Как известно, использование ультразвукового метода дефектоскопии лтеталлических изделий для исследования изделий сложной формы затрудняется тем, что результаты контроля в этом случае получаются сбивчивыми и искаженными, т. е. при отсутствии дефекта индикатор показывает наличие таКОВОТО.
Последнее объясняется рядом причин, к основным из которых можно отнести, во-первых, преломление ультразвуковых лучей при прохождении их из одной среды в другую и, во-вторых, «еравномерное излучение ультразвуковых колебаний кварцевыми пластинами.
Способ устранения первой из вышеуказанных причин составляет предмет настоящего изобретения, для устранения же второй причины могут быть применены изоэластические кварцевые пластины, выполненные либо в виде диска специальной формы либо в виде бруска прямоугольного сечения, вы. резанного по направлению наименьшего значения модуля упругости кварца и колеблющегося в направлении, перпендикулярном к электрической оси кристалла.
Используя изоэ.частические пластииы можно добиться получения луча, вы.кодяшего из центра пластины нормально к ее поверхности.
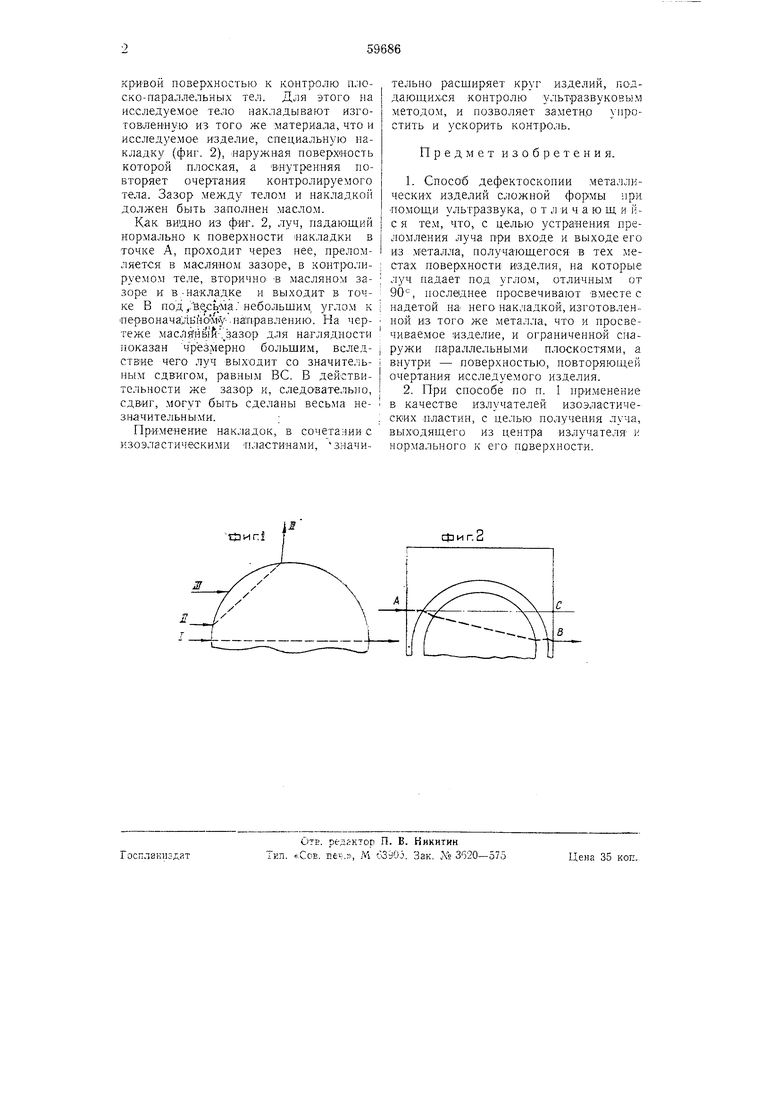
На чертеже фиг. 1 изображает схему хода лучей, падающих под различными углами на криволинейную поверхность изделия (углы преломления рассчитаны для случая алюминий - масло), фиг. 2 - схему, поясняющую сущность изобретения.
Как ВИ1ДНО из фиг. 1, при обычгюм способе просвечивания без преломления через изделие с криволинейной по. верхностью проходит только ллч I, луч II испытывает сильное преломление и не попадает на приемную пластину, а луч П1 падает под углом, превышающим предельный угол полного внутреннего отражения, и поэтому вовсе не входиг в исследуемое изделие. Этот предельный угол, как нетрудно вычислить, очень невелик - он равен, примерно, 14-. Отсюда становится ясным, что обычным способом
просвечивать лишь небольшую среднюю зону изделия.
Согласно изобретению, искусственным путем создаются условия, приближающие контроль тел, обладающих
кривой поверхностью к контр-олю плоско-параллельных тел. Для этого на исследуемое тело накладывают изготовленную из того же материала, что и исслгедуемое изделие, специальную накладку (фиг. 2), наружная поверхччость которой плоская, а внутренняя повторяет очертания контролируемого тела. Зазор между телом и накладко1( должен быть заполнен маслом.
Как видно из фиг. 2, луч, падающий нормально к поверхности «акладки в точке А, проходит через нее, преломляется в масляиО М зазоре, в контролируемом теле, вторично -в масляном зазоре и в-накладке и выходит в точке В под ,в.е.сь;ма.небольшим, углом к первоначадьйЬму-.направлению. На чертеже маслйный-.зазор для наглядности показан чрез мерно большим, вследствие чего луч выходит со значительным сдвигом, равным ВС. В действительности же зазор и, следовате., сдвиг, могут быть сделаны весьма незначительными.:
Применение нак.тадок, в сочетании с изоэластическими туластинами, значительно расширяет круг изделии, поддающихся контролю ультразвуковым методом, и позволяет заметил упростить и ускорить контроль.
Предмет изобретения.
1.Способ дефектоскопии металлических изделий сложной формы при тюмощи ультразвука, о т л и ч а ю щ и нс я тем, что, с целью устранения преломления луча при входе и выходе его из металла, получающегося в тех местах поверхности изделия, на которые луч падает под углом, отличным от 90, последнее просвечивают вместе с надетой на него накладкой, изготовленной из того же металла, что и просвечиваемое изделие, и ограниченной снаружи параллельными плоскостями, а внутри - поверхностью, повторяющей очертания исследуемого изделия.
2.При способе по п. I прим.енение в качестве излучателей изоэластических пластин, с целью получения луча, выходящего из центра излучателя к нормального к его поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пьезоэлектрический излучатель ультразвуковых колебаний | 1939 |
|
SU59986A1 |
| Искательная головка к ультразвуковому дефектоскопу | 1957 |
|
SU120948A1 |
| Способ передачи сдвиговых ультразвуковых колебаний | 1957 |
|
SU122932A1 |
| Импульсный ультразвуковой способ выявления дефектов материала и устройство для осуществления этого способа | 1951 |
|
SU100284A1 |
| Исполнительный механизм следящей системы ультразвукового дефектоскопа | 1969 |
|
SU302659A1 |
| Способ уменьшения мертвой зоны в ультразвуковых эхо-дефектоскопах | 1961 |
|
SU148949A1 |
| Ультразвуковой дефектоскоп | 1966 |
|
SU209823A1 |
| Искательная головка к ультразвуковому эхо-дефектоскопу | 1960 |
|
SU133668A1 |
| Резонансный ультразвуковой дефектоскоп-толщемер | 1954 |
|
SU105224A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1987 |
|
SU1426227A1 |
Оиг
фи г. 2
