Изобретение относится к металлургии и может быть использовано для улучшения магнитных характеристик холоднокатаной рулонной анизотропной электротехнической стали (сплав Fe ~3 мас.% Si с объемно-центрированной кубической решеткой).
Технологический процесс производства электротехнических сталей очень сложен [Холоднокатаные электротехнические стали. Справочник. Под ред. Б.В. Молотилова. М.: Металлургия, 1989. 168 с.] и направлен на получение структуры и кристаллографической текстуры, необходимых для достижения требуемых эксплуатационных свойств.
Эти стали относятся к магнитомягким материалам, которые применяются в качестве магнитопроводов генераторов, электромоторов, трансформаторов, реле, магнитных пускателей и другой аппаратуры. Улучшение их магнитных свойств (повышение магнитных проницаемости и индукции, снижение коэрцитивной силы и потерь энергии при перемагничивании) повышает коэффициент полезного действия перечисленного оборудования и позволяет уменьшить его вес и габариты.
Одним из способов улучшения магнитных свойств магнитомягких материалов является термомагнитная обработка, проводимая при температуре, не превышающей точку Кюри, в присутствии внешнего магнитного поля.
Известны различные способы термомагнитной обработки магнитомягких материалов.
Способ термомагнитной обработки магнитомягких материалов [А.с. SU №485155], включающий высокотемпературный отжиг в неокисляющей среде, выдержку и охлаждение до комнатной температуры, термомагнитную обработку в знакопеременном магнитном поле. Этот способ позволяет добиться увеличения магнитной проницаемости (начальной и максимальной в 2, 3 и 4 раза, соответственно), уменьшения коэрцитивной силы (на 50%) и электромагнитных потерь (на 40%) электротехнической стали.
Способы термомагнитной обработки магнитомягких материалов [А.с. SU №566886 и 626123], включающие те же операции, конкретизируют режимы термомагнитной обработки (соответственно, продолжительность и температуру).
Перечисленные способы термомагнитной обработки были предложены для изотропного (безтекстурного) материала. Современная электротехническая анизотропная сталь имеет острую текстуру {110}<001>, и термомагнитная обработка для нее по этим способам малоэффективна [1. Кекало И.Б., Смирнова Л.П., Казаджан Л.Б. Влияние термомагнитной обработки на магнитные свойства и доменную структуру промышленной трансформаторной стали. Прецизионные сплавы. М.: Металлургия. 1975. №2. С.157-162. 2. Шулика В.В., Старцева И.Е., Чистяков В.К., Драгошанский Ю.Н. Об анизотропии эффекта термомагнитной обработки в электротехнических сталях. ФММ. 1988. Т.66. №4. С.667-673.].
Эффект термомагнитной обработки анизотропных магнитомягких материалов предлагали повысить путем увеличения частоты магнитного поля [патент RU №2025504] или введением дополнительной операции перед термомагнитной обработкой - облучения ускоренными ионами инертных газов [патент RU №2321644].
Наиболее близким по физической сути к предлагаемому изобретению является способ термомагнитной обработки анизотропных магнитомягких материалов [патент RU №2025504] в виде остротекстурованной ленты электротехнической стали, который включает высокотемпературный отжиг, выдержку, охлаждение до комнатной температуры и термомагнитную обработку в знакопеременном магнитном поле частотой 0,2-1,0 кГц направление которого совпадает с направлением прокатки ленты (продольное направление, фиг.1). Этот способ позволил уменьшить магнитные потери (а значит и коэрцитивную силу) анизотропной электротехнической стали лишь на 10-15%.
В основу изобретения положена задача улучшения магнитных характеристик анизотропных магнитомягких материалов за счет повышения эффекта термомагнитной обработки, а именно увеличения способности материала к наведению одноосной магнитной анизотропии при данной обработке.
Поставленная задача решается тем, что в известном способе обработки анизотропных магнитомягких материалов в виде ленты электротехнической стали, включающем высокотемпературный отжиг, выдержку, охлаждение до комнатной температуры и термомагнитную обработку в знакопеременном магнитном поле, согласно изобретению, при термомагнитной обработке ленту отклоняют от направления магнитного поля на угол φ вокруг ее поперечного направления.
При этом:
- угол отклонения φ выбирают в интервале от 1 до 10°;
- частота магнитного поля 0,05-1,0 кГц.
