Г.
Изобретение относигся к питейному про- изводству и может использоваться при литье высококачественных крупногабаритных отд№вок из спожнолегированных марок сталей, преимущественно лопастей гидротурбин.
Известен способ изготовления круппогабаг ритных лопастей гидротурбин в песчаноглинистых формаХ| изготовленных в механизированном кессоне jlj .
.
Наиболее близким пйтехничбск;ой сущности является споссзё изготовлений крупных лопастей гидротурбин, включеао1ший. заливку жидкого металла в песчанйглиинстую литейную ффму, имеющую нижнюю рабочую эпопеи сть для оформление собственно дрпасти. И: верхнюю - дляoфop лeния ее фланца. В литейной форме выполнена многоярусная ла-рниковая система. Лопасть заливают из го ковша одновременно через 2 стопора 2.
Недостатком указанного способа является то, что имеет место значительное волнообразование в период заполнения нижней рабочей поп1х:ти, прнводяиюе к повышенному количеству неметаллических включений (окисных плен
в отливке, и нестабильнеють свойств метап ла по высоте отливки.
Цель изобретения - повышение качества крупных отливок.
Это достигается тем, что жидкий металл в питейную форму запивают с весовой скоростью 150-200 кг/сек и кинетической энергией 18-2О и при; заполнени11 верхней рабочей полости вводят желез1а11й. .порошок в количестве 2-5 кг/сек.
: Такой способ обеспечивает спокойное за полнение формы и необходимую скорость криотйллизации массивной части отливки,
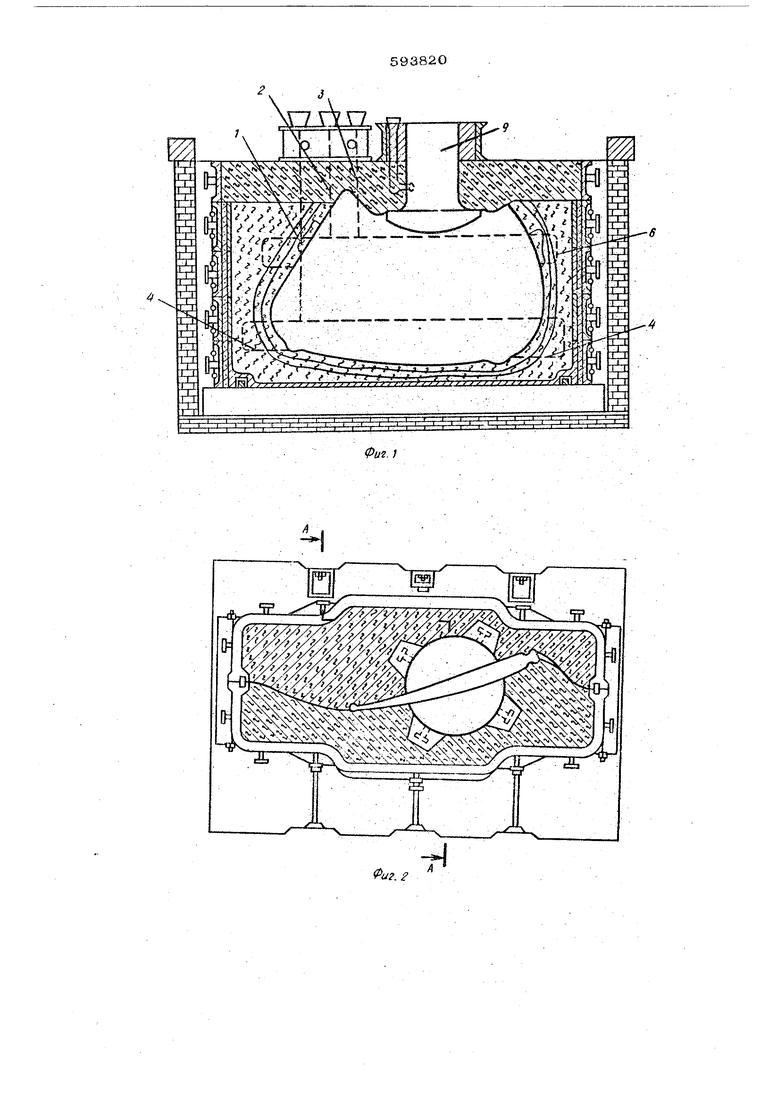
На фиг, 1 схематично изображена литейная, форма для отливки лопасти гидротурбины, продольный разрез; на фиг, 2 - то же, вид в плане; на фиг. .о - разрез А-А на фиг. 2,
Литейную форму .для отливки лопасти гндротурбииь изготавливают известным способом в механизированном кессоне.
