Изобретение относится к технологии сборки статора гидрогенератора,
Известен статор гидрогенератора [1], содержащий корпус с шихтованным сердечником, собранным из сегментов электротехнической стали на продольных ребрах типа "ласточкин хвост". Эти ребра размещают в пазах, выполненных на внешнем диаметре сегментов, и соединяют с полками корпуса при помощи упоров П-образного сечения. Такой сердечник собирают в виде кольца, но с разъемом в нескольких местах с целью возможности его транспортировки от завода до гидроэлектростанции, что вынуждает выполнять статор из нескольких частей, количество которых может составлять от 2 до 8 секторов, в зависимости от габаритов статора. При таком способе сборки статора в заводских условиях в зоне стыка секторов не докладывают части обмотки. Поступившие на ГЭС секторы собирают в кольцо, стягивая шпильками с гайками в кольцо. Собранный таким образом статор имеет сплошные по высоте, стянутые шпильками разъемы, которые заполняют соответствующими прокладками [2]. Наличие таких разъемов в спинке сердечника статора отрицательно сказывается на энергетических характеристиках, особенно мощных гидрогенераторов в виде появления повышенной вибрации и шумов. Появление вибрации в стыках передается на изоляцию обмотки статора, что может привести к разрушению поверхности изоляционных слоев корпусной изоляции и, как следствие этого, - к выходу из строя самой обмотки [3].
Для повышения электромагнитных и вибрационно-механических характеристик за счет исключения стыков в сердечнике при заводской сборке сердечника статора в разъемное кольцо по секторам в зоне стыков секторов устанавливают временные прокладки, после чего сердечник разбирают по секторам, транспортируют на место эксплуатации и собирают сектора в кольцо. В местах стыковки смежных секторов ослабляют спрессованный сердечник и удаляют аксиальные ребра, на которых собирались сегменты из электротехнической стали. На место аксиальных ребер устанавливают сборочные калибры до упора в дно паза сегмента и жестко фиксируют их, удаляют временные прокладки и вместо них укладывают сегменты из электротехнической стали, собирая сердечник в неразъемное кольцо. Затем сборочные калибры удаляют, устанавливают на их место ребра, спрессовывают и скрепляют сердечник в месте стыка. Данный способ предусматривает двухэтапную сборку сердечника с предварительной установкой через слой временных прокладок в зоне стыков в заводских условиях. При таком формообразовании сердечника в заводских условиях необходимо еще больше недоукладывать обмотку статора на стыках, так как при укладке на ГЭС, особенно больших сегментов, требуется ослабить (распушить) шихтованную зону сердечника, что требует дополнительного съема нажимных гребенок. При их съеме необходимо удалять не только стыковые катушки, но и дополнительное количество катушек или стержней обмотки статора, находящихся в стыковой зоне, снимаемых на ГЭС нажимных гребенок. Поэтому в заводских условиях их недоукладывают. Этот объем работ выполняется на ГЭС, что удлиняет сроки монтажно-сборочных работ, увеличивает количество паек и расход припоя в условиях ГЭС. Кроме того, в процессе шихтовки при замене укороченных временных сегментов штатными необходимо использование монтажно-подъемного приспособления для подъема вышерасположенных пакетов сердечника статора, что также увеличивает трудоемкость сборки сердечника статора в условиях ГЭС.
Задачей предлагаемого изобретения является повышение эксплуатационной надежности гидрогенератора при одновременном снижении трудоемкости монтажно-сборочных работ непосредственно в условиях ГЭС.
Поставленная задача решается за счет того, что в способе сборки статора гидрогенератора, при котором устанавливают на внутреннюю поверхность секторов корпуса аксиальные ребра, укладывают на них пазами сегменты из электротехнической стали с перекрытием, с образованием разъемного кольца сердечника статора, спрессовывают и скрепляют сердечник, разбирают сердечник на секторы для транспортировки на место эксплуатации и собирают секторы в кольцо при монтаже статора на месте эксплуатации, в котором перед шихтовкой стыкуемые секторы устанавливают с зазором друг относительно друга на расстоянии, равном или большем разницы между хордами по наружному и внутреннему диаметрам штатных сегментов сердечника, в одном из них после удаления штатных клиньев устанавливают монтажный клин сегментов с фиксацией на нем удлиненных сегментов, заменяют монтажный клин на штатный, производят стяжку секторов до полного совмещения контура пазов, устанавливают штатный клин другого сектора.
