Изобретение относится к приборостроению и может быть использовано в технологических процессах, требующих получение изделий с рабочими поверхностями, расположенных относительно друг друга с повышенной точностью, например при производстве многоканальных блоков магнитных головок.
Известен способ и устройство для изготовления магнитных головок при котором блок магнитных головок закрепляют в шпинделе токарного станка с помощью оправки, выставив плоскость рабочего зазора, и при вращении шпинделя токарного станка резцом формируют установочную поверхность. Данный способ и устройство, на котором оно осуществляется, не обеспечивает высокой точности формирования установочной поверхности относительно базовых поверхностей блока магнитных головок, так как координаты режущей кромки определяются с невысокой точностью
По известному способу изготовления магнитных головок, его выставляют по базовым плоскостям в заданных координатах, закрепляют в металлорежущем станке и обрабатывают установочную поверхность путем перемещения вращающего режущего инструмента до заданных координат. В качестве устройства по известному решению используется станок, содержащий станину с подвижной кареткой для закрепления обрабатываемой детали, шпиндель с токопро- водящим инструментом, вращающимся на державке, и датчики положения каретки и шпинделя относительно начальных координат. Данный способ и устройство также не позволяет изготавливать изделия с высокой точностью расположения рабочих поверхностей изделий, так как достоверность определения координат режущей кромки невысока и зависит от динамических погрешностей режущего инструмента при вращении в шпинделе станка
ON Ov СА СЛ 4 СЛ
Цель изобретения - повышение точности обработки и повышение производительности.
Поставленная цель достигается тем, что перед обработкой установочной поверхности определяют начальные координаты подачи путем касания режущей кромки вращающегося инструмента контактной поверхности датчиков положения режущей кромки инструмента, причем обработку осуществляют вращающейся фрезой, а координаты режущей кромки определяю1 при направлении вращения фрезы, противоположным направлению резания, а зафиксированные координаты положения заносят в память системы управления металлорежущего станка.
