. .,;
Изобретение относится к механической обработке металлов резанием и может быть исполь зовано в машиностроении, авиастроении и др.
Известно: использование при обработке резанием алюминия и его сплавов в качестве смазбчно-охлаждакяцей среды : сплава олова, свинца, кадмия и висмут та в расплавленном состоянии {l. Од нако т.акую среду нельзя использовать для резания закаленных броневых сталей.. -. . . -.
Известно также применение для резания легированных сталей, меди и ее сплавов в качестве смазочно-охлаждающей среды сплава олова и свинца в расплавленном состоянии 2. Однако ,эту среду также нельзя испЬльзовать при резании закаленных сталей.
Применение указанных сред при сверлении, легированных сталей и алюминиевых сплавов позволяет интенсифицировать процесс сверления: одновременно увеличивается скорость сверления, снижаются энергетические и силовые парайетры резания,.а также Значительно повышается стойкость инструмента (сверл)
Облегчение .и интенсификация процесса сверления происходят благодаря явлению адсорбционного понижения прочности и пластичности твердых тел./под ;действием жидклх поверхностно-активных металлов (эффект Ребйндера).
Явление адсорбционного понижения прочности при резаний (сверлении) в жидкометаллической поверхностно-активной среде заключается в тонком измельчении образутмцейся стружки и одновременном значительном снижении усилий резания, в то время как резание в любой другой неметаллической среде или неактивной Металлической среде сопровождается образованием стружки сливного типа в виде длинных спиральных лент и значительньми усилиями резания.
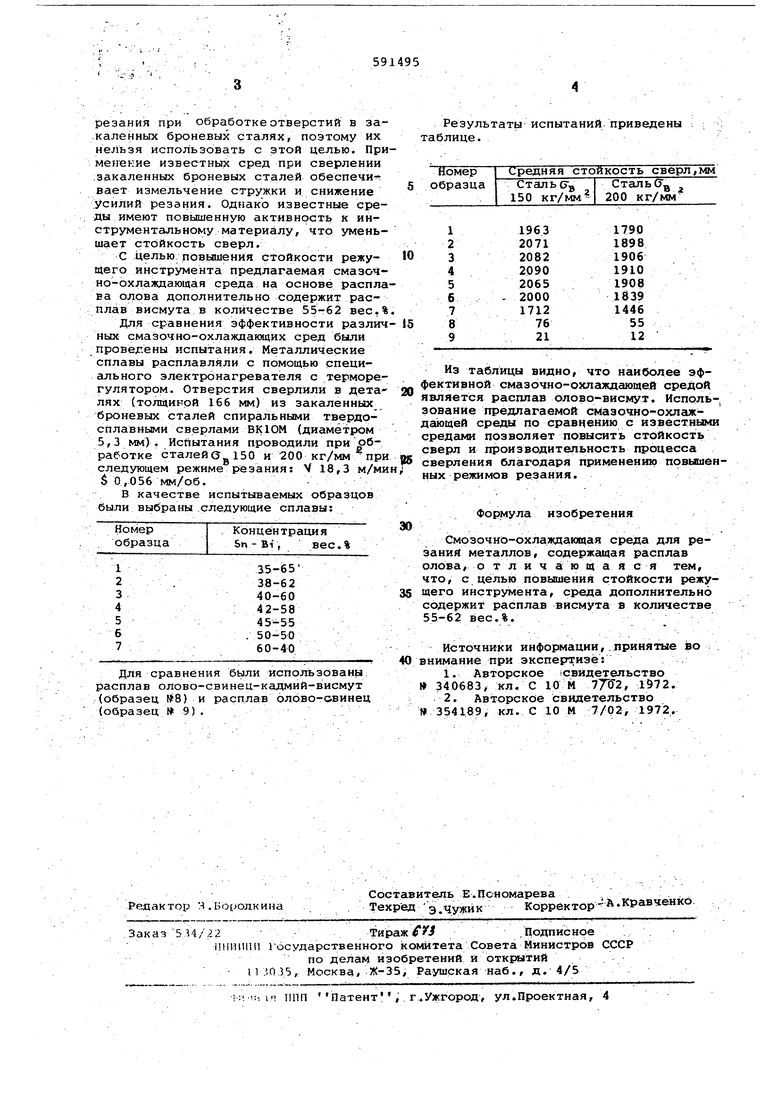
Избирательная способность жидкоме-г таллических сред, т.е- способность вызывать $пк не вызывать являениё адсорбционного понижения прочности, зависит От конкретного твердого металла, его химического и фазового составов и структурного состояния, поэтому для резания заданного твердого металла индивидуально подбирают наиболее эффективные жидкометаллические среды. Так, экспериментально установлено, что указанные вьоие составы жидкометаллических смазочно-охлаждаетцих сред не обеспечивают образования тйнко измельченной стружки и снижения усилий резания при обработке отверстий в за.каленных броневых сталях, поэтому их нельзя использовать с этой целью. При менение известных сред при сверлении :закаленных броневых сталей обеспечив вает измельчение стружки и снижение УСИЛИЙ резания. Однако известные среды имеют повышенную активность к инструментальному материалу, что уменьшает стойкость сверл. С целью повышения стойкости режущего инструмента предлагаемая смазочно-охлаждающая среда на основе распла ва олова дополнительно содержит расплав висмута в количестве 55-62 вес.