1
Изобретение касается устройств для вырезки окон в трубопроводах, преимущественно в действующих, и может быть использовано в различных отраслях техники.
Известны устройства для вырезки окон в действующем трубопроводе, выполненные в виде режущей головки, закрепленной на шпинделе, соединенном с приводом 1.
Известно также устройство для вырезки окон в действующем трубопроводе, выполненное в виде снабженной фрезой режущей головки, закрепленной на полом шпинделе, соединенном через редуктор с приводом 2.
Это устройство является наиболее близким к изобретению по технической сущности и достигаемому эффекту.
Вырезка окон при помощи этого устройства производится следующим образом.
В намеченном месте вырезки окна приваривается патрубок, к которому крепится задвижка, а к пей - устройство для вырезки окон. Задвижка полностью открывается. Вращением шпинделя режущая головка с фрезой подводится к стенке трубонровода, после чего включается привод. По мере вырезки «пятака в трубопроводе производится подача фрезы. Как только «пятак вырезан, привод выключают и шпиндель с фрезой выводят из задвижки, после закрытия которой устройство демонтируют.
Недостатком этого устройства является то, что для каждого диаметра вырезаемого окна режзщая головка снабжается фрезой соответствзющего размера.
Целью изобретения является расширение диапазона диаметров вырезаемых окон.
Для этого в предлагаемом устройстве внутри шпинделя по его оси установлен полый вал с шестерней, режущая головка снабжена двумя диаметрально расположеннымп и установленными с возможностью регулирования расстояния между ними сверлами, на хвостовики которых насажены шестерни, входящие в зацепление с шестерней полого вала.
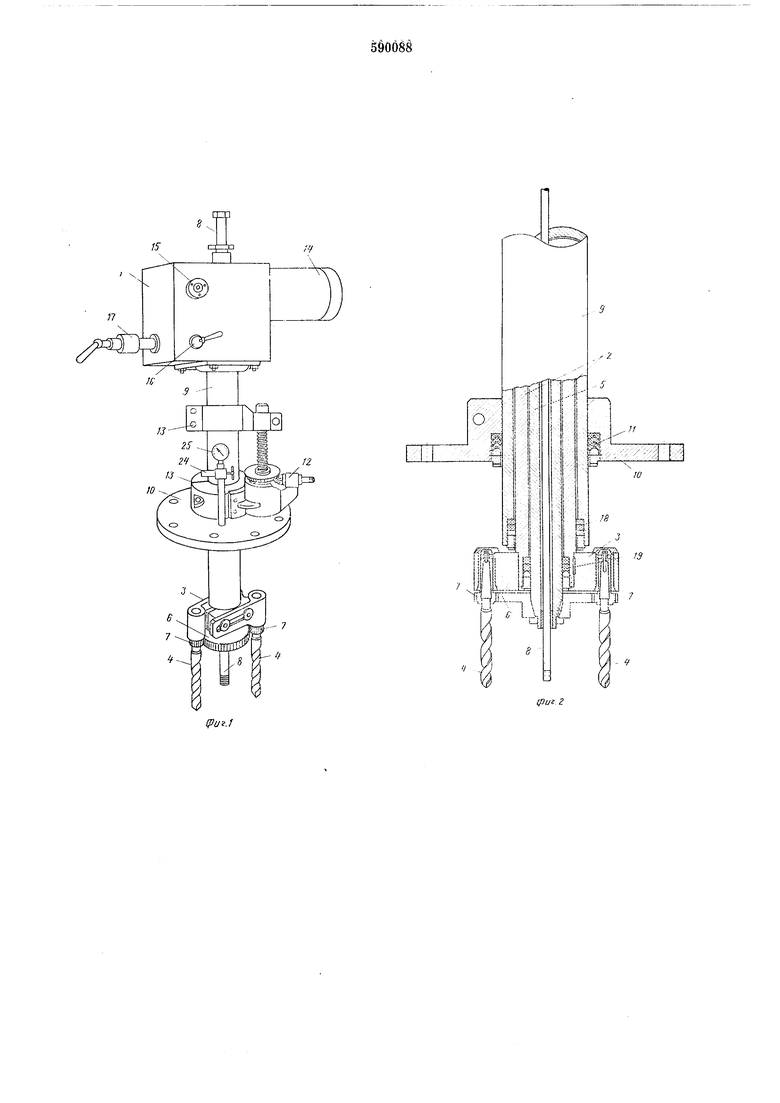
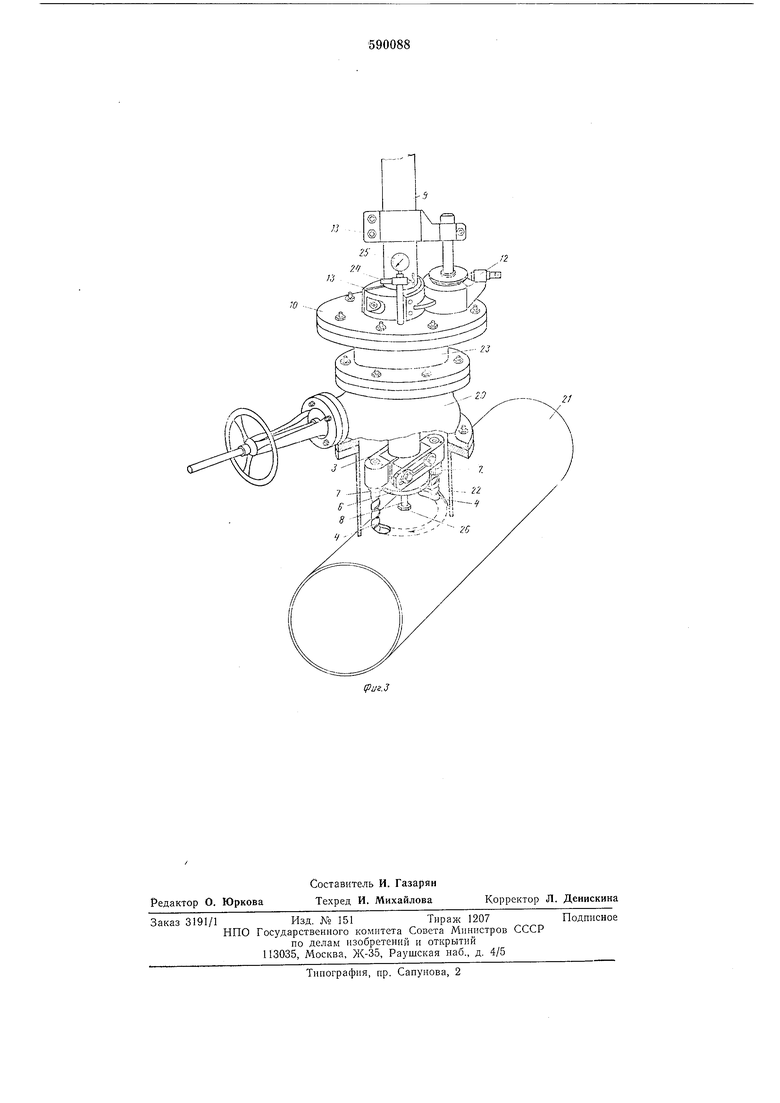
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - рабочий орган, разрез; на фиг. 3 - устройство в рабочем состоянии.
Устройство содержит раздаточную коробку 1, являющуюся приводом полого шпинделя 2,
на конце которого укреплена сменная универсальная режущая головка 3, оснащенная двумя сверлами 4. Вращение сверл 4 в поворотной головке производится полым валом 5 через ведущую 6 и ведомые 7 шестерни, внутри
него помещена штанга 8 для поддержания и
