Изобретение относится к листовой штамповке и может быть использовано во всех отраслях народного хозяйства для штамповки различных деталей (изделий, вещей) из листовых материалов (металлов и неметаллов), преимущественно для вырубки заготовок с целью последующего изготовления из этих заготовок деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных автоматах.
Известен способ малоотходной вырубки заготовки из карточки, включающий отрезку карточки от листового материала в виде листа, полосы, ленты или широкого рулона и вырубку заготовки из этой карточки при помощи пуансона и матрицы (Барановский М.А., Технология листовой штамповки, Минск, Редакция научно-технической литературы, 1957 г.).
Недостатком известного способа является то, что вырубка осуществляется с перемычками, за счет которых излишне увеличивается норма расхода материала на одну деталь.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Техническим результатом использования изобретения является экономия листового материала, повышение точности вырубленной заготовки и стойкости вырубного штампа, которое обеспечивается использованием пуансона более простой конфигурации - круглым или многогранным, т.е. пуансоном, поперечное сечение которого отличается от конфигурации вырубаемой заготовки, как это принято в данной области обработки давлением, а необходимая форма вырубаемой заготовки обусловлена соотношением размеров пуансона и карточки, из которой ее вырубают.
Указанный результат достигается за счет того, что сначала от листа, полосы, ленты или широкого рулона отрезают карточку, а затем из этой карточки вырубают заготовку при помощи пуансона и матрицы, без боковых перемычек между заготовкой и краями карточки, при помощи матрицы и пуансона, размеры которого в направлениях, перпендикулярных сторонам карточки, больше размеров карточки в этих же направлениях на такую величину, чтобы в процессе вырубки не было затягивания острых краев отходов от карточки в зазор между пуансоном и матрицей штампа для вырубки. Чем меньше диаметр пуансона, тем в большей мере конфигурация вырубленной заготовки приближается к окружности, рекомендованной по теории штамповки из этой заготовки пространственной осесимметричной детали, но тем выше вероятность нежелательного затягивания острых краев угловых отходов листового материала в зазор между пуансоном и матрицей со снижением стойкости штампа и потерей точности размеров заготовки. Карточка квадратной, прямоугольной или иной формы отрезается от листа, полосы, ленты или широкого рулона на ножницах, в штампах на прессах или автоматах, на лазерной и других установках. Заготовку из этой карточки вырубают или вырезают в штампах на ножницах, прессах или автоматах, на лазерной, плазменной и других установках.
На фиг.1, 2, 4, 5, 6, 8 показаны различные варианты карточек и соотношений длины карточки А, ширины карточки В и диаметра пуансона Dp.. На фиг.3, 7 показан угол α для определения минимального отхода металла.
На фиг.1 слева толстой линией показана квадратная (по второму варианту прямоугольная, фиг.2) карточка длиной А и шириной В=А, а тонкой линией показан контур поперечного сечения круглого пуансона в виде окружности диаметром Dp для вырубки из этой карточки заготовки без боковых перемычек; справа толстой линией показана эта заготовка, полученная из карточки, например, в штампе для вырубки на листоштамповочном многопозиционном прессе-автомате.
Способ осуществляется следующим образом. Карточка загружается на рабочую поверхность штампа. При ходе ползуна пресса вниз осуществляется вырубка заготовки пуансоном, размеры которого в направлениях, перпендикулярных сторонам карточки, больше длины А или ширины В карточки на такую величину, чтобы в процессе вырубки не было затягивания острых краев отходов от карточки в зазор между пуансоном и матрицей штампа для вырубки.
