(54) СПОСОБ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ ПЛОСКИХ ЛИСТОВЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ВЫТЯЖКЕ СТАКАНА С ФЛАНЦЕМ (ВАРИАНТЫ) | 2010 |
|
RU2460985C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ЧЕТЫРЕХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕВ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2344406C2 |
| Способ измерения величины износа и контроля вырубно-пробивных штампов | 1978 |
|
SU775662A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ КАРТОЧКИ (ВАРИАНТЫ) | 2005 |
|
RU2308343C2 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ЧЕТЫРЕХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕВ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2362138C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
Изобретение относится к области машиностроения, а именно к способам измерения отклонений формы плоских листовых деталей в ироцессе их вырубки на прессах-автоматах.
Известны способы измерения величин заусенцев на вырубленных деталях, заключающиеся в непосредственном измерении величин заусенцев с помощью механических либо оптических измерительных средств 1 и 2.
Недостатком этих способов является больщая трудоемкость, в связи с чем они могут быть использованы только при выборочном контроле.
Известны также способы, заключающиеся в измерении предельного контура номинально плоской детали, т. е. толщины детали с заусенцами, измерении толщины материала, из которого изготовлена контролируемая деталь и сопоставлении результатов измерения. Разность упомянутых измерений характеризует величину неплоскостности детали 3. Этот способ хотя и более производителен, но требует извлечения детали из потока для измерения ее предельного контура.
Цель изобретения - повышение производительности контроля и обеспечение измерения деталей в потоке.,
Для этого величину предельного контура измеряют для пакета деталей, а результат измерения сравнивают с суммой толилии дета.пеи в пакете, и сравнение предельного контура пакета деталей с суммой толщин выг1о;1няют при заданной высоте пакета.
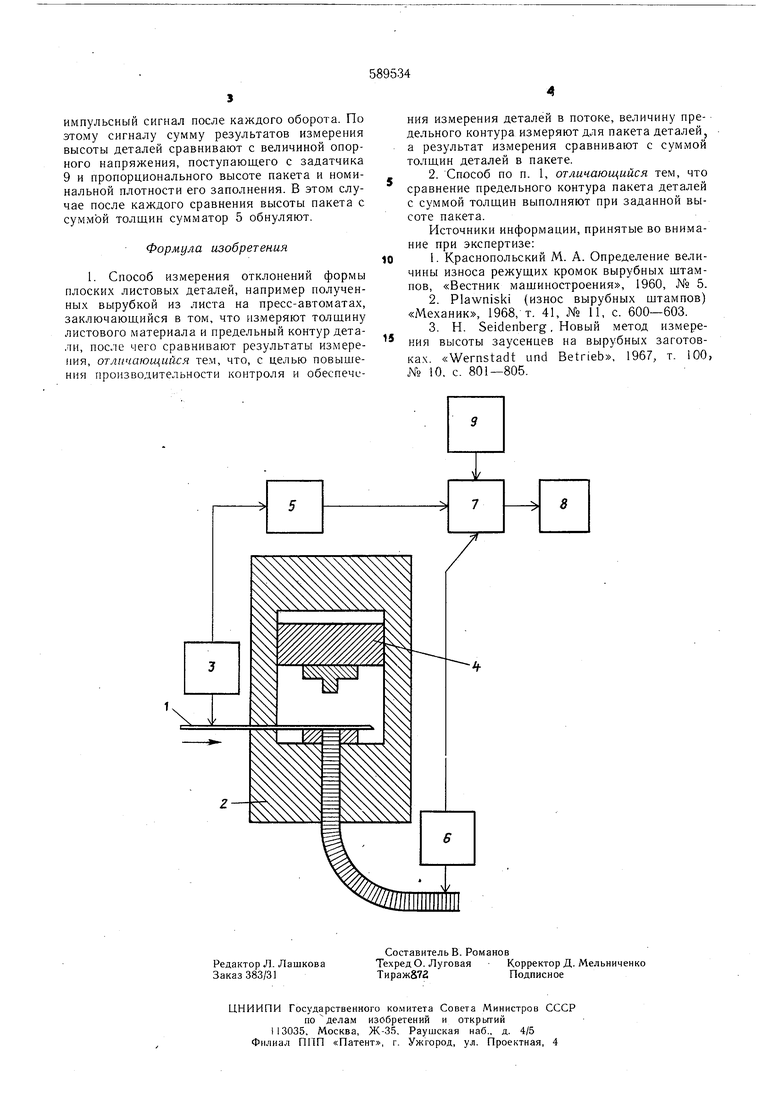
На чертеже схематически изображено
устройство для реализации предлагаемого способа.
Способ заключается в том, что толщину листового материала 1, поступающего на вырубной пресс-автомат 2, измеряют с помощью
преобразователя 3 и превращают в аналоговый сигнал, например напряжение.
Нри каждом ходе ползуна 4 вырубного пресс-автомата в сумматоре 5 накапливают сигнал, пропорциональный сумме измеренных толщин листового материала. Одновременно с
помощью измерителя 6 из.меряют высоту пакета деталей, выходящих из пресс-автомата. Результаты измерения высоты пакета сравнивают с суммой измеренных толщин в блоке сравнения 7 и результат сравнения выдают на блок индикации 8.
Способ может быть реализован наиболее просто, если сравнение высоты пакета деталей с суммой их толщин выполняют при фиксированной высоте пакета. В этом случае измеритель б высоты пакета может быть выполнен в виде
измерительных обкатных роликов, В1)1даюп1пх
