(54) МОЕЧНО-СУШИЛЬНЫЙ АГРЕГАТ ДЛЯ ОЧИСТКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
t
Изобретение относится к машиностроению, а именно к технологическим устройствам для очистки блоков цилиндров двигателей внутреннего сгорания.
Известны моечнотсушильные агрегаты, содержащие секции промывки и,сушки, проходной конвейер, систему подачи и средства нагрева технологических жидкостей и сжатого воздуха и систему управления с золотниками и силовыми цилиндрами 1.
В таких агрегатах качество промывки деталей сложной конфигурации, имеющих Q масляные каналы, низкое, так как практически масляные каналы остаются не очищенными.
Цель изобр,етения - повышеиие качества обработки путем промывки масляных каналов принудительной прокаткой через них 15 технологических жидкостей.
Указанная цель достигается тем, что агрегат дополнительно снабжен пневмокамерами и соединительными коллекторами, причем пневмокамеры выполнены с соосными поршнями, торцовыми уплотнениями, 20 и осевыми отверстиями, и силовые цилиндры системы управления связаны с пневмокамерами, а отверстия крайних пневмокамер
соединены коллекторами с системой подачи технологических жидкостей и сжатого воздуха.
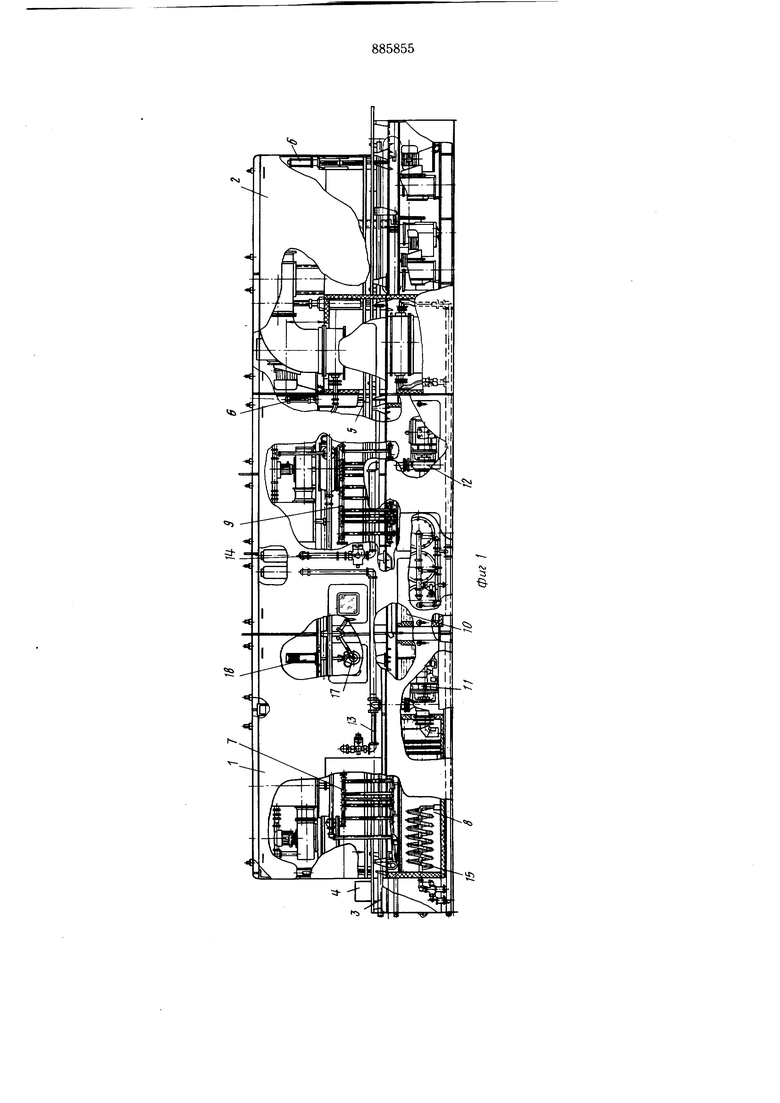
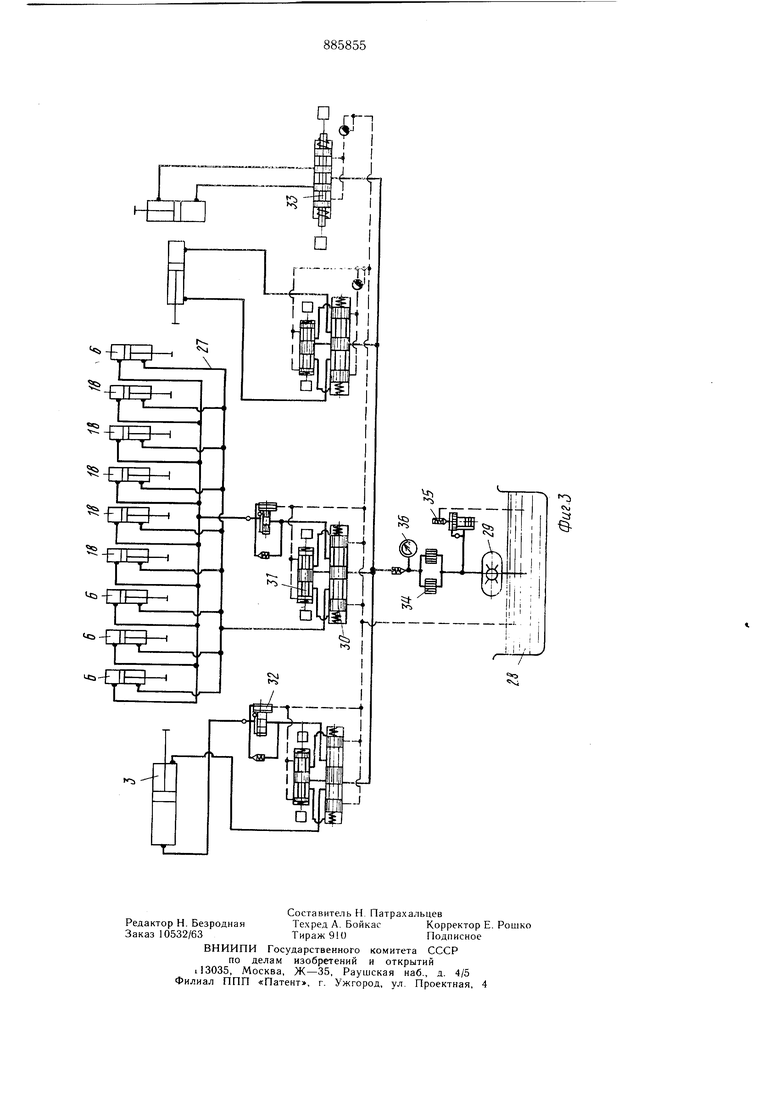
На фиг. 1 представлен агрегат, общий вид; на фиг. 2 - узел с пневмокамерами; на фиг. 3 - принципиальная схема магистралей.
