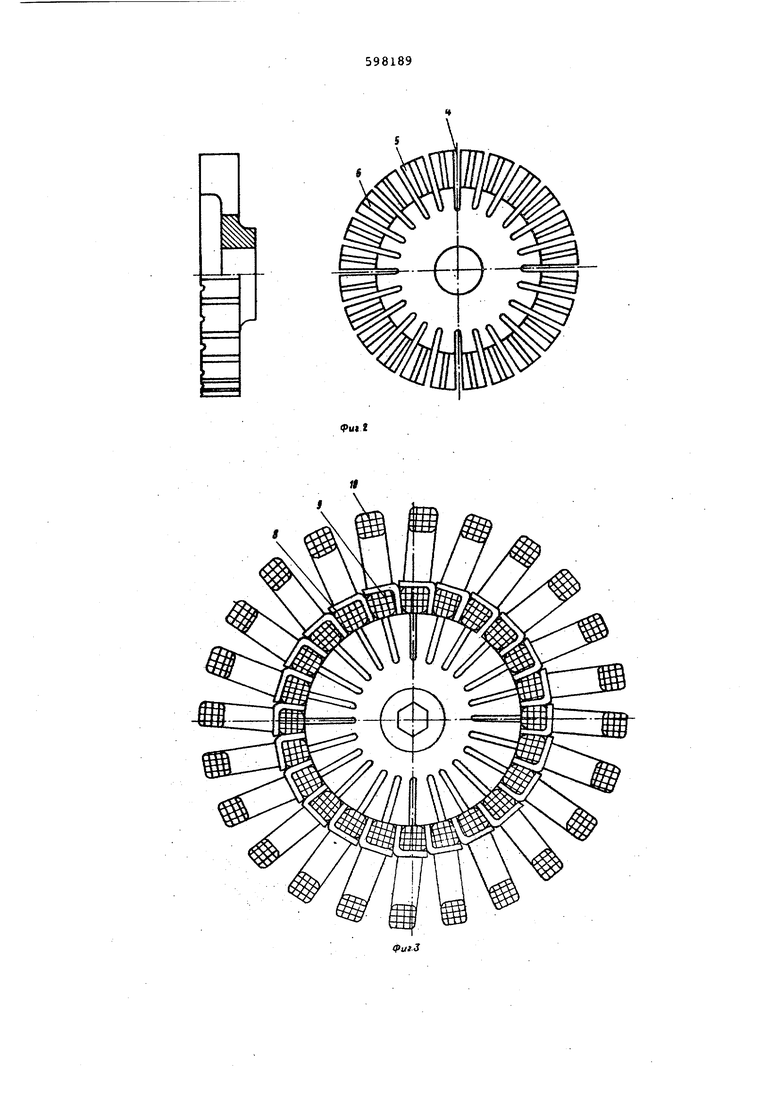
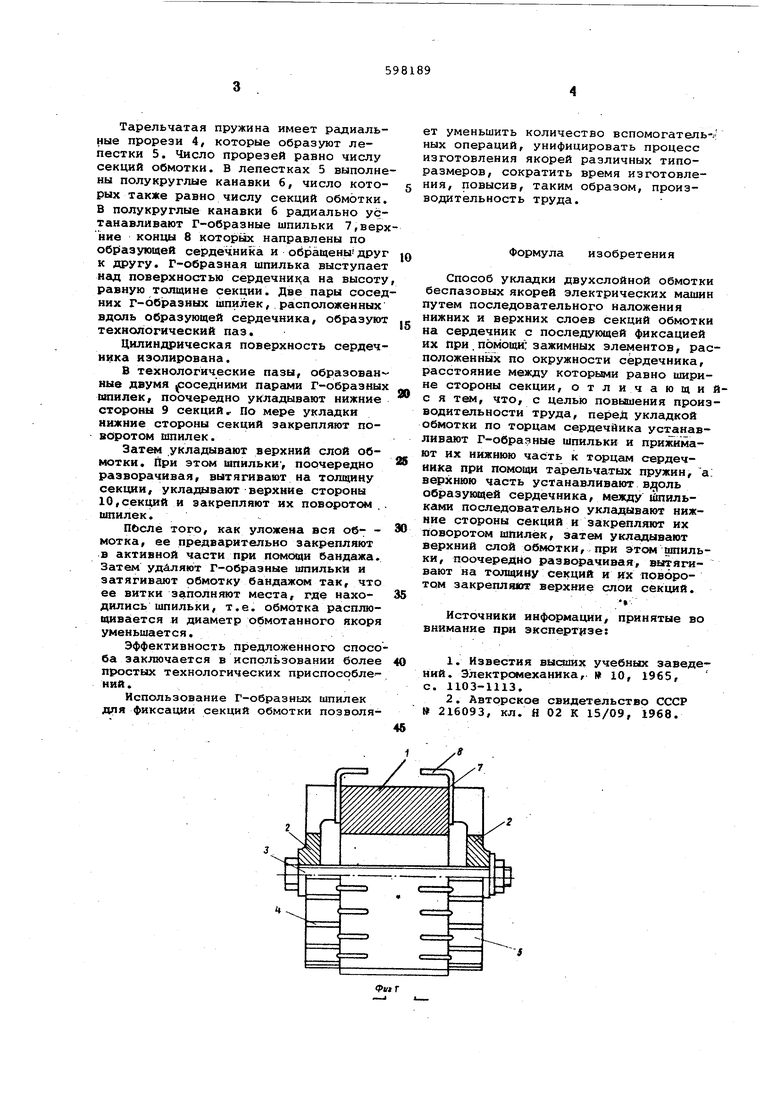
Тарельчатая пружина имеет радиальные прорези 4, которые образуют лепестки 5. Число прорезей равно числу секций обмотки. В лепестках 5 выполнены полукруглые канавки 6, число которых также равно числу секций обмотки. В полукруглые канавки 6 радиально устанавливают Г-образные шпильки 7,верхние концы 8 которых направлены по обЕ1 аэующей сердечника и обращеныдруг к другу. Г-образная шпилька выступает над поверхностью сердечник.а на высоту равную толщине секции. Две пары соседних г-обраэных шпилек, расположенных вдоль образующей сердечника, образуют технологический паз.
Цилиндрическая поверхность сердечника изолирована.
В технологические пазы, образованные двумя оседними парами Г-образных 1Ш1илек, поочередно укладывают нижние стороны 9 секций.. По мере укладки нижние стороны секций закрепляют поворотом шпилек.
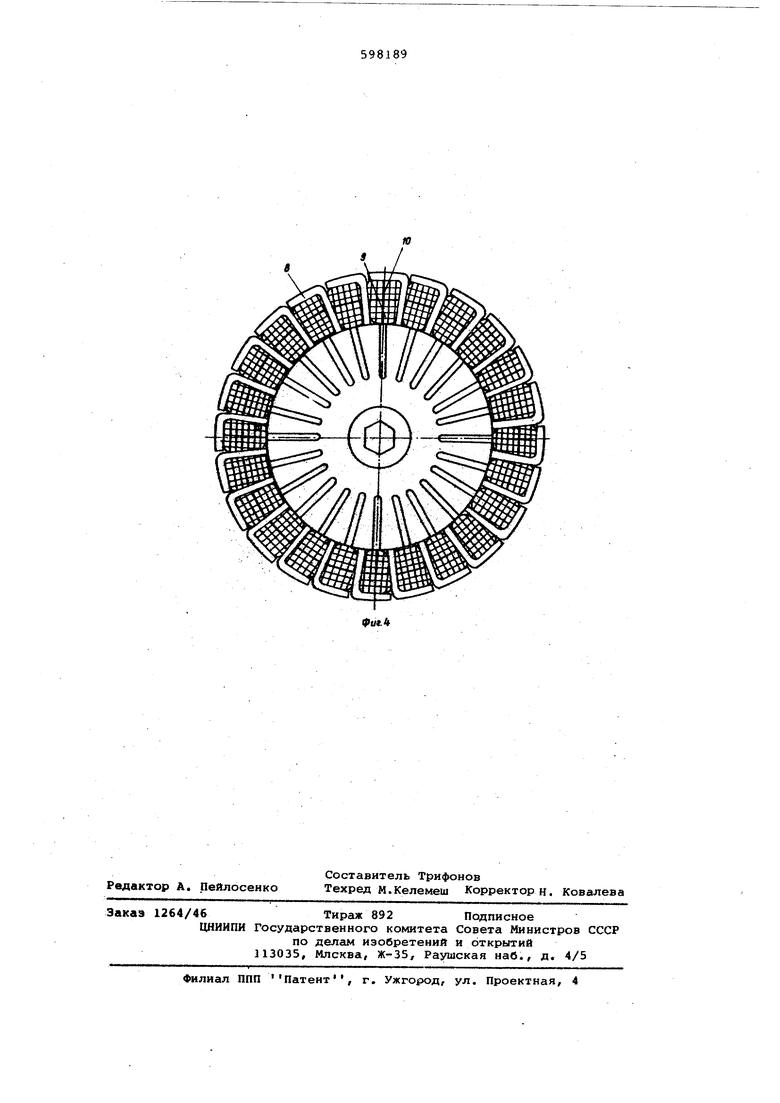
Затем укладывают верхний слой обмотки. При этом ШПИЛЬКИ , поочередно разворачивая, вытягивают на толщину секции, укладывают верхние стороны 10,секций и закрепляют их поворотом , шпилек.