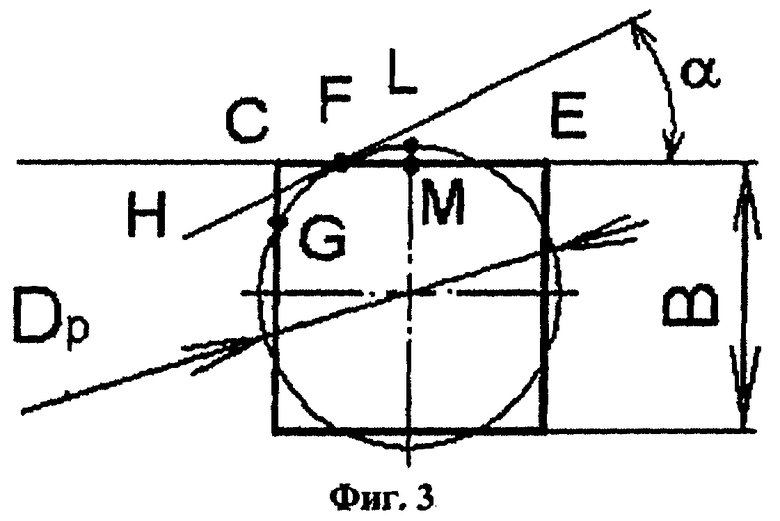
При вырубке заготовки в каждом угле карточки образуется отход CFG (фиг.3) с острым углом α между касательной HF к окружности пуансона в точке F пересечения этой окружностью стороны карточки СЕ. Чем меньше угол α, тем выше опасность того, что в процессе вырубки пуансон затянет острые края отходов в зазор между пуансоном и матрицей, что приведет к быстрому износу пуансона и матрицы и, как следствие, снижению точности вырубаемой заготовки. Поэтому на производстве надо стремиться к тому, чтобы угол α и расстояние LM между фактической поверхностью пуансона и краем карточки были как можно большими.
Угол α зависит от того, на сколько номинальный диаметр пуансона Dp больше ширины карточки В, а также от предельных отклонений и допуска на номинальный диаметр пуансона Dp и номинальную ширину карточки В. Верхнее и нижнее предельные отклонения и, соответственно, допуск на длину или ширину карточки при изготовлении карточки (например, резкой на гильотинных ножницах) могут быть большими. Например, допуск на ширину нарезанных на гильотинных ножницах стальных карточек шириной более 100 мм составляет более 1 мм. Угол α будет минимальным, если при заданных номинальной ширине карточки В и номинальном диаметре пуансона Dp карточка будет изготовлена по верхним предельным отклонениям на длину А и ширину В, а пуансон будет изготовлен по нижнему предельному отклонению.
В результате анализа проведенных на АвтоВАЗе экспериментов установлено, что чтобы в процессе вырубки заготовки острые края отходов не затягивало в зазор между пуансоном и матрицей и за счет этого не было быстрого износа пуансона и матрицы, разность между номинальным диаметром пуансона Dp с учетом нижнего предельного отклонения и номинальными размерами длины А и ширины В карточки с учетом верхних предельных отклонений на длину и ширину должна быть больше номинальной толщины карточки.
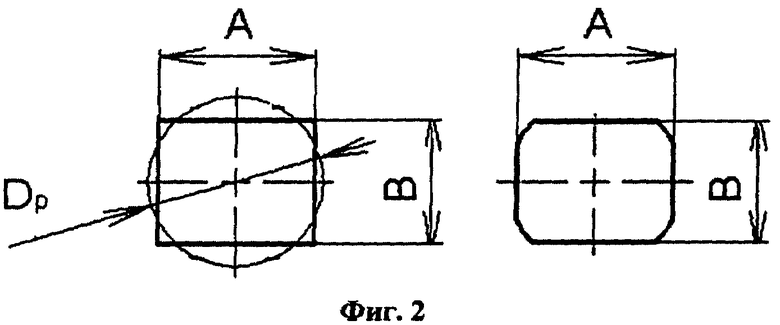
Возможен 2-й вариант данного способа вырубки заготовки из прямоугольной карточки, когда длина карточки А больше ширины карточки В, а диаметр пуансона Dp больше и ширины карточки В, и длины карточки А (фиг.2).
