(54) ПИСТОЛЕТ ДЛЯ ПРИВАРКИ ШПИЛЕК

| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для приварки шпилек | 1975 |
|
SU521091A1 |
| Пистолет для приварки шпилек | 1977 |
|
SU733908A1 |
| Полуавтомат для приварки шпилек | 1978 |
|
SU795807A1 |
| Пневматическое устройство для приварки шпилек | 1948 |
|
SU83687A1 |
| Способ приварки стальной шпильки и устройство для его осуществления | 1979 |
|
SU856712A1 |
| ПИСТОЛЕТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1965 |
|
SU174298A1 |
| Сварочный пистолет | 1958 |
|
SU117942A1 |
| Пистолет для приварки шпилек | 1985 |
|
SU1299734A1 |
| УСТРОЙСТВО для ПРИВАРКИ ШПИЛЕК | 1967 |
|
SU189968A1 |
| Пистолет для приварки шпилек | 1974 |
|
SU486879A1 |

1
Изобретение относится к сварке, а именно к сварочному оборудованию для контактно-дуговой приварки шпилек и подобных им изделий с использованием флюсовы; или керамических колец и может быть использовано в судостроении, мащиностроении, в строительстве и в других отраслях промышленности.
По основному авт. св. № 521091 известен .пистолет для приварки шпилек, содержащий корпус с рукояткой, несуш,ий захват для шпильки, стопор и электромагнитный привод для отрыва шпильки от изделия. Привод выполнен в виде двух электромагнитов, установленных один под другим, с расположенными с внешних сторон последних .якорями, а стопор выполнен в виде проходящего через сердечники электромагнитов толкателя, закрепленного на якоре верхнего электромагнита с возможностью перемещения. Якори электромагнитов выполнены тарельчатыми и в корпусе выполнен вырез. Перед сваркой шпильку устанавливают в несущем захвате пистолета так, чтобы привариваемый ее конец несколько выступал за базовую поверхность втулки, в которой установлено флюсовое или керамическое кольцо. Пистолет устанавливают на изделие, опирая о шпильку в месте приварки. Нажимом на рукоятку пистолета обеспечивают совмещение привариваемого торца шпильки с базовой поверхностью втулки и базовой поверхности втулки с поверхностью изделия. При этом шпилька проскальзывает в несущем захвате 1.
Однако этот пистолет имеет недостаточную надежность при приварке резьбовых щпилек вследствие появления отказов при приложении больших усилий, приводящих к перекосам и заклиниваниям щпилек в несущем захвате. Кроме того, вследствие сравнительно быстрого истирания захвата резьбой, уменьщается срок службы пистолета.
15
Цель изобретения - повыщение надежности и увеличение срока службы пистолета.
Эта цель достигается тем, что в пистолете для приварки щпилек по авт. св. № 52109.1, захват снабжен подпружиненными вклады20щами для зажатия и ориентации щпильки, смонтированными в захвате с возможностью перемещения вдоль его продольной оси.
