Изобретение относится к пайке, в частности к припою для безфлюсовой пайки широкозазорных соединений из алюминия и его сплавов.
Механизированная печная пайка существующих конструкций с некапиллярными зазорами успешно выполняется с помощью металлокерамических припоев. Они состоят из наполнителя тугоплавкой составляющей, заполняющей зазор, и легкоплавкой составляющей, пропитывающей наполнитель. Известны металлокерамические припои для бесфлюсовой пайки, содержащие 50-90% легкоплавкой составляющей и 10-50% тугоплавкой составляющей. Например, при пайке титана в качестве наполнителя берут титан, а легкоплавкой составляющей - сплав медь-титан и порошок циркония [1]
Известно также применение металлокерамического припоя, в котором наполнителем является нержавеющая сталь X18H9T сплав, имеющий в своем составе 9% никеля, до 0,8% титана, а легкоплавкая составляющая припой ВПр3 [2] Однако этот припой не может быть использован для пайки алюминия, так как температура плавления легкоплавкой составляющей выше температуры плавления алюминия.
Целью предлагаемого изобретения является разработка металлокерамического припоя, обеспечивающего бесфлюсовую пайку соединений из алюминия и его сплавов с широкими зазорами.
Поставленная цель достигается тем, что в качестве легкоплавкой составляющей припой содержит сплав алюминий-магний-кремний, а тугоплавкая составляющая дополнительно содержит висмут при следующем соотношении, мас.
Легкоплавкая составляющая 50-90
Тугоплавкая составляющая 10-50
при этом тугоплавкая составляющая содержит компоненты в следующем соотношении, мас.
Висмут 1-10
Никель 20-40
Титан Остальное
Сплав алюминий-магний-кремний обычно применяется в качестве припоя для печной бесфлюсовой капиллярной пайки в вакууме. Соединения, паянные этими припоями, обладают лучшей прочностью и коррозионной стойкостью в сравнении с соединениями, паянными алюминиевыми припоями других систем. Она может применяться в виде фольги или прутка, укладываемого рядом с порошкообразным наполнителем, который наносится в зазор или около него в виде пасты. Легкоплавкая составляющая может быть также использована в виде плакированного слоя. Для получения металлокерамического припоя, в котором легкоплавкая составляющая находится в жидком состоянии, с вязкостью, достаточной для удержания его в широких зазорах, оптимальное содержанием тугоплавкой составляющей равно 20% При содержании последней выше 50% каркас припоя и тугоплавкой составляющей пропитывается легкоплавкой составляющей не полностью и в нем образуются поры и пустоты.
При уменьшении количества тугоплавкой составляющей до значения ниже 10% вязкость металлокерамического припоя слишком мала, чтобы удерживаться в некапиллярных зазорах.
В качестве наполнителя в металлокерамическом припое должен быть использован порошок металла, хорошо смачиваемый легкоплавкой составляющей. Этому необходимому условию не удовлетворяют металлы, имеющие стойкую окисную пленку: Al, Be, Cr, Mn, тугоплавкие металлы, а также Ge, Si. Медь и благородные металлы удовлетворительно смачиваются легкоплавкой составляющей, однако они, значительно растворяясь в ней, снижают коррозионную стойкость паяных соединений. Установлено, что в качестве наполнителя для металлокерамического припоя в условиях пайки в вакууме выше 10-3 мм рт.ст. в парах магния наиболее пригоден порошок никеля, так как он значительно лучше других металлов смачивается легкоплавкой составляющей системы Al-Si-Mg и пропитывается ею. Это обусловлено, в частности, происходящим контактно-реактивным плавлением между лекгоплавкой составляющей и никелем при нагреве под пайку с предварительным образованием на поверхности частиц никеля эвтектики Al-Mg-Ni или Al-Si-Mg-Ni, которая имеет температуру плавления ниже температуры плавления легкоплавкой составляющей. Это обстоятельство, улучшая процесс смачивания наполнителя, одновременно приводит к значительному растворению основного металла в перегретой при температуре пайки эвтектике с никелем.
