В настоящее время шрифты изготовляются из гарта, в состав котороговходят свинец, сурьма, олавр-; для уменьшения содержания оло-ва в сплав вводят мышьяк.
Изгстовлевие шрифтов осуществляете яз на словОЛитных машинах, представляющих Собой; законченный автомат, .причем -изготовленные шрифты дальнейшей обработки не требуют и могут быть н-епосредственно использованы для набора.
Настоящее изобретение предназначено для использования пластических Mate в качестве материала, а именно, пластмассы «фенопласт с наполнением древесной мукой.
Предлагаемая настоящим изобрете-нием прбссформа предназначена для изготовления шрифта из пластмассы путем последовательного прессования. Прессформа составлена из колодок, расстояние между которыми определяется размерами кегля, особой пластинки с толкачом и матрицы, скрепленной подпружиненным ползунОМ 1рессующей машины.
Пресбформа рассчитана «а изготовление шрифтов и пробельных материалов от б-го до 48-го кегля, т. е. всех шрифтов, изготовляемых в настоящее время из гарта.
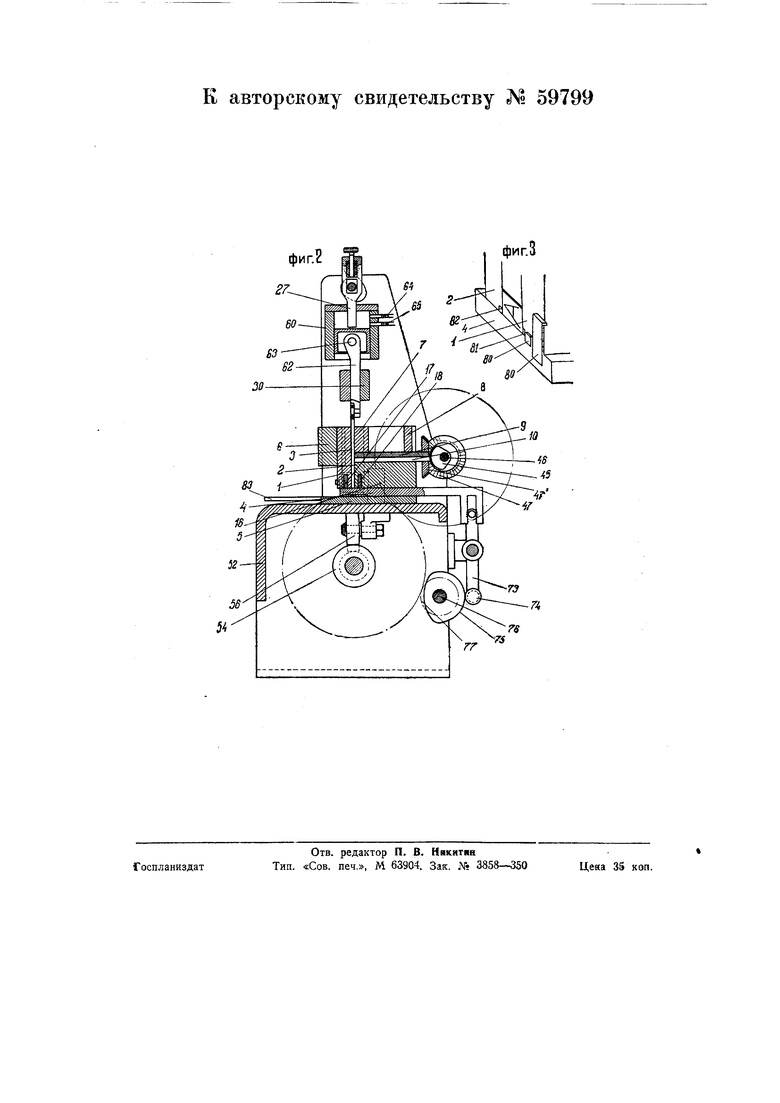
На чертеже фиг. 1 показывает расположение прессформ в -прессующей машине; фиг. 2 - разреа через одну из форм; фиг. 3 - вид формы в перспективе.
