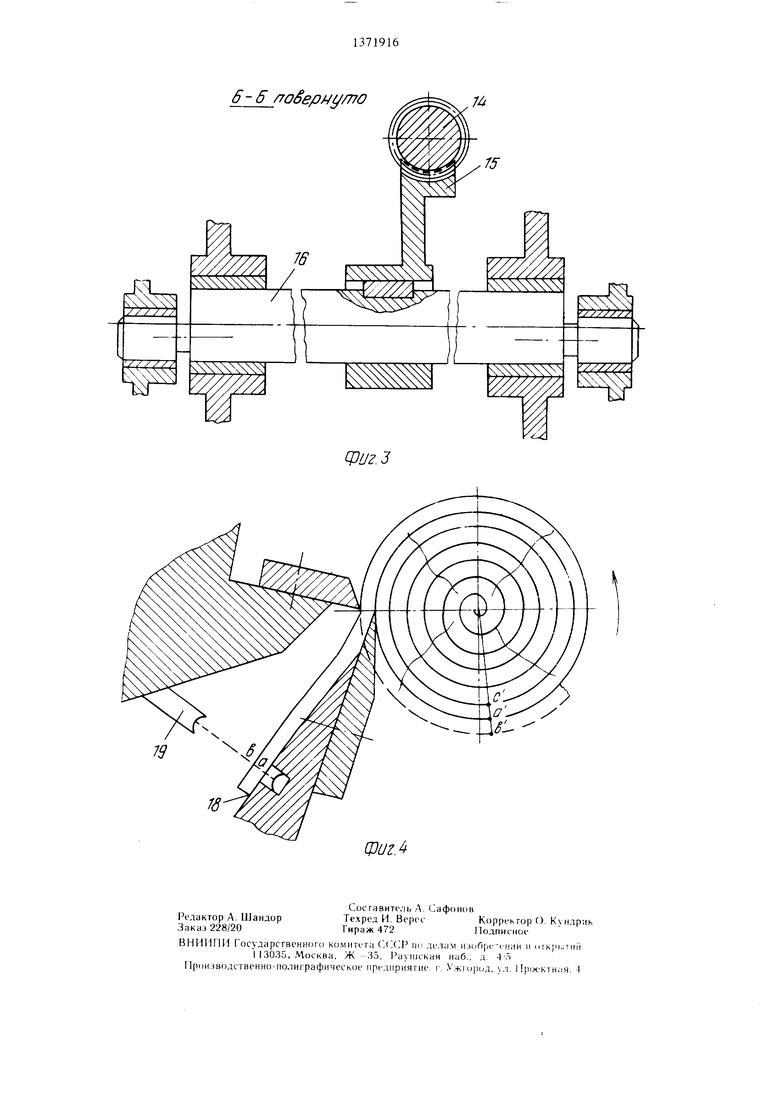
На фиг. 1 изображена схема лущильного станка; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3разрез Б-Б на фиг. 2; на
фиг. 4 укру 1ненный вид зоны лун1ения на фиг. 2.
Лушиль ный станок включает станину 1. бабки 2 со н нинделями 3, привод 4. На станине 1 установлен сунпорт 5, содержащий траверсу 6 с нрижимной линейкоГ 7 и ножедержатель 8 с луши.мьньгм ножо.м 9. (л ннорт 5 имеег механизм 10 обжима шпона, который состоит из регулирующего |-ид- роцилиндра 11, зубчатой рейки 12, которая образует кинемат)1ческую пень с зубчатым колесом 13, червяком 14 и зубчатым колесом 15, установленным на зжснентриковом валу И). Корпус регул 1рую1пего гидроцилиндра I1 закреплен на траверсе 6, а шток порншя соединен с зубчатой рейкой 12.
Для автоматическо1 О изменения степени обжима н зависимости от влажности и п.ют- пости раз. |у циваемо11 древесины механизм К) обжима нпюна снабжен приспособле- inicM 17 изменения степени обжима ппюна. вьпюлненным н виде i-енератора 18 и приемника 19 ультрафи():1ет()и)го или микроволнового излучения, закрепленных па супнор- те 5 так, чтобы производимый пиюн про.хо- .чил между ними, дискримипаторно цепи 20, пени 21 запаздывания, датчика 22 положения суппорта 5 отпосительно оси шпинделей. 3. Геператор 18 генерирует .I- ны И.1И ул1)Тр,афис). 1етовые во.тны, KOTOpi.ie нроходят через нпюн и фипимаются приемником 19 излучения. Часть волново{| энергии задерживается ппопом.
Дискриминаторная цепь 20 соединена с приемником 19 волновслч) излучения, оценивает влажность и плотность шпона в зависимости от количества пропускае.мой nino- ном волновой энергни, вырабатывает и иодает сигнал на установление степени обжима ипюна в цепь 23 управления регули- руюше Ч) гидроцилиндра 11. Датчик 22 положения суппорта 5 относительно оси делей ,3 установлен на станине 1 и нозво- ляет определить расстояние QT кромки лу- |цильно1 о ножа 9 до оси шпинделей 3. Цепь 21 заназдывання соединена с датчиком 22 паюжения сунпорта 5 относительно оси шпинделей 3.