Последнее можно предотвратить, уменьшив количество упомянутой эвтектики. Практически это реализуется уменьшением количества порошка никеля в наполнителе. Восполнение относительного количества наполнителя в металлокерамическом припое можно осуществить добавлением в наполнитель другого металла. Такой металл кроме способности хорошо смачиваться легкоплавкой составляющей не должен образовывать соединений с Al, Si и Mg, имеющих температуру плавления ниже температуры плавления легкоплавкой составляющей и растворяющих основной металл при пайке. Он также не должен значительно растворяться в легкоплавкой составляющей, ухудшая коррозионную стойкость соединений. Наиболее полно этим требованиям удовлетворяет Ti, используемый в виде порошка. Применяемый отдельно в качестве наполнителя он неудовлетворительно смачивается легкоплавкой составляющей. Однако в смеси с порошком никеля он смачивается значительно лучше и не затрудняет пропитку каркаса наполнителя и формирование паяных соединений. Оптимальное количество титана в наполнителе 65 мас. по отношению к порошку никеля. При уменьшении относительного количества никеля до значения ниже 20% ухудшается смачиваемость наполнителя легкоплавкой составляющей. При его увеличении до значения свыше 45% значительно возрастает растворение основного металла.
Для улучшения смачивания наполнителя в металлокерамический припой добавляется висмут. Установлено, что эффективность действия висмута значительно выше при добавлении его в наполнитель, а не в легкоплавкую составляющую. Оптимальное количество висмута равно 20 мас. по отношению к общему весу наполнителя. Увеличение его количества сверх указанного незначительно улучшает смачиваемость наполнителя. При добавлении его выше 10% в паяном шве появляются выделения висмута в чистом виде, что вызывает образование точечной коррозии. При содержании висмута менее 1% смачиваемость наполнителя ухудшается.
Таким образом, установлен следующий оптимальный состав металлокерамического припоя: 80 мас. легкоплавкой составляющей, включающей, мас. Si 6-12, Mg 0,1-1,5, Al остальное, 20 мас. наполнителя, включающего,мас. Bi 2, Ni 34, Ti 64.
Металлокерамическим припоем предложенного состава можно паять соединения со сборочным зазором до 2 мм. Пайку осуществляли в вакууме с остаточным давлением не более 10-3 мм рт.ст. Температура пайки 590 620oC, время выдержки 1 мин. Свойства соединений оценивали на тавровых образцах из сплава АД-1 и АМц, горизонтальная часть которых была плакирована слоем легкоплавкой составляющей толщиной 0,4 мм состава 9,5% Si, 0,8-1,2% Mg, Al - остальное. В угол соединения наносили пастообразный наполнитель состава 64% Ti, 34% Ni и 2% Bi в виде порошков указанных металлов. Весовое соотношение между ними, заполнителем и легкоплавкой составляющей составило соответственно 20:80. Прочность соединений на отрыв 10-12 кг/мм2. Соединения обладают хорошей коррозионной стойкостью в тропической и промышленной атмосфере, а также в морском тумане. Потери прочности после 3-месячных испытаний в указанных средах установлено не было.
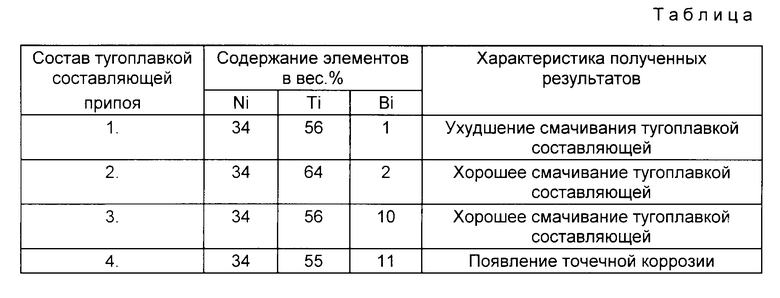
Опробовались и другие составы тугоплавкой составляющей композиционного припоя с применением легкоплавкой составляющей вышеуказанного состава. В частности были опробованы следующие составы: Ni 34% Ti 65% Bi 1% Ni 34% Ti 56% Bi 10%
В первом случае (первый состав таблицы) наблюдалась тенденция к ухудшению смачивания тугоплавкой составляющей жидкой легкоплавкой, что вызывает способность образования непропаев и делает нецелесообразным применение припоев с уменьшенным соотношением.