Как видно из чертежа, прессформы составлены из укрепленных на плите 52 (фиг. 1. и 2), между станинами 52, нескольких пар пластинок Г, 2, одна из которых 2 образует плоскость формы, соответствующую ноЖке литеры, а у другой Г, в участке расположения спрессованной литеры, сделан вырез, служащий для устано вки. матрицы 10. Матрица устанавливается так, чтобы линия, проведенная нижние подчерки литеры, была вертикальной. К пластинказд 1, 2 прикреплейы колодки 1, 2 формы (фиг. 3). Для большей устойчивости передней колодки 1, на которую передается давление прессуемого материала, фиксирование ее в определеннюм положеииИ осуществляется КЛИНОВЫМИ приспособленияМИ; (не показанными на1 чёргтеже), упирайщимися в поперечиуи) траверсу 6. Задняя колодка 2 может быть укреплена йа плите и фиксироваил шпильками. Расстаяние между передней и задней колодкой апределяется .размером: кеглей Изготовляемых шрифтов, например, для шрифта - кегль 28 расстояние между колонками будет равно 28 типогра фоким пунктам:. Нижняя плоскость прессформы образуется толхачом 4, котОрыЙ в момент прессования литеры перекрывает форму; после полного затвердевания пластмассы толкач 4 Отводится в заднее положеиие, открывая прессформу для вывода литеры. Матрица 10 так же как и толка1ч 4 в момент прессования плотно прижата к прессформе, а перед выводом литеры отво|дИТся в левое положение, полностью освобождая рельеф очка литеры.. Между плоскостями формы расположен пуансон 3, образующий своей торцевой частью одну из плоскостей прессформы.
Согласно литературным данным, подтвержденным практикой, -в момент прессования порошок может проникать в зазоры величиной не менее 0,05 мм. Учитывая возможность точпогО изготовления плоскостей, можно обойтись без дополнительных приспособлений для срезки заливов. В случае же необходимости установить приспособление для срезки заливов прессформа может быть дополнена шлифующими ножами. Для срезки горизонтальных заливов по нижней и верхней (частях литеры на толкаче 4 -в , части укрепляется двойной нож 80 (фиг. 3), который при движении толкача 4 в: заднее положение срезает образовавшиеся заливы. Вертикальные заливы могут быть срезаны ножами 81, 82, установленными на крлодках 1, 2 ниже прессуемого пространства в момент вывода литеры из формы. Прогрев формы осуществляется электрическими элементами 17, 18, установленными в пазах колодок; если окажется, что двух элементов недостаточно, то можно ввести элементы и в пластинки Г, 2. Для того, чтобы температура формы не изменялась в зависимости от изменения напряжейия, электрическая часть подогрева должна быть Оборудована терморегулятором обычного устройства.
Загрузка прессформы производится автоматически с объемным тарированием порошка. В верхнем положении: пуансона 3 его нижняя плоскость устанавливается выше загрузочного валика 9, в котором 1ПО всей длине сделано эксцентрииное отверстие, пересе.кающее его образующую, вследствие чего валик имеет серпообразное сечение. В отверстии валика перемещается палец 10, который при верхнем положении пуансона перемещается вправо; в этом положении валик устанавливается пазом к порошку, находящемуся в загрузочном бункере 7, 8. После заполнения паза порошком, валик 9 пов.орачивается «а 180°, а палец 10 перемещается влево, выталкивая порошок в прессформу. Так как nOi условиям работы требуется подача разного количества - порошка, то правый клин бункера 8 может перемещаться, изменяя длину аагрузки паза валика 9.