Суть изобретения заключается в следующем. Известно, что в значительной степени положительный эффект термомагнитной обработки в переменном магнитном поле обусловлен переориентацией осей пар ближайших атомов растворенных элементов в сплаве и взаимодействием атомов растворенных элементов с колеблющимися границами магнитных доменов [1. Зайкова В.А., Старцева И.Е., Филиппов Б.Н. Доменная структура и магнитные свойства электротехнических сталей. М.: Наука, 1992. 270 с.; 2. В.В. Губернаторов и др. Формирование свойств ферромагнитных сплавов при термомагнитной и термомеханической обработках. Физика металлов и металловедение. 2004. Т.98. №.1. С.31-37]. Магнитное поле стремится переориентировать оси пар ближайших атомов растворенных элементов (в сплаве Fe ~3% Si - это, в основном, атомы кремния) так, чтобы угол между осями пар и направлением магнитного поля (вектора напряженности магнитного поля) был минимальным. Это возможно путем перескока атомов кремния из центральных узлов объемно-центрированной кубической решетки в ее вершины. Этот процесс происходит благодаря неизбежному наличию термических вакансий в сплаве. Состояние атомов кремния, когда они находятся в вершинах кубической решетки, является неравновесным. В переменном магнитном поле границы магнитных доменов расчищают свою зону колебания от различного типа неоднородностей (атомов растворенных элементов, примесей и дефектов кристаллического строения), благодаря магнитоупругому взаимодействию с ними. При этом формируются более «чистые» зоны. Неоднородности скапливаются в местах крайнего положения доменных границ, образуя узкие «грязные» зоны, вытянутые вдоль направления магнитного поля и чередующиеся с «чистыми» зонами. Наличие «чистых» областей повышает магнитную проницаемость, снижает коэрцитивную силу и магнитные потери за счет дестабилизации магнитной доменной структуры [В.В. Губернаторов и др. Влияние циклического изменения температуры вблизи точки Кюри на эффекты термомагнитной обработки магнитомягких сплавов. Физика металлов и металловедение. 2008. Т.106. №4. С.367-370].
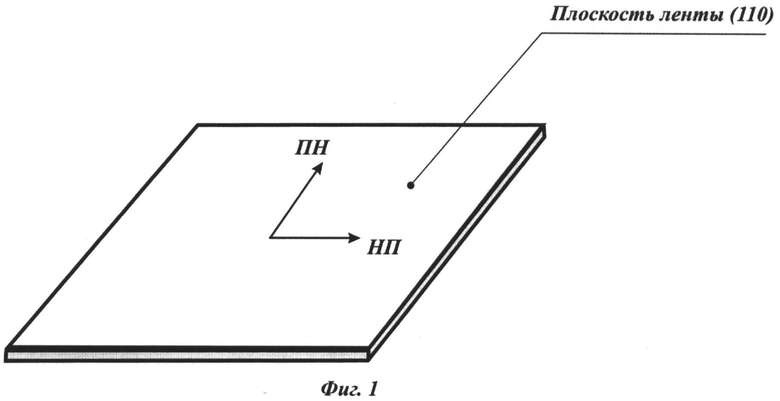
В изотропном поликристаллическом сплаве Fe ~3% Si оси пар ближайших атомов кремния расположены хаотично относительно прилагаемого магнитного поля, а в анизотропном сплаве с текстурой (110)[001] - вдоль магнитного поля. Поэтому эффекты термомагнитной обработки будут отличаться: в первом случае он будет существенно выше, так как процессу «перемещения - расчищения» будет подвержена большая часть атомов кремния. В анизотропном материале их положение вдоль поля стабильно. Нарушить это равновесие можно отклонив [001] от направления магнитного поля. В реальности это можно осуществить, отклонив плоскость ленты (плоскость (110)) вокруг ее поперечного направления [110] от направления магнитного поля. В результате будет запущен механизм «перемещения-расчищения» и эффект термомагнитной обработки увеличится.
На фиг.1 представлено обозначение направлений в ленте холоднокатаной рулонной анизотропной электротехнической стали: НП - направление прокатки, направление движения ленты, продольное направление, [001]; ПН - поперечное направление, [110]; (110) - плоскость ленты, плоскость прокатки.
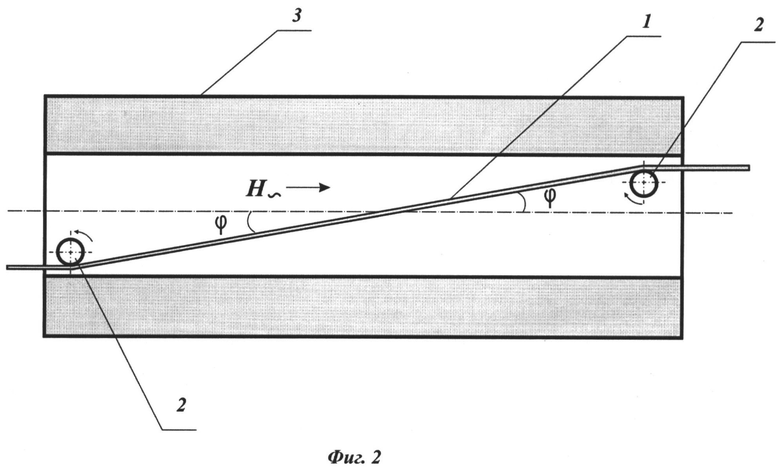
На фиг.2 - схема расположения ленты электротехнической стали в печи при термомагнитной обработке по предложенному способу.