извлечения вырезанного «пятака. Шпиндель,
вал п штанга заключены в корпус 9, жестко
связанный с раздаточной коробкой.
На корпусе укреплен подвижный фланец 10
с сальниковым устройством 11, к которому
крепится сменная переходная катушка и на котором смонтированы механизм перемещения 12 и механизмы зажима 13.
Приспособление приводится во вращение с помощью взрывозащищенного электродвигателя 14 или с помощью ручного привода 15. Переключение с механического на ручной привод производится с помощью рычага 16.
Автоматическая равномерная подача режущей головки 3 со сверлами 4 производится включением рычага 17. Шпиндель и полый вал в нилсией части уплотняются самоуплотняющимися сальниковыми устройствами 18 и 19. Опрессовка задвижки 20 приваренного к трубопроводу 21 патрубка 22 и сменной катущки 23 производится через штуцер 24. Рабочее давление контролируется с помощью манометра 25. На «пятаке жестко крепится гайка 26.
Приспособление работает следующим образом.
К действующему трубопроводу 21 крепится (например, с помощью электросварки) патрубок 22 с фланцем, на котором в дальнейщем монтируется задвижка 20. По центру патрубка 22 к трубопроводу 21 приваривается гайка 26 с резьбой, равной резьбе на конце штанги 8. Па задвил ку 20 монтируется переходная (сменная) катушка 23, на которую с помощью фланца 10 устанавливается приспособление.
Через штуцер 24 производится опрессовка приваренного патрубка 22, задвижки 20 и катушки 23. Опрессовка производится маслом, водой или газообразным агентом на необходимое давление и контролируется с помощью манометра 25.
После снижения давления до величины, равной давлению в трубопроводе 21, с помощью механизма перемещения 12 через открытую задвижку 20 опускается режущая головка 3 до соприкосновения сверл 4 с действующим трубопроводом 21. При этом сверла должны находиться по центральной оси трубопровода 21. Конец штанги 8 вворачивается в гайку 26, укрепленную па трубопроводе 21
в центре будущего отверстия. После этого включается электродвигатель 14 и производится сверловка двух сквозных отверстий в трубопроводе 21. С помощью механизма перемещения 12 сверла 4 погружаются на глубину, большую, чем радиус искривления стенки трубопровода 21 па данном участке.