после того, как уложена вся ов- мотка, ее предварительно закрепляют в активной части при помсици бандажа. Затем УДАЛЯЮТ Г-образные шпильки и затягивают обмотку бандажом так, что ее витки заполняют места, где находилисьШпильки, т.е. обмотка расплющивается и диаметр обмотанного якоря уменьшается.
Эффективность предложенного способа заключается в использовании более простых технологических приспособлений.
Использование Г-образных шпилек для фиксации секций обмотки позволя
ет уменьшить количество вспомогатель-.« ных операций, унифицировать процесс изготовления якорей различных типоразмеров, сократить время изготовления, повысив, таким образом, производительность труда.
Формула изобретения
Способ укладки двухслойной обмотки беспазовых якорей электрических машин путем последовательного наложения нижних и верхних слоев секций обмотки на сердечник с последующей фиксацией их при.помощи; зажимных элементов, расположенных по окружности сердечника, расстояние между которыми равно ширине стороны секции, отличающис я тем, что, с целью повышения производительности труда, перед укладкой обмотки по торцам сердечйика устанавливают Г-образные шпильки и прижимают их нижнюю часть к торцам сердечника при помощи тарельчатых пружин, а; верхнюю часть устанавливают образующей сердечника, между |1шильками последовательно укладывают нижние стороны секций и закрепляют их поворотом шпилек, затем укладывают верхний слой обмотки, при шпильки, поочередно разворачивая, вытягивают на толщину секций и tfx поворотом закрепляют верхние слои секций.
Источники информации, принятые во внимание при эксперт{1зе:
1.Известия высших учебных заведений. Электромеханика, Ю, 1965,
с. 1103-1113.
2.Авторское свидетельство СССР 216093, кл. Н 02 К 15/09, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки обмотки полых бескаркасных якорей электрических машин | 1979 |
|
SU864445A1 |
| СПОСОБ УКЛАДКИ ДВУХСЛОЙНОЙ ОБМОТКИ ГЛАДКИХ ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН | 1966 |
|
SU216093A1 |
| Способ укладки однослойной обмотки гладких якорей электрических машин | 1980 |
|
SU943998A1 |
| ЯКОРЬ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ ПОСТОЯННОГО ТОКА | 1993 |
|
RU2076427C1 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |
| МНОГОКАНАЛЬНЫЙ РЕЛЬСОВЫЙ РАЗРЯДНИК | 2003 |
|
RU2247453C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1998 |
|
RU2131637C1 |
| Якорь электрической машины | 1978 |
|
SU792489A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |