ные операции выдержки деталей в защитной среде при температуре в области температуры Кюри и охлаждении их с оптимальной для материгша скоростью при воздействии перекрещивающихся магнитных полей. Отличается способ тем, что при термомахнитной обработке общий магнитный поток в детали разделяют на отдельные неколлинеарные магнитные рукава, пронизывающие различные участки детали под заданными углами от О до 90 . Число источников внешних магнитных полей, создающих при обработке неколлинеарный мйгнитный поток в детали ие ограничено. В результате такой обработки отдельные части детали находятся в различных по направлению и режиму изменения магнитных потоках, что и приводит к неколлинеарнрсти Осей легкого нгьмагничивания по объему детали, а значит и к неоднородности магнитных свойств.
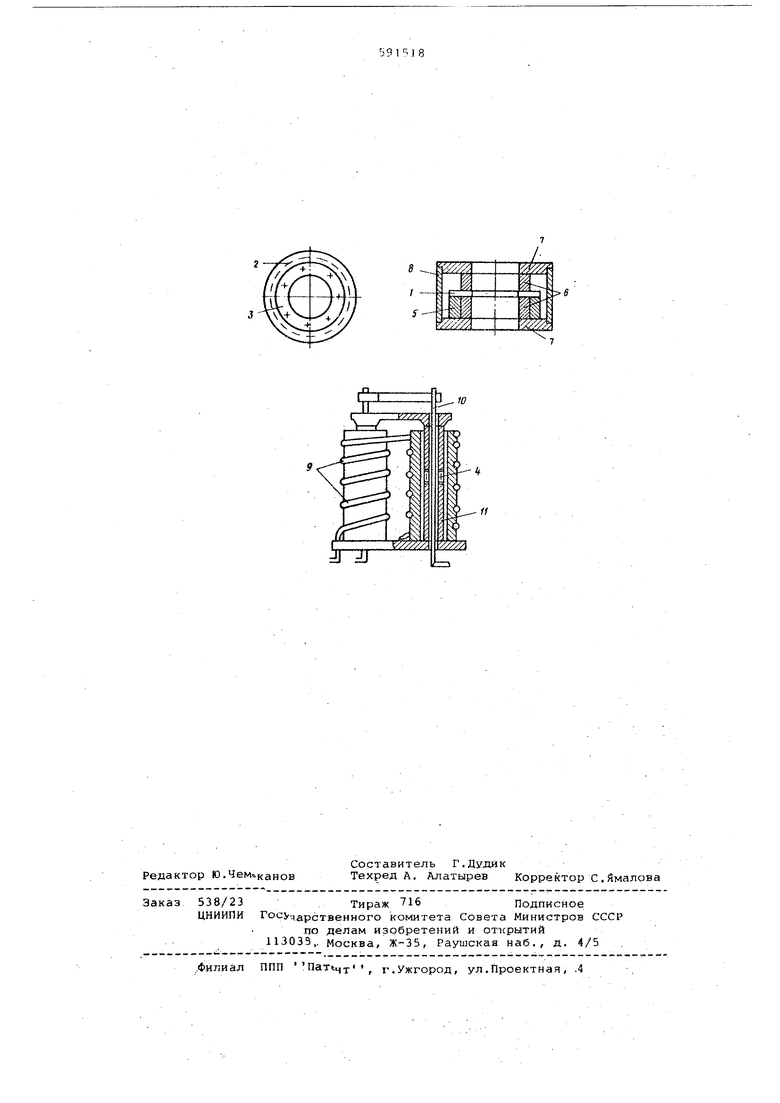
На чертеже изображено устройство в трех проекциях для термомагнитной, обработки деталей предложенным способом , .