Поставленная цель достигается тем, что в устройство введены датчики положения режущей кромки инструмента с контактной поверхностью, электрически изолированной от массы устройства, блок формирования управляющего импульса с источником ЭДС, электрически соединенным с режущей кромкой инструмента и контактной поверхностью датчиков положения, причем контактные поверхности выполнены с возможностью демпфирования усилий контактирования.
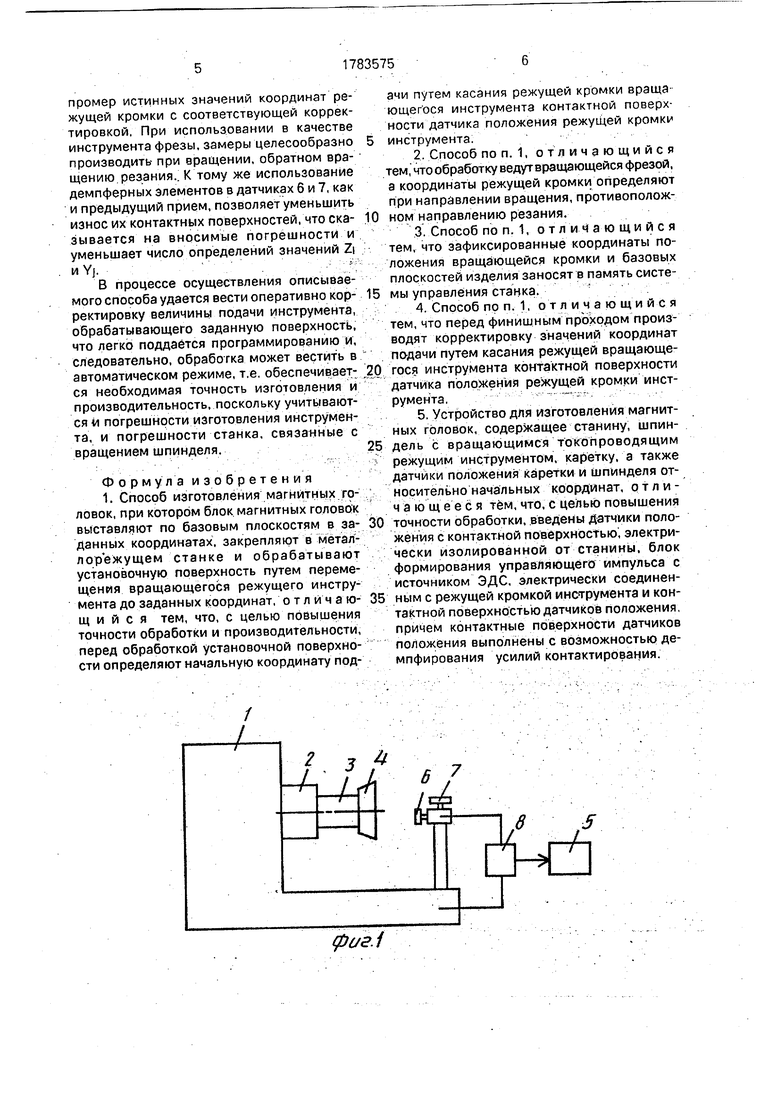
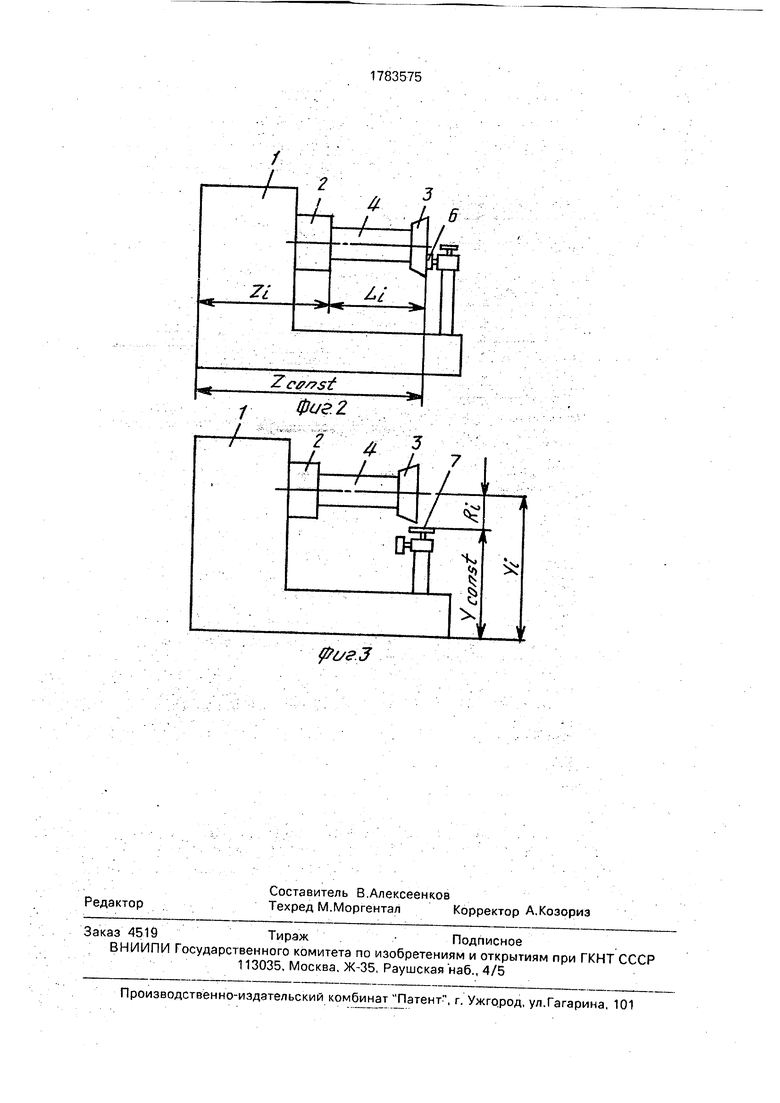
На фиг. 1 представлена схема устройства для реализации предложенного способа, на фиг. 2 и 3 представлены цепи, формирующие координаты режущей кромки обрабатывающего инструмента.
Устройство для осуществления заявленного способа изготовления магнитных головок, а равной и других изделий, содержит станину 1, на которой может располагаться каретка с закрепленной деталью (не показаны), шпиндель 2 с режущим инструментом 3 на инструментальной насадке 43, элементы системы контроля перемещения каретки (не показано), элементы системы управления (Ч ПУ) 5, датчики положения 6,7с контактной поверхностью электрически изолированной от массы устройства (станины), блок формирования управляющего импульса 8, элект- рически соединенным с режущей кромкой инструмента 3 и контактными поверхностями датчиков положения 6, 7, которые снабжены демпфирующими элементами (не показаны, так как конструктивно могут иметь различное выполнение, а форма выполнения несущественна).
На фиг, 2 и 3 применены следующие буквенные обозначения1
Zconst - базовая координата контактной поверхности датчиков положения б, 7 (заносится в память ЧПУ предварительно),
Zi - координата до торца шпинделя (мертвая зона) при касании с датчиками положения б, 7 с соответствующей контактной поверхностью и выработке управляющего импульса блоком 8;
LI - координата режущей кромки от тор- ца шпинделя (текущее измерение, корректирующее истинную координату режущей кромки);
Yconst - базовая координатаконтактной поверхности датчиков положения 6, 7 (для примера определения радиуса вращения режущей кромки обрабатывающего инструмента, заносится в память ЧПУ предварительно);
YJ - координата оси шпинделя при выработке управляющего импульса блоком 8;
RJ - координата режущей кромки по радиусу (текущее измерение, корректирующее истинный размер радиуса режущей кромки);
02, OY - начало отсчета координат по осям системы координат устройства Z и Y.