В заявляемом способе, включающем новые признаки, заключающиеся в том, что перед шихтовкой стыкуемые секторы устанавливают с зазором друг относительно друга на расстоянии, равном или большем, чем разница между хордами по наружному и внутреннему диаметрам штатных сегментов сердечника, а в одном из них после удаления платных клиньев устанавливают монтажный клин сегментов с фиксацией на нем удлиненных сегментов, после чего заменяют монтажный клин на штатный, производят стяжку секторов до полного совмещения контура пазов и устанавливают штатный клин другого сектора, обеспечивается возможность в заводских условиях собирать сердечник статора, а обмотку укладывать в обычном, общепринятом порядке без стыков и разъемов, что повышает монолитность механических (вибрационных) характеристик и надежность при эксплуатации с минимальным объемом монтажно-сборочных операций в условиях ГЭС.
Совокупность новых признаков из существующего уровня техники не выявлена, что позволяет сделать вывод о соответствии заявляемого изобретения условию патентоспособности "изобретательский уровень".
При реализации предлагаемого способа в заводских условиях полностью собирают сердечник статора, а обмотку укладывают в обычном, общепринятом порядке кроме стыковой зоны. Пришедшие на ГЭС, например, два сектора подготавливают к шихтовке стыков, удаляя на стыках через слой укороченные сегменты, например, с числом пазов, равным шести.
Секторы подводят друг к другу, образуя между ними зазор, равный разнице между хордами по внешнему и внутреннему диаметрам вновь устанавливаемых удлиненных сегментов.
Вновь устанавливаемые сегменты, например, с числом пазов, равным двенадцати, вводят в щели пакетов сердечника, образованные при выемке укороченных сегментов через слой в стыковых плитах, соседних секторов.
Подтягивая стяжные шпильки с гайками в стыковых плитах уменьшают зазор между ними, а вновь устанавливаемые увеличенной длины сегменты вводят в тангенциальном направлении в щели, оставшиеся после выемки укороченных сегментов. Когда зазор между стыковыми плитами будет равен нулю, тогда уложенные вновь сегменты полностью войдут в упомянутые щели и окончательно перекроют зазор в спинке сердечника, создав неразъемную конструкцию сердечника.