Моечно-сушильный агрегат состоит из секции 1 промывки и секции 2 сушки с проходным толкающим конвейером 3 для перемещения изделия 4 с одной рабочей позиции на другую в соответствии с технологическим процессом мойки и сушки. Секции разделены между собой перегородками 5, поднимаемыми с помощью гидроцилиндров 6. В секции 1 промывки имеется коллектор 7 промывки моющим раствором 8 и коллектор 9 промывки горячей водой 10. Подача моющего раствора 8 и горячей воды 10 (технологических жидкостей) в зоны обработки осуществляется с помощью насосов 11 и 12 и системы трубопроводов 13 и 14. Подогрев технологических жидкостей осуществляется с помощью змеевиков 15. Промывка масляных каналов 16 изделия 4 осуществляется с помощью специальных приспособлений 17, опускаемых в рабочую зону с помощью гидроцилиндров 18. Приспособление 17 для промывки масляных каналов 16 изделия 4 состоит из пневматических камер 19, в которых размещены поршни 20 и 21 с уплотнителями 22. Гнезда 23 с масляными каналами 16 изделий 4 соосны с центральными отверстиями 24 поршней 20 и 21. Центральное отверстие 24 крайних пневмокамер 19 через коллектор 25 подсоединено к системам трубопроводов 13 и 14 и цеховой сети сжатого воздуха. Пневмокамеры 19 связаны между собой воздушным коллектором 26. Управление работой толкающего конвейера 3, а также цилиндров 6 и 18 осуществляется с помощью гидросистемы 27, состоя: щей из масляного бака 28, насоса 29, золотников 30-33, фильтров 34, клапанов 35 и контрольной аппаратуры 36.