Для ускорения цикла прессования загрузочное устройство .может быть оборудовано электропОД огрев ом с. постоянной температурой 60-70°. Управление загрузочным устройством выполнено следующим образом: на валике 9 укреплена коническая шестерня 47, сцепляющаяся с шестерней 47, посаженной на валике 46. В шестерне 47 в двух диаметрально противоположных секторах зубья срезаны. Один участок вырезанных зубьев соответCTiByeT высоте валика 9 в верхнем ioложении, в момент загрузки его порошкОМ, а другой - в нижнем положении в момент выталкивания порошка. Шестерня 47 При повороте на некоторый угол выходит из сцепления с шестерней 47, вследствие чего валик 9 перестает поворачиваться, а при вступлении следующих зубьев :в сцеп-; ление валик начинает вновь поворачиваться, перенося порошок в нижнее положение. Палец 10 на конце своем имеет сферический ролик, катящийся по эксцентрику 45, причем профиль эксцентрика выбирается в соответствии с величиной перемещения пальца 10. Замыкание мбХантама может быть произведено Пазовым эксцентриком или пружиной, действующей 1та палец.
Действие толкача 4 управляется эксцентриковым механизмом, состоящим из следующих частей: рычага 73,
ролика 74, эксцентрика 75, вала 76 и шарнирных соединений. Толкач перемещается в двух направляющих, одной из которых являются -Г-орды коло,док 1, 2, а другой - пластины 5.
Кроме -перекрытия нижней части пре,ссформы толкач 4 служит для выведення литер на транспортный жолоб 83.
Для воспроизведения рельефного изображения очка на литере & прессующей машине применены с н/екоторым изменением матрицы, употребляем ые в словолитных машинах. Изменение заключается увеличении полей матрицы с тем, чтобы расстояние от очка до одного края было равно четырехкратной величине толщины изготовляемой литеры.
При работе прессующей машины М1атрица 10 перемещается параллельно своим осям. Б момент, прессования матрица находится в неподвижном по.ложении, плотно прилегая к боковым сторонам колодок 1, 2, а в момент вывода литеры матрица отводится от формы на величину двойной высоты очка или «а величину размера щлифоso4iHoro ножа 80. Матрица перемещается вместе с ползуном 11, на котором она жестко укреплена. Ползун 11 прижимается к форме пружиной 15, что дает в результате эластичный прижим матрицы, необходимый для сохранения очка при ненормальностях прессования литеры, и возможность останавить перемещение ползуна при перестановке матрицы, не останавливая работы всего пресса. Отвод матрицы выполняется рычагом 56, управляемым эксцентриком 54. Для обеспечения от1 поперечиых перемещений ползуна 11 направляющая 16 его сделана клинообразной.
Ползун 11 прижимается к направляющей двумя роликами 13, сядящими на каретке, которая в свою iочередь притягивается к направляющей гайкой 14. Пуансон 3, перемещающийся меж)ду плоскостями формы, жестко закреплен в ползуне 62, который скользит в направляющей 30 и своим концом соединен с пальцем 63 порщнябО. В дне порщня укреплен шток 27, несущий на Своем конце палец 24 с двумя роликами 21. При помощи винта 22
палец может перемещаться вдоль оси щтока 27. Ролики катятся по двум эксцентрикам 20, определяющим глубину опускания пуансона, а вместе с этим и толщину прессуемой литеры. Так как положением роликов на штоке определяется размер толщины литеры без изменения величины хода пуансана, но .с переносом его траектории, то регулируемый винт 22 должен быть градуирован на типографские пункты или на миллиметры. При нижнем положении пуансона, перемещая ролики вниз, можно увеличивать толщину литеры, а при перемещении роликов вверх можно уменьщать толщину литеры.
Давление на поршень может передаваться воздухом или жидкостью через клапан 64; при этом другой клапан 65 служит для выхода воздуха или жидкости. При прессовании необходимо останавливать действие одной прессформы при работе других; для этого впускной клапан должен управляться специальным механизмом подходящего устройства, включающим его через определенное число ходов поршня. Для одиой мащины может быть сделан индивидуальный коюпрессор51, работающий от самостоятельного двигателя, а ДЛЯ большого количества прессов может быть поставлен один компрессор на асе прессы.