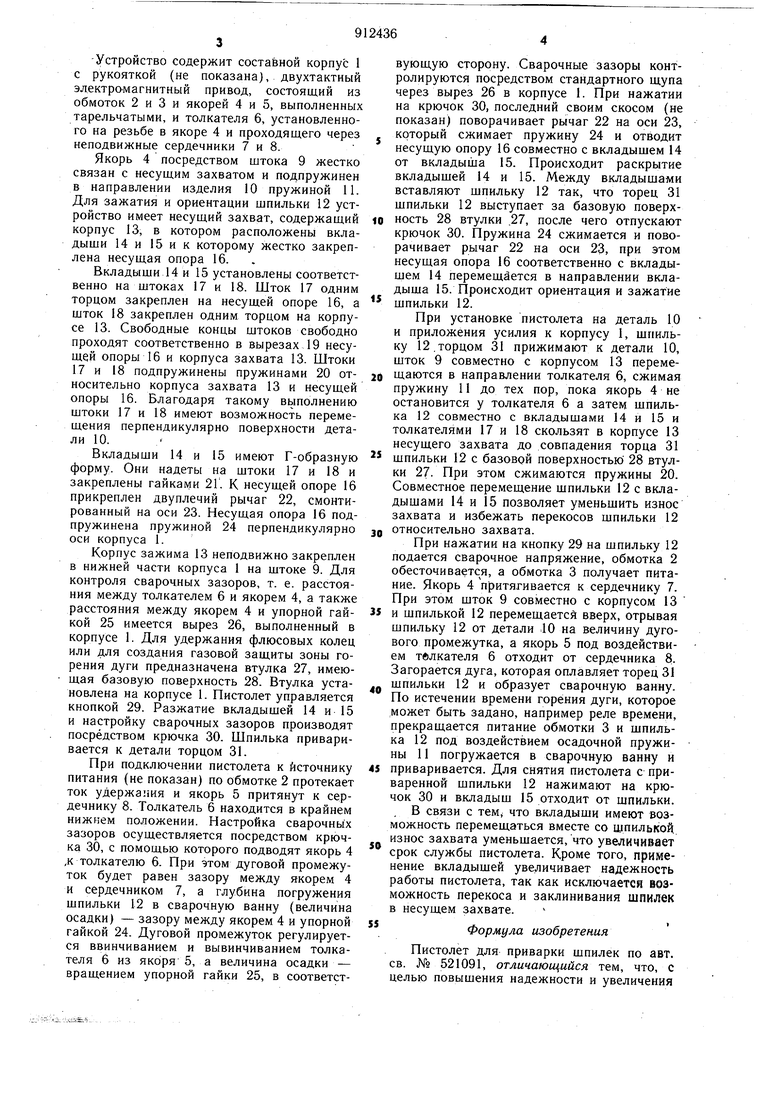
На фиг. 1 изображен пистолет, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит составной корпус 1 с рукояткой (не показана), двухтактный электро-магнитный привод, состоящий из обмоток 2 и 3 и якорей 4 и 5, выполненных тарельчатыми, и толкателя 6, установленного на резьбе в якоре 4 и проходящего через неподвижные сердечники 7 и 8.
Якорь 4 посредством штока 9 жестко связан с несущим захватом и подпружинен в направлении изделия 10 пружиной 11. Для зажатия и ориентации щпильки 12 устройство имеет несущий захват, содержащий корпус 13, в котором расположены вкладыши 14 и 15 и к которому жестко закреплена несущая опора 16.
Вкладыши 14 и 15 установлены соответственно на штоках 17 и 18. Шток 17 одним торцом закреплен на несущей опоре 16, а шток 18 закреплен одним торцом на корпусе 13. Свободные концы штоков свободно проходят соответственно в вырезах 19 несущей опоры 16 и корпуса захвата 13. Штоки 17 и 18 подпружинены пружинами 20 относительно корпуса захвата 13 и несущей опоры 16. Благодаря такому вьшолнению штоки 17 и 18 имеют возможность перемещения перпендикулярно поверхности детали 10.
Вкладыши 14 и 15 имеют Г-образную форму. Они надеты на штоки 17 и 18 и закреплены гайками 21. К несущей опоре 16 прикреплен двуплечий рычаг 22, смонтированный на оси 23. Несущая опора 16 подпружинена пружиной 24 перпендикулярно оси корпуса 1.
Корпус зажима 13 неподвижно закреплен в нижней части корпуса 1 на штоке 9. Для контроля сварочных зазоров, т. е. расстояния между толкателем 6 и якорем 4, а также расстояния между якорем 4 и упорной гайкой 25 имеется вырез 26, выполненный в корпусе 1. Для удержания флюсовых колец или для создания газовой защиты зоны горения дуги предназначена втулка 27, имеющая базовую поверхность 28. Втулка установлена на корпусе 1. Пистолет управляется кнопкой 29. Разжатие вкладышей 14 и 15 и настройку сварочных зазоров производят посредством крючка 30. Шпилька приваривается к детали торцом 31.
