Известен способ изготовления пробок литьем из сырой резины. Для изготовления пробок этим способо.м расходуется доро-гое сырье и требуются значительные затраты на производство.
Известны также и станки для вырезания из резины и тому нодобны.к материалов конических предметов, с применением одного или двух ножей, подвижно укрепленных в осевом наг равлении на поворотных колодках и расположенных неред подвижным шпинделем, несущим на конце обрабатываемый материал.
Указанные станки, хотя и имеют различные установочные приспособления для ножей на разные размеры пробок, однако эти приспособления не достигают надлежащей точности и не дают одинаковых размеров пробок.
В предлагаемом станке также применены два подвижных в осевом направлении ножа, но, с целью более точной установки ножей на разные размеры пробок, ползуны ножей расположены в канавках на коническом патроне, подвижно укрепленном на вращающемся шпинделе. Для защиты материала от непосредственного действия вращающегося шпинделя, в станке применен унор, свободно вставленный в канал рабочего конца шпинделя.
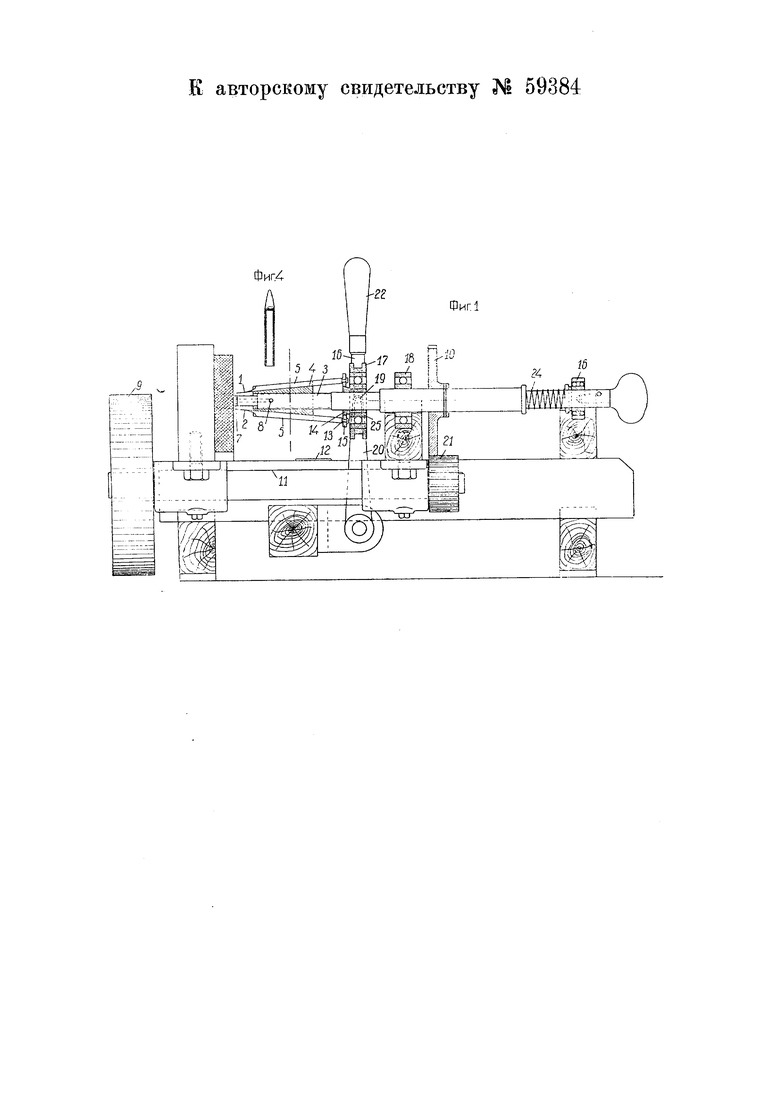
