(50 ГОЛОВКА ДЛЯ КЛЕПКИ РАЗВАЛЬЦОВКОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарная прецессионая передача | 1988 |
|
SU1753101A1 |
| ПЛАНЕТАРНАЯ ПРЕЦЕССИОННАЯ ПЕРЕДАЧА | 2018 |
|
RU2706410C1 |
| Планетарный зубчатый вариатор скорости | 1974 |
|
SU551471A1 |
| Зубчатая передача | 1990 |
|
SU1838692A3 |
| МЕХАНИЗМ РЕГУЛИРОВКИ ХОДА ПОЛЗУНА КРИВОШИПНОГО ПРЕССА | 2002 |
|
RU2223862C2 |
| ПОРШНЕВАЯ МАШИНА | 2002 |
|
RU2224113C2 |
| МНОГОРЯДНАЯ ПЛАНЕТАРНАЯ ПЕРЕДАЧА | 2009 |
|
RU2424458C2 |
| Планетарный прецессионный редуктор | 1991 |
|
SU1825914A1 |
| ГРУЗОВАЯ ЛЕБЕДКА | 1996 |
|
RU2096309C1 |
| ПЛАНЕТАРНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА С РАСПРЕДЕЛЕННОЙ НАГРУЗКОЙ (ВАРИАНТЫ) | 1994 |
|
RU2114343C1 |
Изобретение относится к области клепки развальцовкой, в частности к устройствам типа головок для клепки развальцовкой, развальцовывающий инструмент которой совершает сложное движение обкатки. Известна головка для клепки раз-вальцовкой, содержащая смонтированные в корпусе приводную втулку-водило и связанный с ней через планетарную передачу инструментодержатель с нак.понно расположенным относительно его оси инструментом Li. Однако известная головка имеет не достаток, заключающийся в том, что усилие расклепки передается через сопряженные сферические поверхности скольжений инструментодержателя и опорной шайбы, кроме того, сферическая поверхность инструментодержателя обращена выпуклой стороной вверх поэтому на ней трудно удержаться см .ке, все это увеличивает трение, нагрузки и износ подвижных частей. Это в свою очередь, ухудшает качество развальцовки, кроме того, изготовление сферических сопряженных поверхностей трудоемко и нетехнологично и не обеспечивается требуемая производительность. Целью изобретения является повышение качества клепки и производительности. Поставленная цель достигается за счет того, что головка для клепки развальцовкой, содерж-щая смонтированные в корпусе приводную втулк водило и связанный с ней через планетарную передачу инструментодержатель с наклонно расположенным относительно его оси инструментом, снабжена закрепленной на свободном конце инструментодержателя коническойшестерней, а сателлит планетарной передачи выполнен в виде вала с двумя зубчатыми венцами на концах, один из которых - конический, входящий в зацепление с конической шестерней.
при этом инструментодержатель установлен под углом 3 6 к оси втулки- водил а.
Угол делительного конуса конической передачи составляет 1,.