Кольцевой образец 1 из сплава, например 34НКМП или 40ИКМПЛ, прошедший ТМО в двух магнитных полях и имеющий участки 2 с прямоугольной петлей гистерезиса (ППГ) н участки 3 с линейной петлей (ЛПГ), Участки с ППГ обработаны в концентрическом магнитном поле, создаваемом током чере стержни контейнера, а участки с ЛПГ обработаны в поперечном поле, создаваемом токоМ через соленоиды контейнера. На участках 3 поперечный магнитный поток создавае йлй соленоидами контейнера, обусловлен как величиной тока через соленоид, так и геометрией и материалом перемычек из магнитно-мягкого материала, примекяе «лх в контейнере. На участках 2 этот поперечный магнитный поток прерывают, для чего или сни мают перемычки совсем, или применяют перемычки из немагнитной стали. Величина поперечного магнитного поля выбирается недостаточной для намагнививания образца в этом направлении, в котором велико размагничивающее поле, обусловленное геометрией детали. Таким путем осуществляют независимость перекрести ВЕЮЩИХСЯ магнитных . потоков, пронизывающих образец 1, когда в области участка 2 поток лежит в плоскости образца, а в области участка 3 пронизывает образец в направлении, поперечном плоскости.
Для термомагнитной обработки образца в двух взаимно перпендикулярных магнитных полях его устанавливают в защитную обойму 4 так, чтобы области участка 2 с ППГ находились бы между перемычками 5 из немагнитной стали, а области участка 3с ЛПГ - между перемычками б из магнитно-мягкой стали.
В состав обоймы входят основания 7 из магнитно-мягкой стали и упоры 8 из немагнитной стали, последние . для предохранения от излишних механических давлений. -Образец, Зафиксированный описанным образом в защитной обойме, помещают в контейнер для термомагнитной обработки, .устанавливают по оси соленоидов 9 контейнера. При этом токоведущие стержни 10 пронизывают обойму 4 с деталью. Поперечный магнитный поток в контейнере замыкается через шайбу 11 из магнитно-мягкой стали. Таким образом, образец в контейнере находится под воздействием двух перекреидавающихся магнитных полей, одно из которых создается током через стержни кон:)йнера, а второе - током через соленоиды контейнера. Эти магнитные поля создают в образце перекрещивающиеся магнитные потоки, обуславливаюоше мaгниtную текстуру детали после термомагнитной обработки. Степень и распределение текстуры,по образцу определяются геометрией и материалом перемычек и. тепловым режимом ТМО.. Так, быстрое охлаждение некоторых материалов при ТМО, например, сплава ЭЛ-61 (ЗЗНКМС) позволяет получать в детали участки 3 с высокими значениями проницаемости при ЛПГ (5-6 тыс.).
Применение предложенного способа термомагнитной обработки в перекрещивающихся магнитных полях, создающих в детали неколлинеарные магнитные потоки, позволяет получить магнитопровода с неоднородными по объему свойствами причем сами магнитопроводы могут быть монолитны и однородны, по составу, т.е. изготовлены из однойзаготовки. Ранее подобные детали с неоднородными свойствами изготавливали композиционным способом, составляя части из разных материалов. Предложенный способ позволяет также усилить неоднородность свойств и композиционных деталей за счет обработки каждой части в магни%«рм поле нужного направления. Формула изобретения
Способ термомагнитной обработки деталей, включающий термическую обработку в перекрещивающихся магнитных полях, о т л и ч а ю щ и и с я тем, что, с целью обеспечения неоднородных свойств в деталях, термомагнитную обработку производят в неоднородном магнитном поле, векторное распределение которого по объему детали устанавливают выделением на выбранных участках независимых магнитных потоков с ориентацией под углом от О до 90 .
Источники информации, принятые во внимание при экспертизе;
1.Патент США 2982948, кл.340-174, 1965,
2.Авторское свидетельство СССР
№ 474562, кл. С 22 К 1/00,1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термомагнитной обработкиМАгНиТОпРОВОдОВ | 1978 |
|
SU802378A1 |
| КОНТЕЙНЕР ДЛЯ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОПРОВОДОВ | 1972 |
|
SU356300A1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 1991 |
|
RU2025504C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2006 |
|
RU2321644C1 |
| Контейнер для термообработки изделий | 1988 |
|
SU1608408A1 |
| Устройство для термомагнитной обработки магнитопроводов в поперечном магнитном поле | 1987 |
|
SU1446168A1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ АНИЗОТРОПНЫХ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494153C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2004 |
|
RU2273670C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2010 |
|
RU2430975C1 |
| Установка для термомагнитной обработки магнитопроводов | 1988 |
|
SU1629328A1 |