Цель 21 запаздывания позволяет подавать сигнал, поступающий в цепь 23 управления pel улирующегс гидропилиндра 11 с дискриминаторной цепи 20 с запаздыванием, ве,личина которого зависит от текущего значения диаметра разлуш.иваемг)го
1371916
0
5
0
5
0
5
0
5
чурака, определяемого с помощью датчика 22 положения суппорта 5 относительно оси шпинделей 3, при генератор 18 и приемник 19 размещены напротив лущильного ножа 9 соответственно на рабочей плоскости 24 суппорта 5 и нижней плоскости 25 траверсы 6 нрижимной , 1инейки 7.
Дущильный станок работает следующим образом.
Сырой щпон, нроходя в процессе лущения между генератором 18 и приемником 19 излучеиия, облучается микроволновым или ультрафиолетовым излучением. Дискрими- паторной 20 для каждого сечения производимого нпюна устанавливается разность между величиной волновой энергии, посланной генератором 18, и величиной волновой энергии, проп ед1ней через шнон и принятой приемпиком 19. Каждой величине этой разности соответствует определен ный комплекс физических свойств древесины сечения нлюна, .характеризуе.мый в основном ее влажностью и плотностью, а для каждого комплекса физических свойств древесины сечения онреде. 1епа и заранее установлена необходимая величина степени об жима 1пнона. Цоэтому, исходя из количест ва пропускаемой innonoM волновой энергии, Дискриминаторная цень 20 для каждого про- ходян1его сечения пиюна вырабатывает сигнал на установление степени обжима и но- дает его в цепь 23 управления регулирующего гидроцилиндра 11. Нод комплексом физических свойств древесипы в сечениях ппона подразумеваются физические свой ства .микрообъемов древесины, прилегающих к этим сечениям.
Специфика процесса лущения пе позволяет определить алажность и тлотность ппюна |еред прохождением его через зазор, между лущильным ножом 9 и прижимной линейкой 7 и заранее установить для каждого сечения шпона необходимую степень обжима, так как формирование ленты осуществляется непосредственно в зазоре между лущильным ножом 9 и прижимной линейкой 7. Цоэтому, учитывая, что толщина ипюна намного меньше диаметра чурака, нри1шмается до11уп1.ение о равенстве фи- зически.х свойств древесины прилегающих сечений (например, а - с и а - в) с(кедних слоев еще не разлуп1е}1ного чурака (сечение а - и совпадало с сечением а-а до отделения ножом слоя древесины, показанного пунктиром).
Исходя из этого следует, что степень обжима нитона в сечении а-с, когда онс; придет в зону между лу1цильным ножом 9 и прижимной линейкой 7, необходимо установить равной степени обжима, выбранной дискриминаторной цепью 20 для сечения а- «.
Таким образом, для любого сечения про- ишодимосо Итона степень обжима устанавливается patiHoii степени обжима, выбранной дискриминаторной цепью 20 для того сечения ииюна, которое прилегало к нему в enie нера.члуп1,енном чураке, а затем было отделен лущильным ножом 9 и прошло между генератором 18 и приемником 19 излучения.
Для того, чтобы стенень обжима сечения а - г, когда оно придет в зазор между лун1ильным ножом 9 и прижимной линейкой 7, соогветствонала степени обжима выбранной дискриминаторной цепью 20 для с; Ч1. ния а- в. уже нр()и еди1его между генератором 1« и 1рием НИКОМ 19 излучения, необходимо, 4T(j6bi сигнал, выработанный дис- ч уинат()рно(1 цС Пьк) 20 для сечения а-- в и iiocjiafiHiiui в цепь 23 управления регули- 1/.к)1него гидроцилиндра 11, запоздал на время, за которое сечение а -с успеет прий- ги в зазор между лущильным ножом 9 и прижимной . 1ине11Кой 7. t
Также учитывается тот факт, что с умень- 1111-нием диаметра чурака в нроцессе луще- иия время заназдьпи1ния сигнала уменьща- егся. Д.ЛЯ ч(та изменения ве.чичинь дна- метра чурака нредусмотрен датчик 22 io- ложепия сунпорта 5 относительно оси шпинделей 1 Цепь 21 запаздывания по;|учаег сигнал с датчика 22 положения сунпорга 5 отп1)сите.1ьно оси шпинделей 3, вырабаты- HrieT и подает си1пал о величине времени запаздывания в цепь 23 уцравления регу- .)щего гпд)опилиндра 11. Получая сиг- на;1 на установ,тение степени обжима njrioHa с пеобходимым заназдывание.м, цепь 23 управления регулирующего гидроцилиндра 11 подает сигнал на изменение положения штока нор1ння гидроцилиндра И. Усилие со 1нтока поргння гидроцилиндра 1 1 передается через зубчатую рейку 12, зубчатсл колесо 13, червяк 14, зубчатое колесо 15 па экспентриковый вал 16. Поворачиваясь,
эксцентриковый вал 16 неремещает траверсу 6 с прижимной линейкой 7 относительно ножедержателя 8 с лущильным ножом 9, при этом изменяется зазор между .ivuiH.ib- ным ножом 9 и прижимной .линейкой 7 и устанавливается необходимая стенень жима.