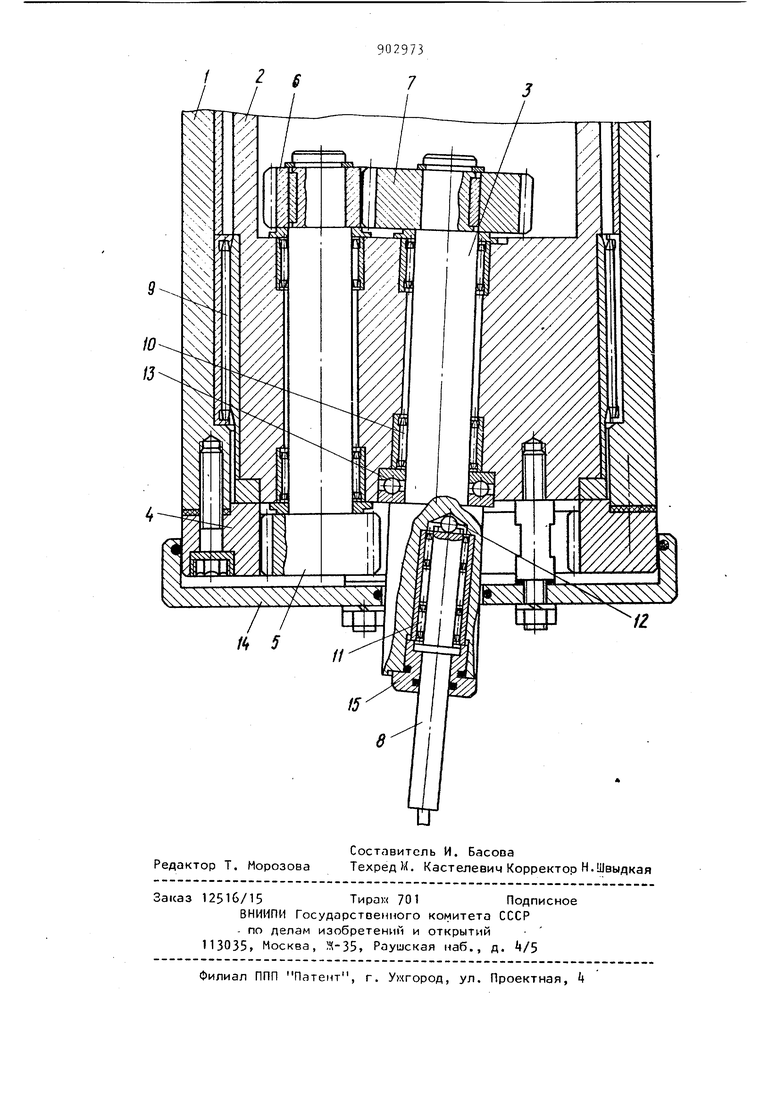
Конструкция головки представлена на чертеже.
Головка для клепки содержит корпус 1, в котором расположена втулка-; водило 2 с эксцентрично и под углом расположенным в ней инструментодержателем 3, приводимым зубчатой планетар-ной передачей, состоящей из неподвижного венца , двухвенцооого сателлита в виде вала с венцами 5 и 6 и шестерни 7, причем венцы k и 5 прямозубые цилиндрические, а венец 6 и шестерня 7 прямозубые конические. Под углом к оси инструменТодержателя расположен инструмент пуансон 8. Втулка-водило 2, вал сателлитов 5 и 6, инструментодержатель 3 и пуансон 8 контактируют с игольчатыми роликоподшипниками 9, 10 и 11, осевое усилие пуансона 8 воспринимается шариком 12,а осевое усилие инструментодер ; ателя - упорным шарикоподшипником 13. Крышки И и 15 закpyBarot подшипниковые узлы и зубчатую передачу.
Головка работает следующим образом
Втулку-водило 2 соединяют с приводом вращения. Вращаясь вокруг сооей оси, она поворачивает венец 5, который входит в зацепление с неподвижным венцом k и обкатывается по нему. Конический венец 6, сидящий на одном валу с венцом 5 получая от него вращение, входит в зацепление с конической шестерней 7, закрепленной на свободном конце инструментодержателя, и вращает его.
За счет сложения радиальных и тангенциальных составляющих траекторий движения пуансон :8 совершает движение по сложной траектории без вращения вокруг собственной оси и, воздействуя на конец заклепок, охватывает большое количество зон деформации и производит расклепывание с повышенным качеством и минимально затраченным усилием.
Уменьшение усилия развйльцовки за
счет замены трения скольжения трением качения в опорной поверхности уменьшает расход смазки на и уменьшает потребляемую мощность привода. Меньшая нагрузка на детали упрощает требования к материалам и технологии их изготовления, что делает конструкцию дешевле; таким образом, предлагаемая головка проще в изготовлении, дешевле в эксплуатации и
надежнее в работе, обеспечивает требуемое качество клепки и производительность.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