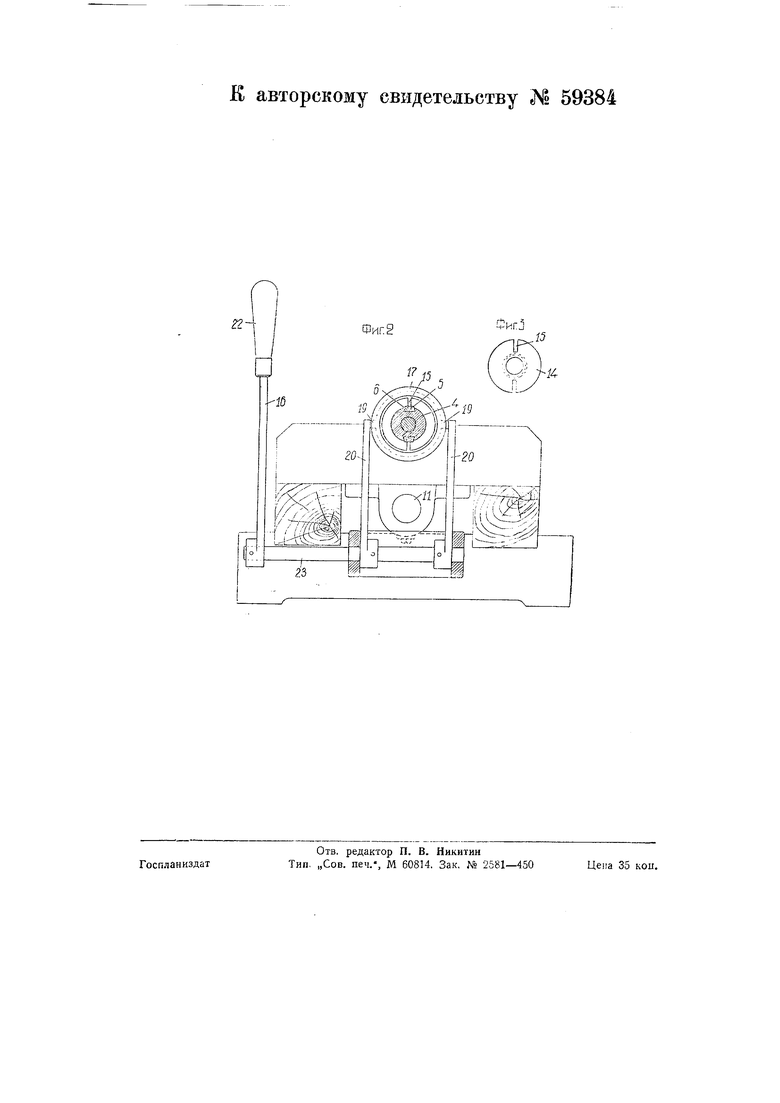
На чертеже фиг. 1 изображает продольный разрез станка; фиг. 2 - поггеречный разрез по натрону и ползунам ; фиг. 3 - общий вид втулки; фиг. 4 - вид сверху на нож в верхнем полонсении.
Привод станка осуществляется посредством приводного валика 11, проходящего под станком вдоль его оси и имеющего па одном конце приводной шкив 9, а на другом зубчатку 21 с удлиненными зубцами, сцепляющуюся с зубчаткой 10, неподвижно посаженной на шпиндель 3 станка и скользящей в зацеплении по более широкой зубчатке 21 при принудительном передвижении шпинделя после каждой очередной вырезки пробки.
Шпиндель 3 станка, кроме вращения в подшипниках 16, 18, 25, может свободно передвигаться вдоль своей оси. На рабочем конце шпинделя закрепляется конический патрон 4. Конус патрона соответствует конусности вырезаемых пробок. По взаимно противоположным образующим конуса патрона прорезаны канавки б, служащие направляющими для ползунов ножей, имеющих на своих концах заточку, приближающуюся своим профилем к поверхности конуса в пределах трех его образующих.