% Для сравнения эффективности раэлич ных смазочно-охлаждающих сред были проведены испытания. Металлические сплавы расплавляли с помощью специального электронагревателя с терморегулятором. Отверстия сверлили в деталях (толщиной 166 мм) из закаленных броневых сталей спиральными твердосплавными сверлами ВК10М (диаметром 5,3 мм). Испытания проводили при обработке сталей G. 150 и 200 кг/мм - при следующем режиме резания: V 18,3 м/ми $ 0,.056 мм/об. В качестве испытываемых образцов были выбраны .следующие сплавы: Номер концентрация Образца S - Bi , вес.% Для сравнения были использованы расплав олово-свинец-кадмий-висмут (Образец №8) и расплав олОво-овинец (образец 9). Результаты испытаний приведены таблице. Из таблицы видно что наиболее эффективной смазочно-охлаждающеЯ средой является расплав олово-висмут. Испрль-. зевание предлагаемой смаэочно-охлгикдающей среды по сравнению с иэвестныш средсши позволяет повысить стойкость свёрл и производительность процесса сверления благодаря применению повышенных режимов резания. Формула изобретения Смозочно-охлазкдающая среда для резани; металлов, содержащая расплав олова, о т л и ч а ю щ а я с я тем, что, с целью повышения стойкости режущего инструмента, среда дополнительно содержит расплав висмута в количестве 55-62 вес.%. Источники информации,.принятые во внимание при экспертизе 1.Авторское свидетельство 340683/ кл. С 10 М 77б2, 1&72. 2.Авторское свидетельство 354189, кл. С ЮМ 7/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая среда для обработки резанием титана и его сплавов | 1974 |
|
SU480753A1 |
| Смазочно-охлаждающая среда для обработки резанием титана и его сплавов | 1974 |
|
SU480752A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ СРЕДА ДЛЯ СВЕРЛЕНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1972 |
|
SU340683A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ СРЕДА ДЛЯ СВЕРЛЕНИЯ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1972 |
|
SU339575A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ СРЕДА ДЛЯ СВЕРЛЕНИ ЛЕГИРОВАННЫХ СТАЛЕЙ, Л11ЕДИ И ЕЁ СПЛАВОВ | 1972 |
|
SU345189A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ТРУДНООБРАБАТЫВАЕМЫХ СТАЛЕЙ И СПЛАВОВ | 1995 |
|
RU2094175C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ДЛЯ РЕЗАНИЯ МЕТАЛЛА | 1966 |
|
SU186599A1 |
| ЛЕГКООБРАБАТЫВАЕМЫЙ РЕЗАНИЕМ МЕДНЫЙ СПЛАВ, СОДЕРЖАЩИЙ ОЧЕНЬ МАЛО СВИНЦА | 2005 |
|
RU2398904C2 |
| Абразивное зерно с покрытием | 1976 |
|
SU842093A1 |
| Смазочно-охлаждающая среда для обработки резанием жаропрочных хромоникелевых сплавов | 1974 |
|
SU483424A1 |
