(54) СПОСОБ ЮСТИРОВКИ БЛОКА ОБРАБАТЫВАЕМЫХ НА СТАНКЕ МАГНИТНЫХ ГОЛОВОК
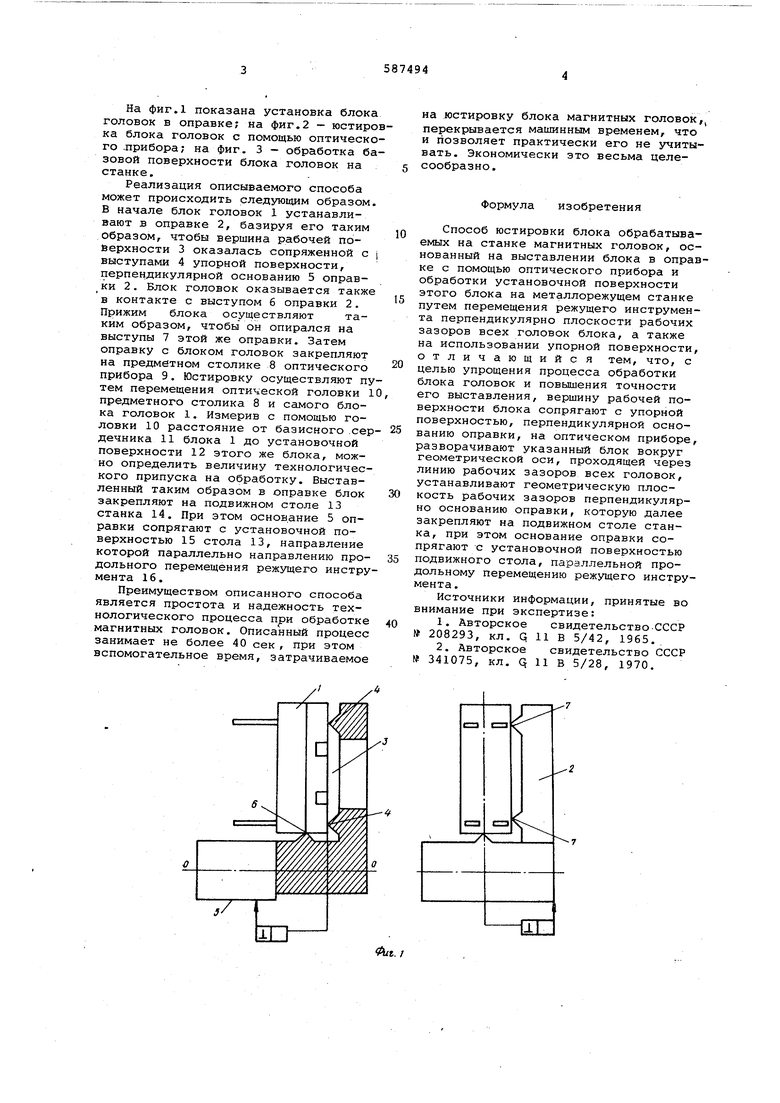
На фиг.1 показана установка блока головок в оправке; на фиг.2 - юстировка блока головок с помощью оптического .прибора; на фиг. 3 - обработка базовой поверхности блока головок на станке.
Реализация описываемого способа может происходить следующим образом. В начале блок головок 1 устанавливают в оправке 2, базируя его таким образом, чтобы вершина рабочей поверхности 3 оказалась сопряженной с | выступами 4 упорной поверхности, перпендикулярной основанию 5 оправки 2. Блок головок оказывается также в контакте с выступом б оправки 2. Прижим блока осуществляют таким образом, чтобы он опирался на выступы 7 этой же оправки. Затем оправку с блоком головок закрепляют на предме(тном столике 8 оптического прибора 9, Юстировку осуществляют путем перемещения оптической головки 1 предметного столика 8 и самого блока головок 1. Измерив с помощью головки 10 расстояние от базисного .сердечника 11 блока 1 до установочной поверхности 12 этого же блока, можно определить величину технологического припуска на обработку. Выставленный таким образом в оправке блок закрепляют на подвижном столе 13 станка 14. При этом основание 5 оправки сопрягают с установочной поверхностью 15 стола 13, направление которой параллельно направлению продольного перемещения режущего инструмента 16.
Преимуществом описанного способа является простота и надежность технологического процесса при обработке магнитных головок. Описанный процесс занимает не более 40 сек, при этом вспомогательное время, затрачиваемое
на юстировку блока магнитных головок,, перекрывается машинным временем, что и позволяет практически его не учитывать. Экономически зто весьма целесообразно.
Формула изобретения
Способ юстировки блока обрабатываемых на станке магнитных головок, основанный на выставлении блока в оправке с помощью оптического прибора и обработки установочной поверхности этого блока на металлорежущем станке путем перемещения режущего инструмента перпендикулярно плоскости рабочих зазоров всех головок блока, а также на использовании упорной поверхности, отличающийся тем, что, с целью упрощения процесса обработки блока головок и повышения точности его выставления, вершину рабочей поверхности блока сопрягают с упорной поверхностью, перпендикулярной основанию оправки, на оптическом приборе, разворачивают указанный блок вокруг геометрической оси, проходящей через линию рабочих зазоров всех головок, устанавливают геометрическую плоскость рабочих зазоров перпендикулярно основанию оправки, которую далее закрепляют на подвижном столе станка, при этом основание оправки сопрягают с установочной поверхностью подвижного стола, параллельной продольному перемещению режущего инструмента.
Источники информации, принятые во внимание при экспертизе;
1.Авторское свидетельство.СССР 208293, кл. q 11 В 5/42, 1965.
2.Авторское свидетельство СССР № 341075, кл. Q 11 В 5/28, 1970,
t. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ юстировки магнитных головок | 1990 |
|
SU1748184A1 |
| Юстировочное устройство | 1987 |
|
SU1597826A1 |
| ЛАЗЕРНАЯ ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2005 |
|
RU2347185C2 |
| Блок магнитных головок | 1980 |
|
SU902062A1 |
| Способ изготовления магнитных головок и устройство для его осуществления | 1990 |
|
SU1783575A1 |
| ЛАЗЕРНАЯ ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2005 |
|
RU2347184C2 |
| Комбинированный блок магнитных головок | 1977 |
|
SU641493A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| МАГНИТНАЯ ГОЛОВКА | 1993 |
|
RU2040046C1 |
| Станок для шлифования торцевых поверхностей деталей | 1981 |
|
SU1116976A3 |