Агрегат работает следующим образом.
С помощью подъемного устройства (не показано) изделие 4 устанавливается на толкающий конвейер 3, с помощью которого подается на позицию общей промывки, где с помощью коллектора 7 с форсунками производится общая промывка его моющим раствором 8,. который к изделию 4 подается с помощью насоса 11 и трубопроводов 13. По окончании общей промывки изделие 4 поступает на позицию промывки масляных каналов моющим раствором 8. При этом специальные приспособления 17 с помощью цилиндров 18, питаемых с помощью гидросистемы 27 опускаются в зону обработки, после чего подается команда на подачу сжатого воздуха в камеры 19. Сжатый воздух от цеховой пневмосети через коллектор 26 подается в камеры 19, после чего порщни 20 и 21, раздвигаясь, образуют вместе с гнездами 23 изделия 4 замкнутую полость, куда с помощью насосов II и 12 по системам
трубопроводов 13 и 14, через коллекторы 25 подается моющий раствор 8, горячая вода 10 или сжатый воздух от пневмосети. Далее рабочая жидкость 8 и 10 (сжатый воздух) проходит через масляные каналы 16 издеЛИЯ 4, промывает (продувает) их и сливается назад в соответствующую емкость (в атмосферу). Пройдя полный цикл мойки и продувки, изделие 4 с помощью конвейера 3 поступает в секцию сушки 2, а затем на дальнейшую обработку в соответствии с технологическим процессом.
Формула изобретения
Моечно-сушильный агрегат для очистки блока цилиндров двигателя внутреннего сгорания, содержащий секции промывки и сушки, проходной конвейер, систему подачи и средства нагрева технологических жидкостей и сжатого воздуха и систему управления с золотниками и силовыми цилиндрами, отличающийся тем, что, с целью повышетшя качества обработки путем промывки масляных каналов принудительной прокачкой через них технологических жидкостей, агрегат дополнительно снабжен пневмокамерами и соединительными коллекторами, причем Пневмокамеры выполнены с соосными поршными, торцовыми уплотнениями и осевыми отверстиями и силовые цилиндры системь управления связаны с пневмокамерами, а отверстия крайних пневмокамер соединены коллекторами с системой подачи технологических жидкостей и сжатого воздуха.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 256463, кл. G 01 М 15/00, 1976.
tvj
и
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для стерилизации медицинского инструмента | 1975 |
|
SU597369A1 |
| МОЕЧНАЯ МАШИНА ДЛЯ АВТОМАТИЗИРОВАННОЙ ОЧИСТКИ МЕХАНИЧЕСКИХ ДЕТАЛЕЙ И УЗЛОВ | 2007 |
|
RU2348553C1 |
| Установка для мойки стеклянных трубок | 1961 |
|
SU149196A1 |
| Устройство для очистки полых или пористых изделий | 1986 |
|
SU1319941A1 |
| Устройство для сушки изделий | 1978 |
|
SU751392A1 |
| Установка для мойки и сушки полых изделий | 1990 |
|
SU1741935A1 |
| Конвейерная моечная машина | 1986 |
|
SU1389885A1 |
| КОМПЛЕКС ДЛЯ МОЙКИ И СУШКИ ОТХОДОВ ПЕНОПОЛИСТИРОЛА | 2022 |
|
RU2793646C1 |
| Поточная линия для нанесения покрытий на изделия | 1991 |
|
SU1811913A1 |
| Автоматизированный склад для хранения изделий | 1988 |
|
SU1655868A1 |