Крайние положения закрепляемого на шпинделе патрона соответстЕ5уют малому и наибольщему размерам пробок, а все промежуточные положения патрона соответствуют промежуточным размерам вырезаемых данным станком пробок, так как при любом положении патрона материал, из которого вырезается пробка, остается на постоянном расстоянии от ножей 1 и 2. Этим и достигается возможность точной установки ножей на вырезку любого (в известных пределах) размера пробок. В положении патрона непосредственно у материала ножи находятся в наиболее раздвинутом положении, и в этом случае вырезаемая пробка будет наибольших размеров. При другом крайнем положении патрона вырезка пробок начнется при максимальном взаимном сближении |Кожей.. (при выдвинутых ножах), и в этом случае будет получаться пробка наименьших размеров. Патрон закрецляется на щпинделе в любом нужном положении.
Передвижение ножей в канавках до конца рабочего хода и обратно осу:;Ществляетс,я посредством механизма, состоящего из рычагов 20 с ручкой 22 .(можно заменить автоматическим толкачом), поворадавающей валик 23 и .рычаги 20 на некоторый угол до ;Встрени рычагов с ограничителем 12.
Цри этом выступы 19, имеющиеся ,на .{ онцах рьщагов и входящие в углубления на бугеле 17, сместят вдоль оси щпинделя скользяще посаженную втулку 14 вместе с кольцами прдщипника 25, закрепленного на ,jBfryinK.-& ,14, .и . с бугелем 17, составляющим одно целое с наружным
кольцом шарикоподшипника 25. Ползуны 5 ножей расположены в канавках 6 патрона 4 и снабжены на концах выступами 13, вложенными в прорези 15 втулки 14, расположенные друг против друга (фиг. 3); этой системой осуществляется сцепление ножей с механизмом их передвижения и обеспечиваетсябеспрепятственное
взаимное сближение ползунов ножей при их передвижении по образующим конуса.
Втулка 14 свободно посажена на шпиндель, но вращается вместе с последним благодаря большему трению скольжения между втулкой и шпинделем, чем трение качания шариков в кольцах шарикоподшипника.
В центральный канал рабочего конца шпинделя вставляется упор 7, опирающийся своим стержнем на шарик 8. Упор 7 под действием пружины 24, находящейся на другом конце шпинделя, прижимаясь к материалу в центре вырезаемой пробки и не вращаясь, тем самым защищает материал от непосредственного действия на резину вращающегося шпинделя.
Предмет изобретения.
1.Станок для вырезания конических пробок из листовой резины и тому подЪбных материалов с применением двух подвижных в осевом направлении ножей, отличающийся тем, что, с целью более точной установки ножей 1 и 2 на разные размеры пробок, ползуны 5 ножей расположены в канавках на коническом патропе 4, подвижно укрепленном на вращающемся шпинделе 3.
2.В станке по п. 1 применение свободно вставленного в канал рабочего конца шпинделя упора 7, служащего для защиты материала от непосредственного действия вращающегося пщинделя.
Фиг
У4
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильный станок для изготовления пробок | 1930 |
|
SU24118A1 |
| Укупорочная машина и патрон для укупоривания бутылок корковыми пробками | 1956 |
|
SU109888A1 |
| Станок для выбивания и расчесывания кистей | 1941 |
|
SU66293A1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ | 2007 |
|
RU2351837C2 |
| Зажимной патрон для буровых штанг | 1936 |
|
SU54164A1 |
| СТАНОК ДЛЯ ВСТАВКИ И ЗАКРЕПЛЕНИЯ ПРОБОК ВО ВТУЛКАХ КАТУШЕК | 1928 |
|
SU20801A1 |
| Режущий инструмент для образования круглых отверстий в стопе листов | 1982 |
|
SU1111858A1 |
| Устройство для вырезки круговых заготовок из листовых полимерных материалов | 1973 |
|
SU479644A1 |
| Патрон для укрепления притираемых стеклянных пробок | 1939 |
|
SU59194A1 |
| Станок для изготовления цилиндрических пробок | 1928 |
|
SU10768A1 |