рованы группы радиальных роликоподшипников качения, установленных в кольцевой проточке инструментодержателя, а также шарнирными опорами скольжения, расположенными в кольцевой проточке инструментодержателя.
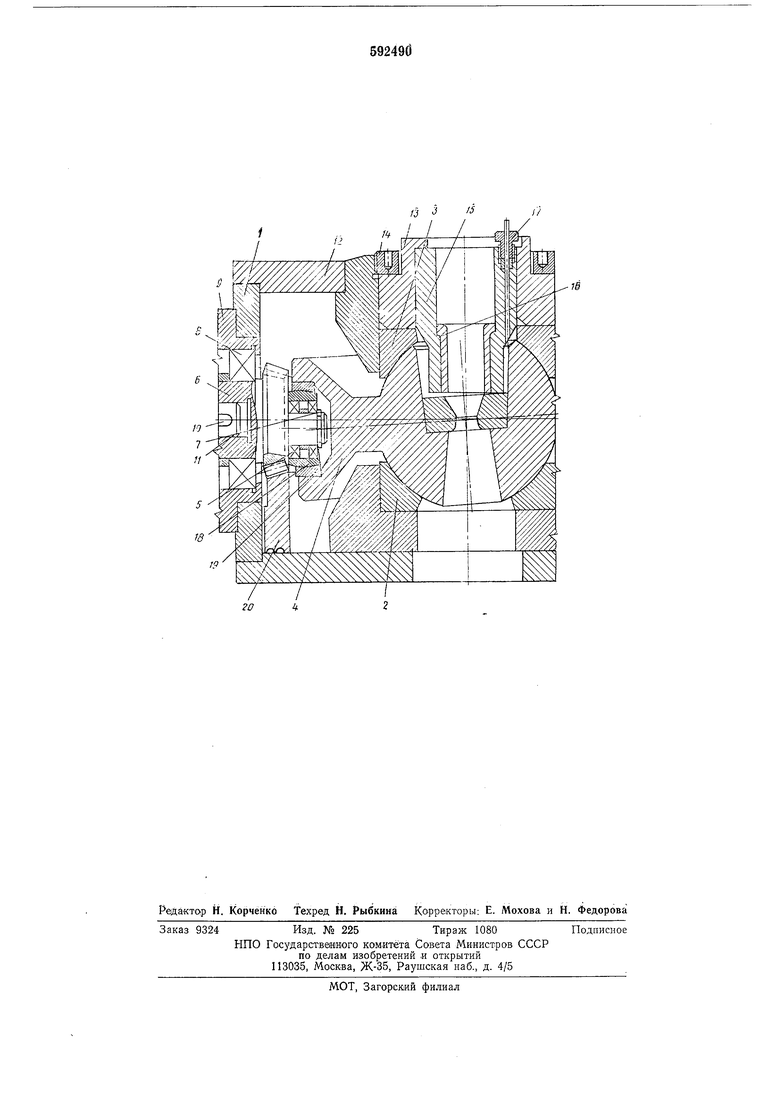
На чертеже показано предлагаемое устройство.
Устройство содержат корнус 1, на сферических опорах 2 и 3 которого размещен инструментодержатель 4. Группы радиальноупорных подшипников качения 5 установлены на хвостовиках приводных эксцентриковых валов 6 и зафиксированы от осевого смещения пружинными стонорными кольцами 7. Валы расположены на подшипниках 8 в стаканах 9 со сквозными цилиндрическими гнездами, в которые на шпонках 10 входят валы И электродвигателей привода. Корпус устройства снабжен крышкой 12 с обоймой 13, поджимающей торцовой гайкой 14 сферический узел скольжения инструментодержателя. В обойме крышки размещена втулка 15 со сменной направляющей гильзой 16. В стенке направляющей втулки выполнен канал принудительной подачи смазки в зону очага деформации, соединенный с магистральным трубопроводом переходным штуцером 17. Для повышения нагрузочной способности узла преобразования вращательного движения привода в сложноколебательное инструментодержателя подшипниковые группы хвостовиков эксцентриковых валов установлены через промежуточные шарнирные опоры скольжения 18 и 19. В донной части инструментодержателя расположен ведомый зубчатый сателлит 20,
входящий в зацепление с коническими зубчатыми венцами эксцентриковых валов.
Устройство работает следующим образом. Эксцентриковые валы 6 приводятся от
электродвигателей во вращательное движение, которое сообщается кинематически связанному с ними сателлиту 20. В результате механической синхронизация достигается равенство угловых скоростей вращения эксцентриковых валов, что обеспечивает задранную траекторию движения .инструментодержателя 4, улучшение условий обработки и смазки.
В описываемом устройстве можно выполнять различные операции обработки металлйв
давлением: волочение, прессование, штамповку, вытяжку, обжим, отбортовку, дорнование с редуцированием и т. д. В таком устройстве повыщается срок службы его деталей и узлов, эксплуатационные характеристики
устройства, а также физико-механические свойства получаемых изделий.
Формула изобретения
Устройство для изготовления изделий обкатыванием по авт. св. № 502684, отличающееся тем, что, с целью улучшения эксплуатационных характеристик, оно снабжено размещенным в донной части корпуса ведомым сателлитом и входящими в зацепление с ним коническими зубчатыми венцами, смонтированными на эксцентриковых валах, а также расположенными в кольцевой проточке инструментодержателя щарнирными оиорами для установки подшипников качения.
/j S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий обкатыванием | 1977 |
|
SU733803A2 |
| Устройство для штамповки заготовок | 1974 |
|
SU496194A1 |
| ЭКСЦЕНТРИКОВАЯ ПЛАНЕТАРНАЯ ПЕРЕДАЧА ВНУТРЕННЕГО ЗАЦЕПЛЕНИЯ | 2005 |
|
RU2313016C2 |
| Головка для клепки развальцовкой | 1980 |
|
SU902973A1 |
| Шпиндель привода валка прокатного стана | 1988 |
|
SU1556779A1 |
| МОСТ С ЦИЛИНДРИЧЕСКОЙ ГЛАВНОЙ ПЕРЕДАЧЕЙ В ХОДОВОЙ ЧАСТИ | 2023 |
|
RU2811589C1 |
| РЕДУКТОР ЗАБОЙНОГО ДВИГАТЕЛЯ | 2019 |
|
RU2723807C1 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА С УСТРОЙСТВОМ НЕЙТРАЛИЗАЦИИ РАДИАЛЬНОЙ НАГРУЗКИ ОТ КОНТАКТИРУЮЩИХ ЗУБЬЕВ | 2017 |
|
RU2668451C1 |
| БЕСШАТУННЫЙ МОДУЛЬНЫЙ ПОРШНЕВОЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С СИЛОВЫМ МЕХАНИЗМОМ ЭКСЦЕНТРИКОВОГО ТИПА | 2002 |
|
RU2212552C1 |
| ПОРШНЕВАЯ МАШИНА | 2002 |
|
RU2224113C2 |