Погрешность выбора и установления сте пени обжима щнона предлагаемым станком те.м меньше, чем меньцге толщина производимого HiHOHB и выше неоднородность физических свойств различных областей раз лущиваемого чурака.
Иснользование конструкции лущи.1ьного станка позволяет цлавно изменять величину
обжима цпона в цроцессе лущения в зависимости от физически.х свойств древесины чурака, что позволяет снизить величинч раз потолщинности производимого щпопа.
0
5
0
5
0
Формула изобретения
Лущильцый станок, включающий стани ну, щпипдели, суппорт с лущильным ножом, траверсой, прижимной линейкой, механизм |)бжима HHioiia с регулируюнщм гнд|М)Ц. .лнндром и привод, отличающийся тем, чи,. с целью повышения качества лущеного nine на за счет снижения его разпото. ицинносгп, механизм обжима щнона снабжен присг.о соб.лснису. изменения сгенени обжнма iiino на, которое выполнено в виде датчика IK; .южения сунпорта, генератора и нриемника ультрафиолетового излучения, дискрими - }К1тор11ой, запаздывающей и управ.кния регулирующим шдроци.липдром цепями, этом датчик положения сунпорта соединен с )Ю запаздывания, приемник связан с дискриминаторной цепью, причем пчслс.,- няя соединена через цепь запаздывания ; цепью управления регулирующего линдра, а генератор и приемник разметет, напротив лущильного ножа соответсгве па рабочей нлоскости сунпорга и )1иж1и П.ЛОСКОСТИ траверсы прижимной липс; К :
/г

| название | год | авторы | номер документа |
|---|---|---|---|
| Суппорт лущильного станка | 1980 |
|
SU939199A1 |
| Лущильный станок | 1982 |
|
SU1117219A1 |
| Лущильный станок | 1988 |
|
SU1613326A1 |
| Лущильный станок | 1986 |
|
SU1341036A1 |
| Лущильный станок | 1979 |
|
SU791539A1 |
| Лущильный станок | 1984 |
|
SU1165575A1 |
| Лущильный станок | 1989 |
|
SU1691102A1 |
| Лущильный станок | 1980 |
|
SU821149A1 |
| Способ изготовления шпона и лущильный станок для его осуществления | 1979 |
|
SU859163A1 |
| УЗЕЛ ОГРАНИЧИТЕЛЯ ПРОГИБА | 2008 |
|
RU2365494C1 |
Изобретение относится к дерев()об);,- батывак)Н1е11 нромыпменности, в частности к оборудованию ()1анерног о производства. Цель изобрете1П1яноВ1)Нпение качества луп1енот( niHoiia за счет снижения eio pa.i- HOTo.ii нтинностп. о Кпщльпый станок вк,п)- чает cyiHiopT 5 с ножедержате, 1ем 8, тра- Bepcoii 6, нрижимиоЛ .линейко 7 и .( мом обжима ипюпа 10, содержащим нчу- лирующий шдроцилнндр (РГ) II и iieiii. 2:- управления РГ П. Л еханизм обжима пиюпа 10 снабжен приспособлением 17 ил- мепеипи степени обжнма iniiona, выполнеи- из датчика 22 положения суппо)та 5, оператора 18 и приемника 19 ульт()афиоле- Toiioio пли микроволновою п: лумеппя. Ге- нераго) 18 и приемник 19 .чакреплеп1 1 на счиморте 5 с нонможностьк) прохождения М1 жд нимп lunona в процессе лупюния. Лпск|1ими |аторпаи пень 20 опенивает в.таж- посп, и плотность 1ппона к .авпсимосги ог количества нронускаемой им :1не)1ии. выра- oaibntaeT и подает сигна. на установление ciciicHH обжима шнона в нень 23 управ.н-- ния РГ II. Цепь 21 запаздывании соедипс- на I датчиком 22 по.южеппя схнпорта Г) и П(|..1(),1яет подавать . i. посту naiouiiiii в пепь 2:5 управ;1сния F-T II с диск)импна- юрной цепи 20, с запаздьп анпем, с1анав- линаемым спгна. юм, поступаюшнм с дат чпка 22 по.тожении cyHHoj ia .. 4 11,1 с (Л
6-5 /7oSef i/ o
сриг.З
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Л.: Лесная п)о мьннленносгь, 1968, с, 380, | |||