Предложенный способ осуществляют на предложенном устройстве следующим образом.
(Пояснение работы устройства представлено при поступательном движении режущего инструмента в рассматриваемых координатах),
В шпиндель устройства 2 устанавливают инструментальную насадку 4 с режущим инструментом 3. На станине 1 закрепляют датчики 6 и 7. Определяют значения координат Zconst и Yconst с использованием системы контроля перемещения шпинделя (каретки) и заносят в память системы управления (СПУ). Определяют значения координат 2 и YJ, используя датчики 6 и 7 (блок 8 формирует соответствующий управляющий импульс, транслирующийся в систему управления. ЧПУ, в ее память). Аналогичным образом определяют значение U и RJ по формулам U Zconst - Zi и RJ YJ - Yconst. Следует отметить, что при определении 2 и YJ их значения равны Zconst и Yconst соответственно, но значение 2 уменьшается, а значение YJ увеличивается.
После того, как определены истинные размеры вращающихся режущих кромок инструментов, в устройство закрепляется об- рабатываемая деталь, которая предварительно выставлена по базовым поверхностям, например для блока магнитных головок, по базовый плоскости крайнего сердечника, координаты которой вводятся в память ЧПУ и по программе выполняется установочная плоскость блока магнитных головок, причем перед финишным переходом (проходом) можно провести финишный
промер истинных значений координат режущей кромки с соответствующей корректировкой, При использовании в качестве инструмента фрезы, замеры целесообразно производить при вращении, обратном вращению резания. К тому же использование демпферных элементов в датчиках 6 и 7, как и предыдущий прием, позволяет уменьшить износ их контактных поверхностей, что ска- зывается на вносимые погрешности и уменьшает число определений значений Zi иУ
В процессе осуществления описываемого способа удается вести оперативно кор- ректировку величины подачи инструмента, обрабатывающего заданную поверхность, что легко поддается программированию и, следовательно, обработка может вестить в автоматическом режиме, т е обеспечивает- ся необходимая точность изготовления и производительность, поскольку учитываются ti погрешности изготовления инструмента, и погрешности станка, связанные с вращением шпинделя.
Формула изобретения 1. Способ изготовления магнитных головок, при котором блок магнитных головок выставляют по базовым плоскостям в за- Данных координатах, закрепляют в метал- лор ежущем станке и обрабатывают установочную поверхность путем перемещения вращающегося режущего инструмента до заданных координат, отличаю- щ и и с я тем, что, с целью повышения точности обработки и производительности, перед обработкой установочной поверхности определяют начальную координату подачи путем касания режущей кромки враща ющегося инструмента контактной поверх ности датчика положения режущей кромки инструмента
2Способ поп. 1, отличающийся тем, что обработку ведут вращающейся фрезой, а координаты режущей кромки определяют при направлении вращения, противоположном направлению резания.
3Способ поп.1, отличающийся тем, что зафиксированные координаты положения вращающейся кромки и базовых плоскостей изделия заносят в память системы управления станка.
4Способ по п. 1, отличающийся тем, что перед финишным проходом производят корректировку значений координат подачи путем касания режущей вращающегося инструмента контактной поверхности датчика положения режущей кромки инструмента
5Устройство для изготовления магнитных головок, содержащее станину, шпиндель с вращающимся токопроводящим режущим инструментом, каретку, а также датчики положения каретки и шпинделя относительно начальных координат, отличающееся тем, что, с целью повышения точности обработки, введены Датчики положения с контактной поверхностью, электрически изолированной от станины, блок формирования управляющего импульса с источником ЭДС, электрически соединенным с режущей кромкой инструмента и контактной поверхностью датчиков положения причем контактные поверхности датчиков положения выполнены с возможностью демпфирования усилий контактирования
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОСРЕДСТВОМ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ С ИСПОЛЬЗОВАНИЕМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО ЦЕНТРА | 2010 |
|
RU2446916C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПРОФИЛЯ РЕЛЬСА | 2008 |
|
RU2396149C1 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| Способ позиционирования режущего инструмента | 1986 |
|
SU1324822A1 |
Изобретение относится к приборостроению, а именно к технологии изготовления магнитных головок. Сущность изобретения: перед обработкой установочной поверхности определяют начальные координаты подачи путем качания режущей кромки вращающегося инструмента контактной поверхности датчиков положения, которые введены в устройство с блоком формирования управляющего сигнала, причем контактные поверхности датчиков изолированы от массы устройства, но электрически связаны с блоком как и кромка режущего инструмента, при этом контактные поверхности датчиков положения выполнены с возможностью демпфирования усилий контактирования 2 с п ф-лы, 3 з п ф-лы. 3 ил. - Ё
фсгг.1
fti/г.З
| 0 |
|
SU365731A1 | |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
