Автоматическая система регулирования работает следующим образом.
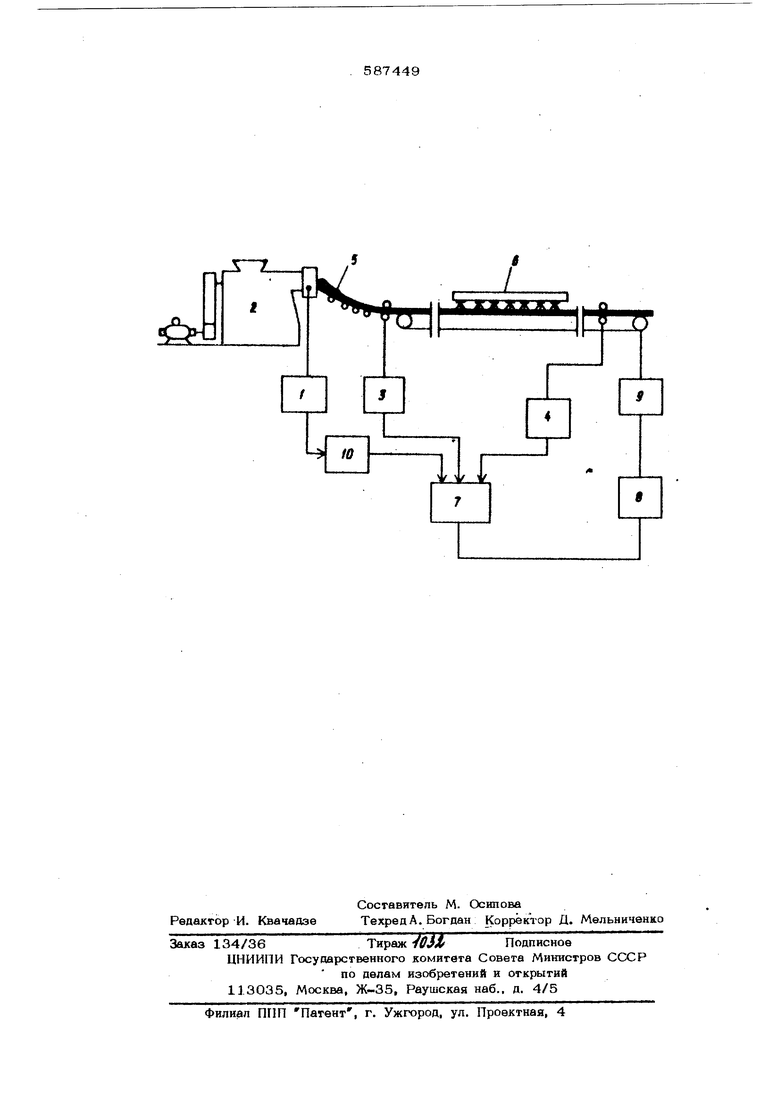
При отклонении размера заготовки 5 or заданного сигнал первбго датчика 3 разм&ра заготовки через сумматор 7 и регулятор 8 скорости воздействует на привод отводного устройства 9 таким образом, чтобы свести к минимуму отклонение размера заготовки в зоне между головкой шпри№-машины 2 и охлаждающим устройством 6. После прохождения заготовки 5 через ряд взаимосвя-ч завных транспортерных устройств, а также через охлаждающее устройство 6 под дейстч вием релаксации внутренних напряжений материал заготовки подвергается усадке, что приводит к изменению всех ее размерных характеристик. Если размер заготовки с уче том усадки в концетранспортера соответствует установленному, то выходной сигнал второго датчика 4 отсутствует. С изменением технологических условий процесса шприцевания могут изменяться условия, при которых протекает процесс усадки заготовки, что вызовет устойчивое отклонение ее конечных .размеров от заданных. При этом сигнал второго датчика 4 через сумматор 7 и регулятор 8 скорости привода отводного устройства 9 корректирует линейную скорост движения заготовки 5 таким образом, чтобы размеры последней после усадки соответствовали заданным. Для более полной компенсации входных возмущающих воздействий бистема содержит инвариантную связь по скорости выхода экструдата из головки шприц-машины 2. Цепь инвариантной связи
состоит из третьего датчика 1 скорости выхода экструдата, блока Ю компенсации, су «матора 7 и регулятора 8 скорости отводного устройства 9.
При изменении скорости выхода экструдата из головки шприц-машины 2 сигнал датчика 1 воздействует на отводное устройство 9, изменяя скорость отвода заготовки и упреждая тем самым отклонение ее размерного параметра.
Формула изобретения
Система автоматического регулирования размерных параметров экструдируемых заготовок, включаклиая два датчика размерных параметров заготовки, установленные до охлаждающего устройства и после него, соединенные с двумя входами сумматора, выход которого через регулятор скорости соединен с приводом отвойного устройства, о т л ич а ю ш а я с я тем, что, с целью повышения точности регулирования., она снабжена последовательно соединенными .датчиком скорости выхода экструдата из головки шприцмашины и блокоКл компенсации, выход которого соединен с третьим входом сумматора.
Источники информации, принятые во внимание при э.кспер.И13е:
1. Патент США № 3184788, кл. 425-14О.
2. Патент Англии № 1237209, кл. В 5 А 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования размерных параметров экструдируемых заготовок | 1985 |
|
SU1256983A1 |
| Система автоматического регулиро-ВАНий РАзМЕРНыХ пАРАМЕТРОВ эКСТРу-диРуЕМыХ зАгОТОВОК | 1974 |
|
SU549027A1 |
| Устройство для автоматического управления экструдером | 1986 |
|
SU1380991A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
| Устройство для регулирования натяжения длинномерного материала в поточной линии | 1988 |
|
SU1613420A1 |
| Система автоматического регулирования давления в ректификационной колонне | 1981 |
|
SU971394A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАГРУЗКИ КОТЛА С ПЫЛЕСИСТЕМАМИ ПРЯМОГО ВДУВАНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2419746C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭКСТРУДЕРОМ | 2000 |
|
RU2168413C1 |
| Способ контролируемого охлаждения металлического листа и устройство для его осуществления | 1982 |
|
SU1131461A3 |
| АВТОМАТИЧЕСКАЯ МИКРОПРОЦЕССОРНАЯ СИСТЕМА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ТЕПЛОНОСИТЕЛЕЙ ТЕПЛОВОЙ МАШИНЫ | 2004 |
|
RU2285135C2 |