Трансмиссия пресса состоит из электродвигателя 48, который через коробку 50 скоростей передает вращение на вал 53, на одном конце которого посажена коническая шестерня 43, сцепляющаяся с передаточной шестерней 42. При помощи вертикального вала 44 и пары конических шестерен 26, 25 вращение передается на вал 23. На другом конце вала 53 посажена цилиндрическая шестерня 40, сцепляющаяся с шестерней 41, укрепленной на валике 46. При помощи шестерни 77 вращение передается на вал 76. Таким образом осуществляется передача к; четырем основным валкам пресса: матричному 53, загрузочному 46, поршневому 23 и выводному 76. Кроме перечисленных ва-лоз должен быть установлен вал для счетчиков числа отпрессованных литер.
Действие всех прессформ происходит не одновременно, а последовательно. Если 360° принять за полный оборот лоршневого вала 23, то первый пуансон, начнет опускаться в 0°, второй в 18°, третий .в 36°, четвертый и 54°, пятый в 72° и т. д. (число прессформ принято равным двадцати-).
Другие механизмы в соответствии с пуаисоном будут сдвинуты между собой на 18° или -на Ч., часть оборота. Такое действие механизмов выполненосдвиганием эксцентриков 20, 54, 75 и 45 и шестерен 47, 47 на 18°, -причем профили их и числа зубьев совершенно одинаковы. Для последовательного открытия клапана должен быть установлен .соответствующий распределительный вал.
Подобное устройство позволит равномерно Использовать мощность двигателя, & также компрессора и кроме того, в машине не появятся одновременно значительные нагрузки при полной разгрузке в некоторых положениях механизмов.
Цикл одной прессформы будет следук щИ|й. За иулевое- положение механизмов прессформы принимаем верхнее положение пузнеона: 3. В это Время матрица 10 подходит к п.рессформе, а валик, 9 на чинает поворачиваться вокруг своей оси. В нижнем положений загрузочного паза валик 9 прекращает вращение, и палец 10, перемещаясь вдоль своей оси, загружает прессформу порошком. После загрузки Прессформы валик 9 поворачивается, а палец 10 освобождает загрузочный паз.
Одновременно с этим пуансон опускается, спрессовывая загруженную пластмассу. В -момент нахож дения пуансона в нижнем положении происходит ироцесс затвердевания массы, и воспроизводится внутренняя полость прессформы. По окончании процесса затве-рдеваяия матрица 10 отводится от спрессованной литеры, а толкач 4, перемеацаясь вправо, освобождает нижиюю плоскость прес-сформы. В дальнейшем ролик 21 переходит «а- окружность меньщ-его радиуса эксцентрика 2, и остаточ-ное давление в цилиндре выводит литеру -из прессформы. Выведенная литера- переносится торцем толкача 4 на транспортный жолоб 83, после чего процесс изготовления литеры считается законченным. В дальнейшем механизм приходит в первоначальное положение, при-чем действие одного механизма во времени может совпадать -частично или полностью с другим механизмом.
Предмет изобретения.
Прессформа для изготовления шрифтов из пластма-ссы туте-м; последовательного прессования, о т л и ч а тем, что она составлена из колодок 1, 2, расстояние между которыми определяется размера1ми кегля, пластинки с толкачом 4, перекрывающей фо-рму снизу и выталкивающей готовую литеру, и матрицы 10, скрепленной с подпружиненным ползуном М тгрессующей машины.
Ci
a t-
Oi
to
L, Г
; л
фиг. I
74
fS
7S

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| Станок для фрезерования мальозных игл | 1930 |
|
SU28888A1 |
| Пишущая машинка для печатания текста типографским шрифтом | 1933 |
|
SU37716A1 |
| Фотонаборная машина | 1935 |
|
SU49834A1 |
| Станок для изготовления щитов из камыша | 1932 |
|
SU33289A1 |
| Двухэтажная пресс-форма | 1959 |
|
SU124105A1 |
| Автомат для изготовления демпферных и шультерных пружин | 1961 |
|
SU147569A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ, НАПРИМЕР, МЕТАЛЛОКЕРАМИЧЕСКИХ СПЛАВОВ | 1954 |
|
SU100554A1 |
| Машина для набора литер и штампования их на металлическом листе | 1926 |
|
SU5388A1 |
| Гидравлический пресс для формования и при штамповки резиновых или других подошв на обуви | 1949 |
|
SU93615A1 |