Затем с помощью рычага 17 и шпинделя 2 включается автоматический равномерный поворот (подача) режущей головки 3 вокруг своей оси. В это время сверла 4, вращающиеся от вала 5, своими боковьгли режущими кромками производят вырезку сквозной канавки в стенке трубопровода 21 по окружности с диаметром, равным расстоянию сверлами 4. После поворота головки 3 на угол немногим более 180° последняя с помощью механизма перемещения 12 поднимается в переходную катущку 23. Туда же поднимается с помощью щтанги 8 и гайки 26 вырезанный «пятак.
Задвижка 20 закрывается, давление над задвижкой с помощью штуцера 24 снижается до атмосферного, приспособлеине демонтируется.
Формула изобретения
Устройство для вырезки окон в действующем трубопроводе, вьшолнениое в виде режущей головки, закреплеииой на полом шпинделе, соединенном через редуктор с приводом, отличающееся тем, что, с целью расщирения диапазона диаметров вырезаемых окон, внутри шпинделя по его оси установлен полый вал с шестерней, режущая головка сиабл ена двумя диаметрально расположенными и установленными с возможностью регулирования расстояния ними сверлами, на хвостовики которых насажены шестерни, входящие в зацепление с щестерпей полого вала.
Псточники ииформации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №294046, кл. F 16L 41/04, 1967.
2.Станок для врезки отводов в трубопровод. Проспект ВДПХ Л 5378 1973.
- f
ipu.z
л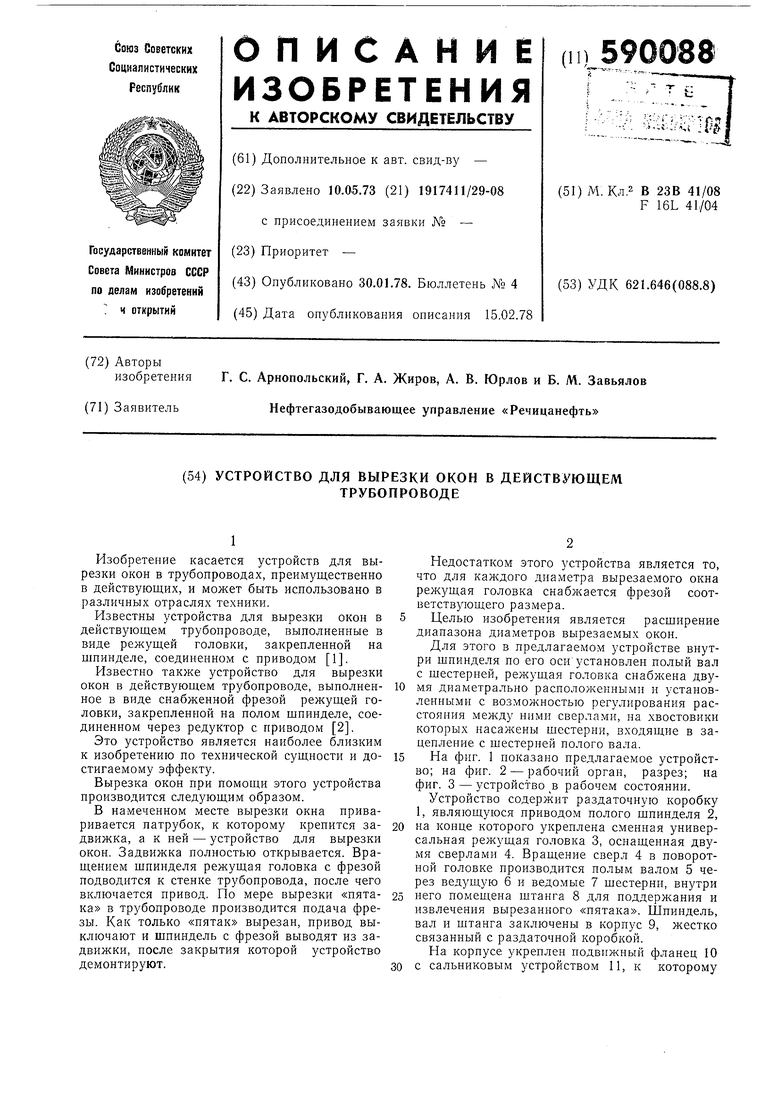
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 1999 |
|
RU2147975C1 |
| Установка для врезки отводов в трубопровод | 1979 |
|
SU929953A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ И УДАЛЕНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1997 |
|
RU2133400C1 |
| Устройство врезки отвода в действующий трубопровод, сменный патрон для него и центратор самоцентрирующийся для установки устройства на трубопровод | 2017 |
|
RU2663316C2 |
| Установка для вырезки отверстий в трубопроводах | 1976 |
|
SU566683A2 |
| Устройство для врезки отвода в действующий трубопровод | 1988 |
|
SU1562579A1 |
| УСТАНОВКА ДЛЯ ВРЕЗКИ ОТВОДОВ В ТРУБОПРОВОД | 2001 |
|
RU2221960C2 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 2007 |
|
RU2351837C2 |
| УСТАНОВКА ДЛЯ ВРЕЗКИ ОТВОДОВ В ТРУБОПРОВОД | 1999 |
|
RU2173809C2 |
| Устройство для врезки отвода в действующий трубопровод | 1981 |
|
SU932081A1 |