Способ осуществляли на широко используемом магнитомягком сплаве Fe - 3% Si. Из готовой стальной ленты толщиной 0,5 мм был вырезан крупный монокристалл (110) [001]. Он был прокатан на 70% вдоль [001] до толщины 0,15 мм и отожжен при 770°C в течение 20 мин. В результате в тонкой пластине получили зерно 0,02 мм и острую текстуру {110}<001>. Пластину разрезали на образцы размером 0,15×5×100 мм, вытянутые вдоль [001]. Такой метод изготовления образцов позволил получить строго идентичные образцы (из одного монокристалла, с одновременной обработкой) и свести возможный разброс экспериментальных данных к минимуму. Термомагнитную обработку проводили при 500°C в течение 15 мин с охлаждением в знакопеременном магнитном поле промышленной частоты и амплитудой 10 кА/м. Причем направление поля совпадало с направлением [001] текстурованных образцов (φ=0), либо было отклонено от него на φ=±8°. На образцах, обработанных по первому варианту, был реализован известный способ термомагнитной обработки. После термомагнитной обработки определяли коэрцитивную силу образцов Нс по петлям магнитного гистерезиса, снятым с помощью прибора на основе фотогальвано-метрического компенсационного микровеберметра Ф-190.
В таблице приведено изменение Нс сплава Fe - 3 мас.% Si при разных вариантах термомагнитной обработки. Выигрыш в уменьшении Нс по предложенному способу в 2-3 раза больше по сравнению с известным.
Следует отметить, что термомагнитной обработке по предложенному способу можно подвергать и крупнозернистые остротекстурованные магнитомягкие материалы.
Предложенный способ термомагнитной обработки магнитомягких материалов очень технологичен: позволяет проведение обработки в процессе непрерывного движения стальной ленты 1 в технологическом потоке; угловое отклонение φ ленты можно задать, установив направляющие ролики 2 в печи 3 для термомагнитной обработки на разной высоте (фиг.2).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2006 |
|
RU2321644C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2010 |
|
RU2430975C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 1991 |
|
RU2025504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2014 |
|
RU2569260C2 |
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1744128A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОГО МАГНИТНОГО МАТЕРИАЛА | 2008 |
|
RU2406769C2 |
| Способ определения остаточных неоднородных напряжений в анизотропных электротехнических материалах рентгеновским методом | 2017 |
|
RU2663415C1 |
| СПОСОБ ОБРАБОТКИ МАГНИТОПРОВОДА | 2012 |
|
RU2510661C1 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| СПОСОБ ОБРАБОТКИ ШИХТОВАННОГО МАГНИТОПРОВОДА БРОНЕВОГО ТРАНСФОРМАТОРА | 2014 |
|
RU2558370C1 |
Изобретение относится к области металлургии, в частности к термомагнитной обработке магнитомягких материалов. Для улучшения магнитных характеристик холоднокатаной рулонной анизотропной электротехнической стали осуществляют высокотемпературный отжиг, выдержку, охлаждение до комнатной температуры и обработку в знакопеременном магнитном поле. При магнитной обработке плоскость ленты отклоняют от направления магнитного поля на угол в интервале от 1 до 10° в направлении движения ленты, при этом частота магнитного поля составляет 0,05-1,0 кГц. Способ позволяет провести обработку в процессе непрерывного движения стальной ленты в технологическом потоке, а угловое отклонение ленты можно задать, установив направляющие ролики в печи для термомагнитной обработки на разной высоте. 1 з.п. ф-лы, 2 ил., 1 табл.
1. Способ термомагнитной обработки анизотропных магнитомягких материалов в виде ленты электротехнической стали, включающий высокотемпературный отжиг, выдержку, охлаждение до комнатной температуры и обработку в знакопеременном магнитном поле, отличающийся тем, что при обработке в магнитном поле плоскость ленты отклоняют от направления магнитного поля на угол в интервале от 1° до 10° в направлении движения ленты.
2. Способ по п.1, отличающийся тем, что частота магнитного поля составляет 0,05-1,0 кГц.
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2006 |
|
RU2321644C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 1991 |
|
RU2025504C1 |
| СПОСОБ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОМЯГКИХ МАТЕРИАЛОВ | 2010 |
|
RU2430975C1 |
| 0 |
|
SU393834A1 | |
| RU 2204614 C2, 20.05.2003 | |||
| US 6217677 B1, 28.06.1999 | |||
| US 20080271818 A1, 16.07.2008. | |||

