Процесс паяния металлических изделий, как известно, состоит в том, что легкоплавкий припой вступает в химическое взаимодействие с поверхностными слоями спаиваемых металлов, вследствие чего получается весьма прочное приставание приноя к металлу.
В случае паяния алюминия процессу взаимодействия припоя с металлом препятствует поверхностная пленка окиси алюминия, с которой ни один из известных металлических сплавов во взаимодействие не вступает.
Для удаления этой пленки предлагался ряд химических и механических способов. Химические способы основаны на том, что пленка окиси алюминия растворяется при нагревании в некоторых фторсодержащих соединениях. Другие способы основаны па механическом удалении пленки окиси алюминия с помощью трения абразивным порошком покрытой расплавленным припоем поверхности алюминиевого изделия. На практике находят применение преимущественно последние способы. Однако, вследствие того, что удельный вес припоев больше, чем удельный вес абразива, порошок последнего плавает на поверхности расп;гавлепного припоя; вследствие этого,, процесс сдирания пленки порошкообразным абразивом осуществляется с значительным трудом и требует большой опытности работающего.
Порошок абразива можно заменить абразивным стержнем. Это облегчает работу, но имеет то неудобство, что наряду с паяотьником нужно нагревать и абразивный стержень. Вставка кусочка абразивного стержня в паяльник цели не достигает, так как, вследствие плохой теплопроводности абразивного изделия, температура его при нормальном разогреве паяльника оказывается недостаточной для расплавления алюминиевого припоя.
Теплоемкость и теплопроводность абразивного стержня можно значительно улучшить, если абразивный порошок (карборунд, корунд и т. п.) ввести в массу меди. С этой целью, согласно изобретению, из смеси абразивного порошка и медных опилок металлокерамическим способом изготовляются небольшие стерженьки, которые затем вставляются в тело паяльника.
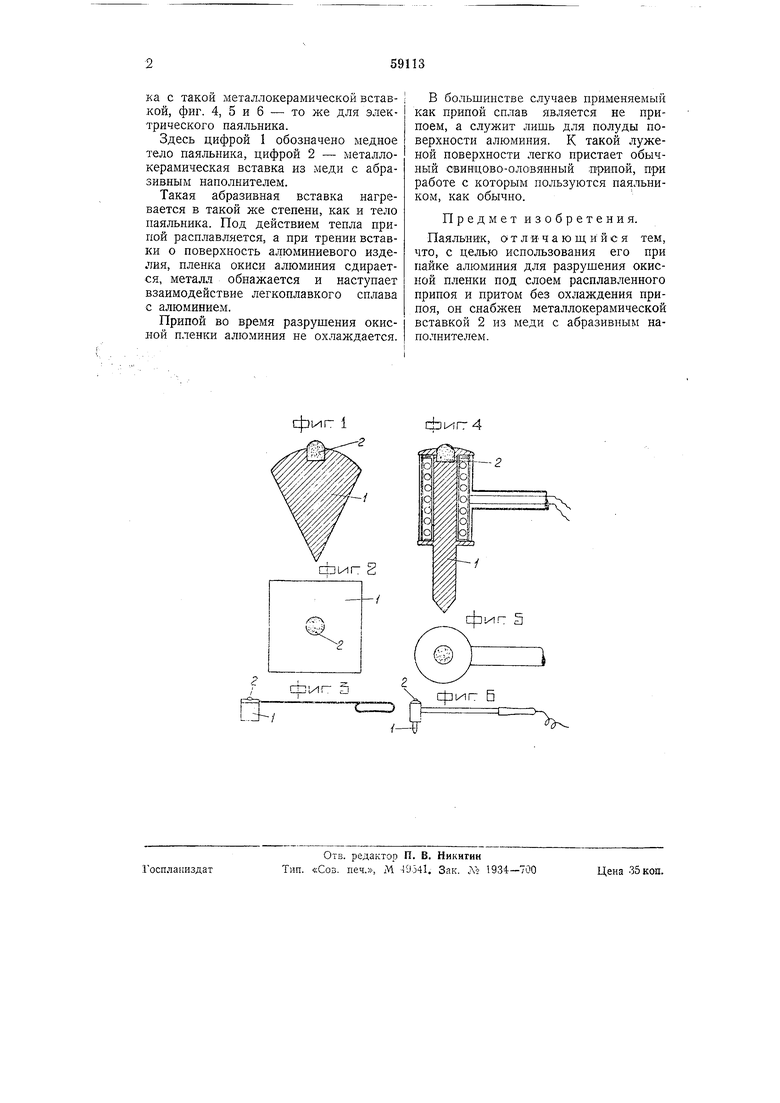
На чертеже фиг. 1, 2 и 3 показывают поперечный разрез, вид в плане и общий вид обыкновенного паяльника с такой металлокерамической вставкой, фиг. 4, 5 и 6 - то же для электрического паяльника.
Здесь цифрой I обозначено медное тело паяльника, цифрой 2 - металлокерамическая вставка из меди с абразивным наполнителем.
Такая абразивная вставка нагревается в такой же степени, как и тело паяльника. Под действием тепла припой расплавляется, а при трении вставки о поверхность алюминиевого изделия, пленка окиси алюминия сдирается, металл обнажается и наступает взаимодействие легкоплавкого сплава с алюминием.
Припой во время разрушения окисной пленки алюминия не охлаждается.
В большинстве случаев применяемый как припой сплав является не припоем, а служит лишь для полуды поверхности алюминия. К такой луженой поверхности легко пристает обычный овинцово-оловянный Припой, при работе с которым пользуются паяльником, как обычно.
Пред мет изобретены я.
Паяльник, отличающимися тем, что, с целью использования его при пайке алюминия для разрушения окисной пленки под слоем расплавленного припоя и притом без охлаждения припоя, он снабжен металлокерамической вставкой 2 из меди с абразивным наполнителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический паяльник | 1978 |
|
SU719821A1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| ПРИПОЙ ДЛЯ МЯГКОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2010 |
|
RU2451587C1 |
| СПОСОБ ПАЙКИ ДЕТАЛЕЙ УЛЬТРАЗВУКОВЫМ ПАЯЛЬНИКОМ | 1998 |
|
RU2155117C2 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДИ И ЕЕ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2036064C1 |
| Флюс для реактивно-флюсовой пайки алюминия и его сплавов | 1977 |
|
SU740451A1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1979 |
|
SU803280A1 |
| Ю. Н. КРИВОЕ | 1968 |
|
SU217925A1 |
фиг 1