В отличие от прототипа, в котором для шихтовки необходимо снимать по четыре гребенки с каждой стороны, а соответственно и стержней с последующей их распайкой, в предлагаемом решении достаточно снять только по одной гребенке с каждой стороны стыка. При этом отпадает необходимость в применении монтажно-подъемных приспособлений.
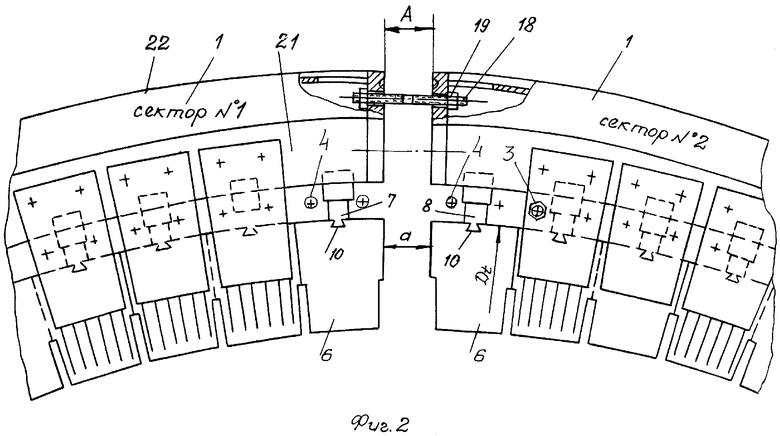
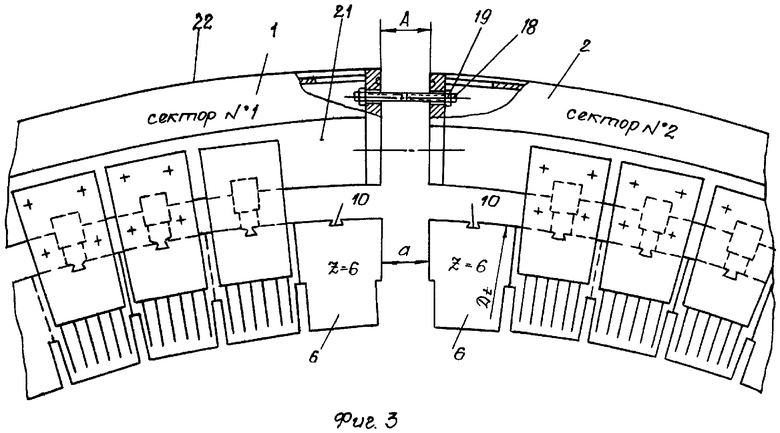
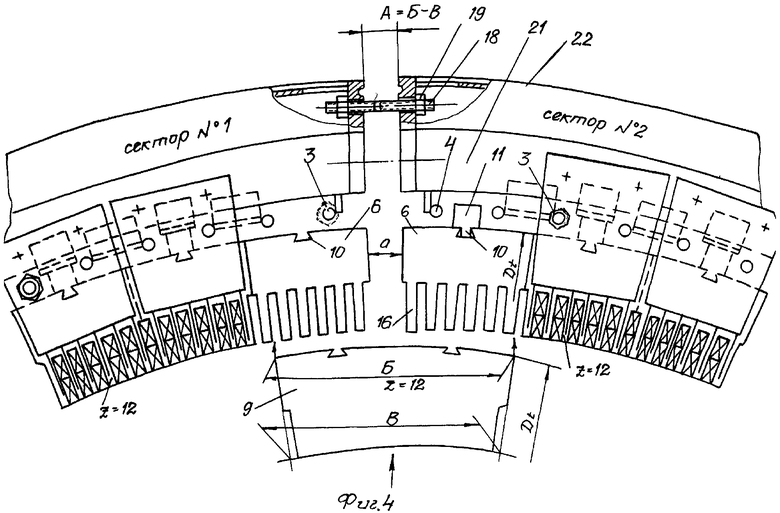
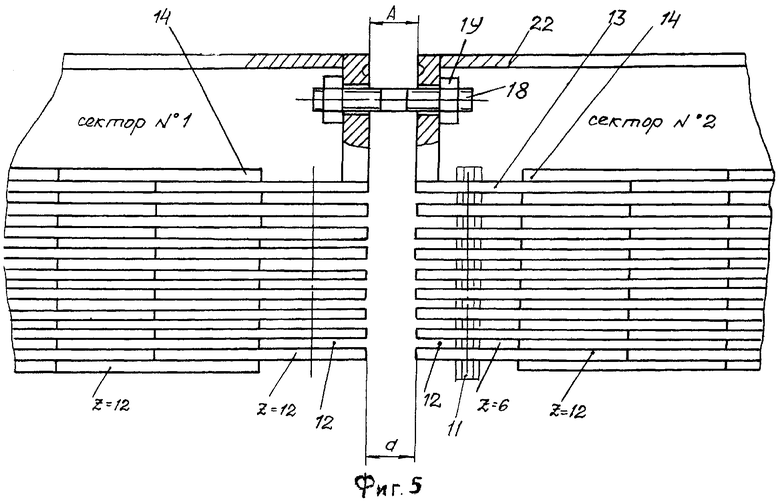
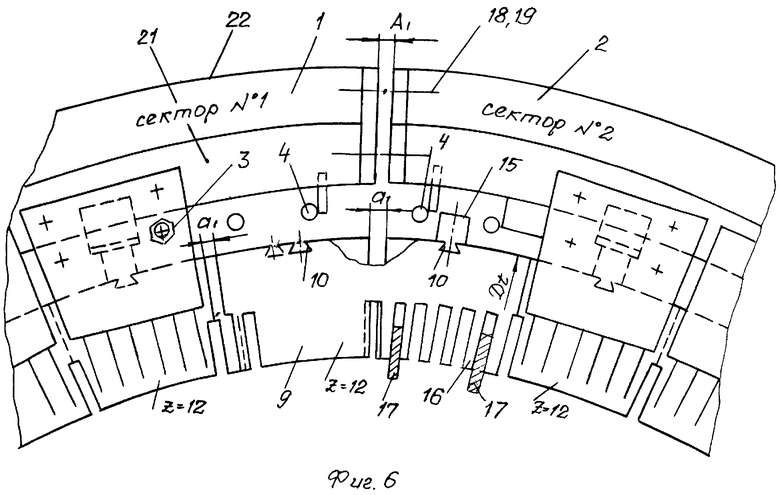
Сущность предлагаемого решения поясняется чертежами, где на фиг.1 изображено положение секторов 1 и 2 перед снятием у стыков нажимных гребенок и укороченных сегментов с числом пазов, равным шести, и выемкой штатных клиньев типа "ласточкин хвост", на фиг.2 изображено положение стыковой зоны секторов 1 и 2 после снятия нажимных гребенок у стыка с последующим образованием щелей после выема на ГЭС укороченных сегментов, при расположении секторов относительно друг друга на расстоянии "А" и "а", на фиг.3 изображено положение стыковой зоны секторов 1 и 2 после выемки клиньев типа "ласточкин хвост", на фиг.4 изображено положение секторов после выемки укороченных сегментов с установкой после этого временного монтажного клина в секторе 2, и положение сегмента перед его укладкой вместо вторых сегментов, вынутых из секторов 1 и 2 у каждого стыка, на фиг.5 изображено положение секторов, что и на фиг.4, но со стороны внутреннего диаметра с образовавшимися щелями после выема укороченных сегментов, на фиг.6 изображено положение секторов 1 и 2 после до укладки сегментов вместо укороченных сегментов в зоне данных стыков. В этом случае временный монтажный клин уже изъят и вместо него в секторе 2 установлен один штатный клин в паз, выполненный на внешнем диаметре сегментов и при этом выполнена частичная стяжка секторов до А1 и а1.
