Известны гибочные автоматы для изготовления разного рода изделий из лроволоки, состоящие из механизма подачи проволоки, рихтующих роликов, оправок для навивки пружины, матриц, пуансонов и отрезных ножей.
Описываемый автомат для изготовления демпферных и шультерных пружин отличается от известных тем, что в нем применены приводимая в возвратно-вращательное движение на заданный угол и кинематически связанная с механизмом подачи проволоки ведущая шестерня с закрепленным на ней рычагом с пуа«оо«ом и ножом, взаимодействующим с ножом матрицы, и приводная шестерня, находящаяся в постоянном зацеплении с ведущей щестерней и осуществляющая навивку витков пружины на выдвижную оправку.
Такое выполнение конструкции автомата позволяет механизировать производство демпферных и шультерных пружин, применяемых при изготовлении пианино.
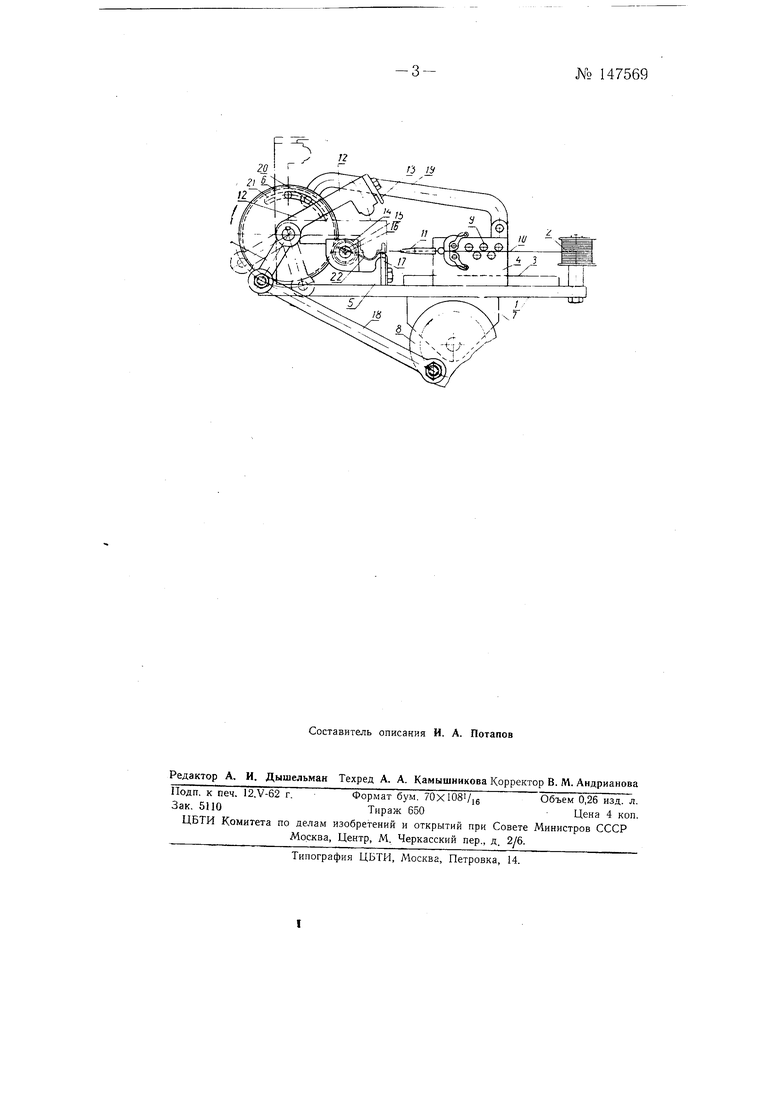
На чертеже изображен предлагаемый автомат для изготовления демпферных пружин.
Автомат состоит из плиты 1, на которой жестко укреплены стойка с катущкой 2 для проволоки, салазки 3 суппорта 4, стойка 5 ведущей шестерни 6 и кронштейн 7 приводного эксцентрика 8, получающего движение через редуктор от электродвигателя.