При использовании в качестве тугоплавкой составляющей третьего и четвертого составов (см. табл. 1) смачивание ее легкоплавкой состаляющей в сравнении с оптимальным составом не улучшается, однако после 3-месячных коррозионных испытаний в паяном шве с 11%Вi были обнаружены выделения чистого Bi и появляение в этих местах очагов коррозии.
Разработанный композиционный припой был успешно применен при пайке соединений трубная доска трубка в теплообменниках из сплава АД-1, где зазоры были в пределах от 0,05 до 2 мм. Легкоплавкая составляющая была нанесена на поверхность трубной доски в виде плакированного слоя толщиной 0,4 мм.
Тугоплавкая составляющая была нанесена в виде валика пасты рядом с зазором или в зазор вокруг трубок овальной формы. Весовое соотношение между наполнителем и легкоплавкой составляющей, а также их составы были те же, что и при пайке тавровых образцов. Пайку осуществляли в вакууме 5•10-4 мм рт.ст. при температуре 600oC в выдержке 1 мин.
Предложенный припой обеспечивает качественную пайку алюминиевых теплообменников с широкими сборочными зазорами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПОЙ ДЛЯ БЕСФЛЮСОВОЙ ПАЙКИ | 1992 |
|
RU2012468C1 |
| Смесевой порошковый припой для пайки алюминия и сплавов на его основе | 2021 |
|
RU2779439C1 |
| СПОСОБ КОМПОЗИЦИОННОЙ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2129060C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2596535C2 |
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2014 |
|
RU2585598C1 |
| МНОГОСЛОЙНЫЙ АЛЮМИНИЕВЫЙ ЛИСТ ДЛЯ БЕСФЛЮСОВОЙ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ В РЕГУЛИРУЕМОЙ АТМОСФЕРЕ | 2013 |
|
RU2642245C2 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2457935C2 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО АЛМАЗНОГО ИНСТРУМЕНТА | 2007 |
|
RU2362666C1 |
| КОМПОЗИЦИОННЫЙ ПРИПОЙ ДЛЯ ПАЙКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2014 |
|
RU2588928C1 |
| Припой для пайки алюминия и его сплавов | 2017 |
|
RU2661975C1 |
Металлокерамический припой для бесфлюсовой пайки, состоящий из легкоплавкой составляющей и тугоплавкой составляющей, содержащей никель и титан, отличающийся тем, что, с целью осуществления пайки соединений с широкими зазорами из алюминия и его сплавов, припой в качестве легкоплавкой составляющей содержит сплав алюминий-кремний - магний, а тугоплавкая составляющая дополнительно содержит висмут при следующем соотношении компонентов, мас.%:
Легкоплавкая составляющая - 50 - 90
Тугоплавкая составляющая - 10 - 50
при этом тугоплавкая составляющая содержит компоненты при следующем соотношении, мас.%:
Висмут - 1 - 10
Никель - 20 - 45
Титан - Остальное
Металлокерамический припой для бесфлюсовой пайки, состоящий из легкоплавкой составляющей и тугоплавкой составляющей, содержащей никель и титан, отличающийся тем, что, с целью осуществления пайки соединений с широкими зазорами из алюминия и его сплавов, припой в качестве легкоплавкой составляющей содержит сплав алюминий-кремний магний, а тугоплавкая составляющая дополнительно содержит висмут при следующем соотношении компонентов, мас.
Легкоплавкая составляющая 50 90
Тугоплавкая составляющая 10 50
при этом тугоплавкая составляющая содержит компоненты при следующем соотношении, мас.
Висмут 1 10
Никель 20 45
Титан Остальноещ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| МЕТАЛЛОКЕРАМИЧЕСКИЙ ПРИПОЙ ДЛЯ ПАЙКИ ТИТАНА | 0 |
|
SU239001A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Лебедев Ю.А | |||
| Использование порошковых наполнителей для изменения степени взаимодействия распавленного припоя с металлом | |||
| - Вопросы технологического повышения прочности и жесткости деталей машин | |||
| Ижевск, 1969, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