Для обеспечения заливки формы с весовой скоростью кг/сек при кинетической энергии жидкого металла 18-20 кгм /сек литниковая система, состоит из трех стояков 1, 2, 3, один из которых связан с двумя питателями 4 jc нижней рабочей псшсхгтьк 5, а два flpyintx - с питателями 6, обеспечяваюн1№ ,мн подачу металла в переходную зону от рабочей полости 5 к верхней рабочей по лести 7,.
В литейной форме в зоне перехода установлен датчик 8, контр одирутодцш момент под. хода жидкого металла к пореходной зоне, что определяют, например, по зажигани-ю лампоч-г ки,
. Зшшвку жидкого металла производят из трехстопорного ковша. Сначала заливку ведут через один стопор, подавая металл в CTOSIK 1, связанный питателями 4с нижней полостью 5. При полходе жидкого метал ла к переходной зоне отливки (когда зажигается контрольная лампочка) открывают ель- дующие два стопора, подающие металл в другдва стояка 2 и 3 , связанные питателями 6 с верхней рабочей попостыо:. Одновременно в форму подают -железный порошок, имеющий зернистость 0,2-О,Зм, в количестве 2-5 кг/сек (для лопасти весом ЗО т ввошши 4 кг/сек железного порошка),
При выходе металла в прибыль 9 проиэводят засыпку теплоизоляционной смеси па поверхность жидкого металла и запивают npi5 быль,
. Такой .процесс заливки исключает волнение поверхности жидкого металла, так как исключено преждевременное вступление в работу питателей верхних ярусов и уменьшена кинетическая энергия жидкого металла, поступающего в форму. При этом обеспечена равномерная скорость подъема жидкого металла по всей высоте отливки, вследствие тог о, что запшнение тонкой части отливки идет через один стояк, а массивной - через два стояка (лопасть весом ЗО т была запита
аа 3 мин, более вО% окиснсй iinf.-nt.i у/пшено в .прибыль).. Исследования :hpcx;:тp ктyp лопастей показали значительное улучшение строеЕ1ИЯ металла ь переходной зоне от перн к фланцу и в самом фланце. Полученные значершя механических свойств во всех сечениях лопасти превыщали величины, предусмотре §tibte техническими условиями
Способ позволяет повысить качество ст ливок за счет уменьшения дефектов по пле- 1ам и дефектов усадочного происхождения, улучшить товарный вид отливки, а- также снизить трудозатраты на око 1чательную обработ ку отливок за счет уменьшения трудозатрат на исправление дефектов.
Формула изобретения
С пособ получения крупной отливки, преИ мущественно лопасти гидротурбины, включающий заливку жидкого металла в литейную форму, имеющую нижнюю рабочую полость для оформления собственно лопасти и верхнюю для оформления ее фланца, о т л и чающийся TeMj что, с целью повышения качества отливки, жидкий металл заливают с весовой скоростью i5O-2OO кг/се и кинетической энергией 18-20 и 1 при запш не ник верхней рабочей пшости вв№ . дят железный порошок в количестве кг/сек.
Источники информации,- принятые во внимание при экспертизе:
1, Бидуля П. Н, Технология стальных отливок, М„ Металлургия, 1961, с 212 217е
2, Сб. Производство стального фасонного питья , М., Машгиз, 1960, с. 183-2О
| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК | 2001 |
|
RU2192332C1 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| Литейная форма | 1986 |
|
SU1405944A1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Экзотермическая смесь для обогрева прибыльных частей литейных форм | 1976 |
|
SU598684A1 |
| Литейная стопочная форма | 1980 |
|
SU900958A2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
Фиг. г