По салазкам 3 возвратно-поступательно движется суппорт 4, который снабжен роликовым устройством 9 для рихтовки проволоки 10 и мундштуком 11. На ведущей шестерне 6 жестко укреплен двуплечий рычаг-пуансон 12 с отрубным ножом 13.
На стойке 5 укреплена ведомая шестерня 14 с ловителем 15 и утопающим центром 16.
Механизм отвода центра и направляющие щитки для вращающегося длинного конца пружины на чертеже не показаны.
№ 147569 2 В пазе стойки 5 укреплена матрица 17 с ножом, которая выдвигается только в момент отрубки пружины ножом 13. Силовая связь между деталями осуществлена рычагами 18 к 19, при этом рычаг 18 шарнирно соединяет эксцентрик 8 с рычагом 12, а рычаг 19 - шестерню 14 с суппортом 4.
Автомат работает следующим образом.
Ведущая шестерня 6 вращается против часовой стрелки, поднимая рычаг-пуансон 12 в положение, показанное «а чертеже пунктиром. Палец 20 рычага 19 упирается в конец круглого паза 21 ведущей щестерни 6, и при дальнейшем ее движении рычаг 19 начинает (передвигать супцорт 4, а вместе с ним и мундштук 11 к выдвинутому центру 16.
Рычаг-пуансон 12 занимает крайнее верхнее положение, при этом мундщтук 11 подходит к центру 16. В этот момент мундштук кулачком подгибается к центру и проволока оказывается захваченной ловителем 15 ведомой шестерни 14 и юрижатой к центру 16. Рычаг-пуансон 12 двигается по часовой стрелке, палец рычага 19 свободно скользит по круговому пазу шестерни 6, суппорт 4 .стоит на месте, ведомая шестерня 14 вместе с ловителем 15 вращается, «авивая проволоку на неподвижно стоящий выдвинутый центр 16. Длина кругового паза равна примерн-о длине окружности ведомой шестерни 14. Палец рычага 19 упирается в конец круглого паза, суппорт, 4, толкаемый рычагом 19, движется вправо и, когда рычаг-пуансон займет крайнее нижнее положение, выдвинется матрица 17 и -нож 13 отрубит проволоку.
Рычаг-пуансон 12 движется из крайнего нижнего положения к среднему (см. чертеж). Палец рычага 19 скользит по пазу шестерни 6. Суппорт стоит на месте. Центр и матрица утапливаются. Готовая пружина 22 сбрасывается. Далее цикл повторяется.
Для изготовления шультерных пружин применяются соответствующая матрица и форма пуансона.
Управление мебельной и деревообрабатывающей промышленности Ленинградского совнархоза отмечает полезность предложения, позволяющего механизировать процессы изготовления демпферных пружин.
Предмет изобретения
Автомат для изготовления демпферных и шультерных пружин с кривошипно-шатунным приводом, снабженный механизмом подачи проволоки, рихтующими роликами, оцравкой для навивки пружины, матрицей, пуансоном и отрезными ножами, отличающийся тем, что, с целью упрощения конструкции автомата, в нем применены приводимая в возвратно-вращательное движение на заданный угол и кинематически связанная с механизмом подачи проволоки ведущая шестерня с закрепленным на ней рычагом с пуансоном и ножом, взаимодействующим с ножом матрицы, и приводная шестерня, находящаяся в постоянном зацеплении с ведущей шестерней и осуществляющая навивку витков пружины на выдвижную оправку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для изготовления шрифтов пластмассы путем последовательного прессования | 1939 |
|
SU59799A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| Устройство для навивки пружинС фАСОННыМи КОНцАМи | 1979 |
|
SU799882A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| СПОСОБ УСТАНОВКИ И ФИКСИРОВАНИЯ РАБОЧИХ ОРГАНОВ ТЕХНОЛОГИЧЕСКИХ МАШИН | 2000 |
|
RU2191696C2 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| СПОСОБ НАВИВКИ ПРУЖИН С ФИГУРНЫМИ КОНЦАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147964C1 |
НЕ. стр. 2, в строках 9 и 21 сверху вместо слова кругового. ОПЕЧАТКА круглого следует читать
о