При подключении пистолета к источнику питания (не показан) по обмотке 2 протекает ток удержания и якорь 5 притянут к сердечнику 8. Толкатель 6 находится в крайнем нижнем положении. Настройка сварочных зазоров осуществляется посредством крючка 30, с помощью которого подводят якорь 4 ,к толкателю 6. При этом дуговой промежуток будет равен зазору между якорем 4 и сердечником 7, а глубина погружения шпильки 12 в сварочную ванну (величина осадки) - зазору между якорем 4 и упорной гайкой 24. Дуговой промежуток регулируется ввинчиванием и вывинчиванием толкателя 6 из якоря 5, а величина осадки- вращением упорной гайки 25, в соответствующую сторону. Сварочные зазоры контролируются посредством стандартного щупа через вырез 26 в корпусе 1. При нажатии на крючок 30, последний своим скосом (не показан) поворачивает рычаг 22 на оси 23, который сжимает пружину 24 и отводит несущую опору 16 совместно с вкладышем 14 от вкладыша 15. Происходит раскрытие вкладышей 14 и 15. Между вкладышами вставляют шпильку 12 так, что торец 31 щпильки 12 выступает за базовую поверхность 28 втулки ,27, после чего отпускают крючок 30. Пружина 24 сжимается и поворачивает рычаг 22 на оси 23, при этом несущая опора 16 соответственно с вкладышем 14 перемещается в направлении вкладыша 15. Происходит ориентация и зажатие шпильки 12.
При установке пистолета на деталь 10 и приложения усилия к корпусу 1, щпильку 12,торцом 31 прижимают к детали 10, шток 9 совместно с корпусом 13 перемеQ щаются в направлении толкателя 6, сжимая пружину 11 до тех пор, пока якорь 4 не остановится у толкателя 6 а затем шпилька 12 совместно с вкладышами 14 и 15 и толкателями 17 и 18 скользят в корпусе 13 несущего захвата до совпадения торца 31 шпильки 12 с базовой поверхностью 28 втулки 27. При этом сжимаются пружины 20. Совместное перемещение шпильки 12 с вкладышами 14 и 15 позволяет уменьшить износ захвата и избежать перекосов шпильки 12 относительно захвата.
При нажатии на кнопку 29 на шпильку 12 подается сварочное напряжение, обмотка 2 обесточивается, а обмотка 3 получает питание. Якорь 4 притягивается к сердечнику 7. При этом шток 9 совместно с корпусом 13 5 и шпилькой 12 перемещается вверх, отрывая шпильку 12 от детали 10 на величину дугового промежутка, а якорь 5 под воздействием толкателя 6 отходит от сердечника 8. Загорается дуга, которая оплавляет торец 31 щпильки 12 и образует сварочную ванну. По истечении времени горения дуги, которое ,может быть задано, например реле времени, прекращается питание обмотки 3 и щпилька 12 под воздействием осадочной пружины 11 погружается в сварочную ванну и 5 приваривается. Для снятия пистолета с приваренной щпильки 12 нажимают на крючок 30 и вкладыш 15 отходит от шпильки.
В связи с тем, что вкладыши имеют возможность перемещаться вместе со шпилькой, износ захвата уменьшается, что увеличивает срок службы пистолета. Кроме того, применение вкладышей увеличивает надежность работы пистолета, так как исключается 103можность перекоса и заклинивания шпилек в несущем захвате.
Формула изобретения
Пистолет для приварки шпилек по авт. св. № 521091, отличающийся тем, что, с целью повышения надежности и увеличения
срока службы, захват снабжен подпружиненными вкладышами для зажатия и ориентации шпильки, смонтированными в захвате с возможностью перемеш,ения вдоль его продольной оси.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 521091, кл. В 23 К 9/20, 21.04.75 (прототип) .
J/
Фнг.1
А -А noSepHtjtno
Фс/г.г