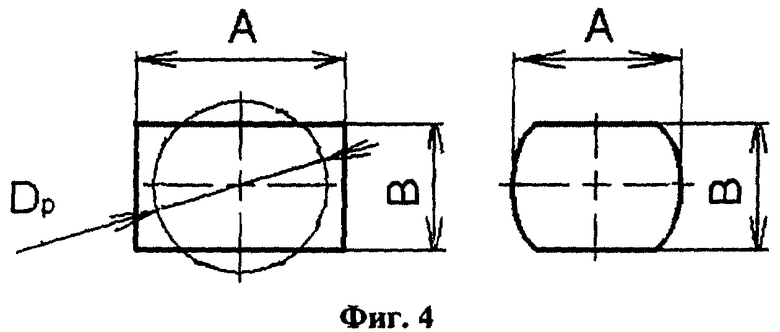
По 3-му варианту данного способа вырубка заготовки производится из прямоугольной карточки, когда диаметр пуансона Dp больше ширины карточки В, но меньше длины карточки А (фиг.4).
Возможны следующие варианты данного способа, когда вырубка заготовки производится из карточки пуансоном, который в поперечном сечении имеет вид замкнутого или незамкнутого правильного или неправильного многоугольника. Когда многоугольник не замкнут, то резка по отдельным сторонам многоугольника обычно осуществляется в штампе при помощи пуансона в виде секционных ножей вдоль этих сторон многоугольника.
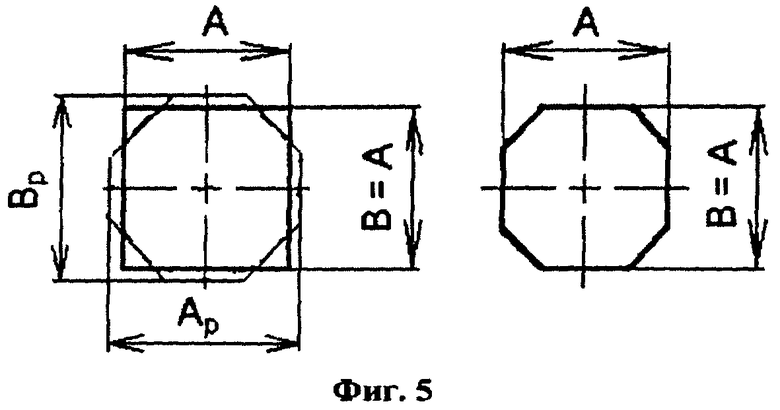
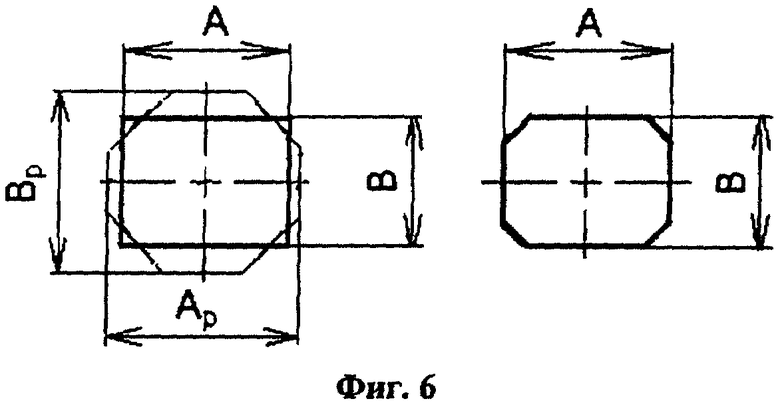
На фиг.5 показан 4-й вариант данного способа, а именно слева толстой линией показана квадратная (по 5-му варианту прямоугольная, фиг.6) карточка длиной А и шириной В=А, а тонкой линией показан контур пуансона в виде замкнутого правильного восьмиугольника для вырубки из этой карточки заготовки без боковых перемычек; справа толстой линией показана эта заготовка, полученная из карточки, например, в штампе для вырубки. Сторона широко распространенной заготовки в виде правильного восьмиугольника равна A·tg(л /8).
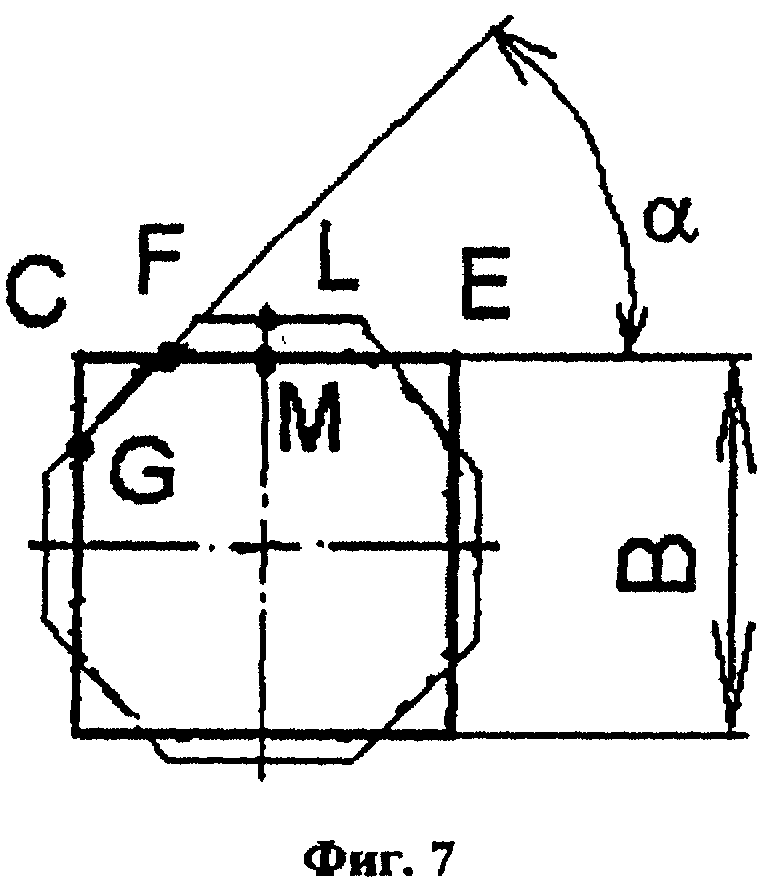
У контура поперечного сечения пуансона в виде многоугольника может быть сколь угодно большое число сторон, больше трех, и сторона многоугольника может составлять со сторонами карточки различный острый угол. Чтобы в процессе вырубки заготовки острые края отходов не затягивало в зазор между пуансоном и матрицей и за счет этого не было быстрого износа пуансона и матрицы и потери точности размеров заготовки, минимальный острый угол α между стороной поперечного сечения пуансона и стороной карточки (фиг.7) должен быть больше определенной предельной величины α (α>αm). Проведенными на АвтоВАЗе экспериментами установлено, что для основных применяемых в машиностроении листовых материалов величина предельного угла αm составляет 1. Например, при вырубке широко распространенной заготовки в виде правильного восьмиугольника минимальный угол наклона стороны пуансона по отношению к стороне карточки равен α=45°. Величина LM (фиг.7), на которую пуансон выступает за контуры карточки, определяется по тем же правилам, что и выше, при вырубке заготовки цилиндрическим пуансоном, а именно разность между номинальной шириной пуансона Вр с учетом нижнего предельного отклонения и номинальной шириной карточки В с учетом верхнего предельного отклонения и разность между номинальной длиной пуансона Ар с учетом нижнего предельного отклонения и номинальной длиной карточки А с учетом верхнего предельного отклонения должна быть больше номинальной толщины карточки.
Возможен 5-й вариант данного способа вырубки заготовки из прямоугольной карточки, когда длина карточки А больше ширины карточки В, пуансоном с поперечным сечением в виде правильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше и длины А, и ширины В карточки (фиг.6).
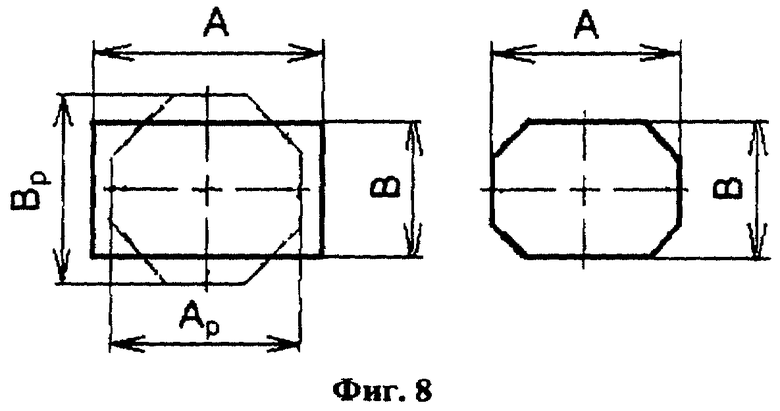
Возможен 6-й вариант данного способа вырубки заготовки из прямоугольной карточки, когда длина карточки А больше ширины карточки В, пуансоном с поперечным сечением в виде правильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше ширины В, но меньше длины А карточки (фиг.8).
По сравнению с известными способами вырубки заготовки с перемычками по данному способу вырубку заготовки производят без перемычек между заготовкой и краями карточки, за счет чего экономия листового материала составляет до 7%.
Изобретение относится к области обработки металлов давлением и может быть использовано для штамповки различных деталей. Способ включает отрезку карточки от листового материала в виде листа, полосы, ленты или широкого рулона и вырубку заготовки из этой карточки при помощи пуансона и матрицы. По одному варианту из квадратной карточки вырубают заготовку круглым пуансоном, диаметр которого превышает длину карточки. По второму варианту из прямоугольной карточки, длина которой больше ширины, вырубают заготовку круглым пуансоном, диаметр которого превышает длину карточки. По третьему варианту из прямоугольной карточки вырубают заготовки круглым пуансоном, диаметр которого больше ширины, но меньше длины карточки. Четвертый вариант предполагает вырубку заготовки из квадратной карточки пуансоном с поперечным сечением в виде замкнутого или незамкнутого, правильного или неправильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше размеров карточки в этих же направлениях. По пятому варианту из прямоугольной карточки вырубают заготовки пуансоном с поперечным сечением в виде замкнутого или незамкнутого, правильного или неправильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше длины и ширины карточки. По шестому варианту из прямоугольной карточки вырубают заготовки пуансоном с поперечным сечением в виде замкнутого или незамкнутого, правильного или неправильного многоугольника, размеры которого в направлениях, перпендикулярных сторонам карточки, больше ширины карточки, но меньше ее длины. Расширяются технологические возможности и уменьшается расход материала. 6 н.п. ф-лы, 8 ил.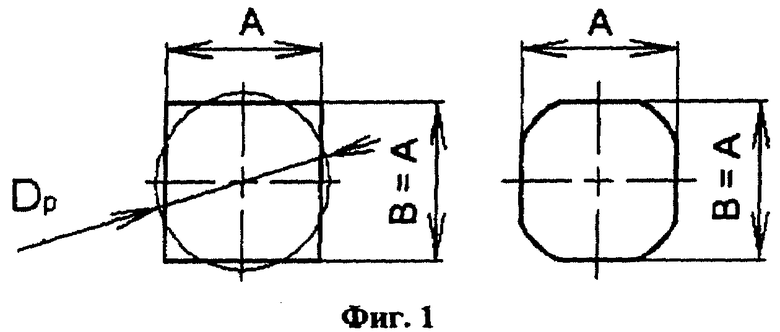
| БАРАНОВСКИЙ М.А | |||
| Технология листовой штамповки | |||
| - Минск: Государственное издательство БССР, 1957, с.29-45 | |||
| Способ раскроя полосы | 1977 |
|
SU634816A1 |
| Способ последовательной штамповки | 1974 |
|
SU499919A1 |
| Плунжерный насос для смазки под давлением поршневых цапф или цапф крейцкопфа | 1929 |
|
SU17920A1 |