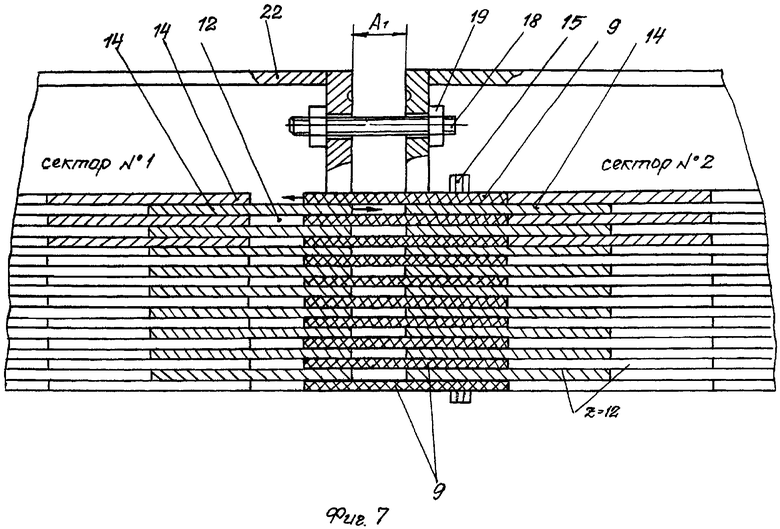
На фиг.7 изображено положение секторов 1 и 2 со стороны внутреннего диаметра, где видны положения сегментов, вошедших в щели, образовавшиеся после выемки укороченных сегментов из секторов 1 и 2. При этом выполнена частичная стяжка секторов до размера А1 и а2.
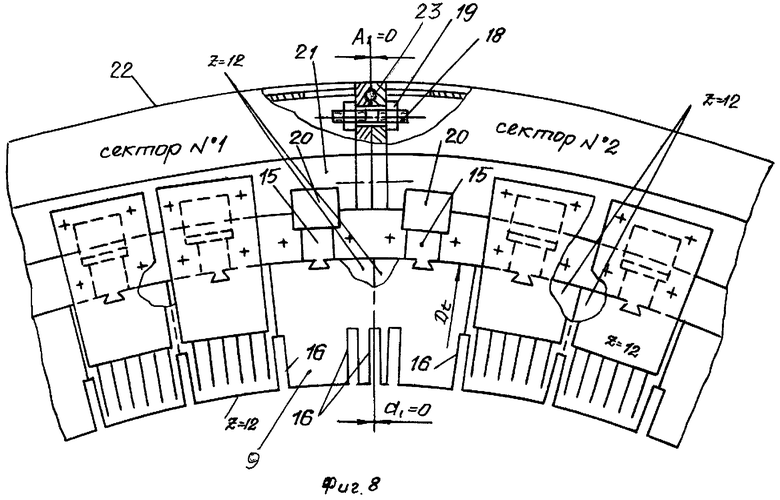
На фиг.8 изображено положение секторов после окончательной укладки сегментов и полной стяжки н соединения секторов с установкой двух штатных клиньев типа "ласточкин хвост" в шихтованной зоне.
При использовании предлагаемого решения шихтовка стыковой зоны сердечника статора осуществляется в следующей последовательности.
Секторы 1 и 2 устанавливают рядом друг с другом на расстоянии с зазором "А" и "а" с таким расчетом, чтобы в последующем можно было заводить вновь устанавливаемые сегменты 9 со стороны внутреннего диаметра (фиг.1), где Б - хорда по наружному диаметру штатного сегмента сердечника; В - хорда по внутреннему диаметру штатного сегмента сердечника.
Для последующих операций по шихтовке отвинчивают гайки 3 со стяжных шпилек 4 крайних нажимных гребенок. Затем снимают нажимные гребенки 5 (фиг.2). Для удобства съема укороченных сегментов из зоны каждого стыка поднимают вверх и удаляют штатные клинья 7 и 8. В этом случае стыковая зона сердечника ослабляется, что позволяет наиболее удобно вынуть из этой зоны укороченные сегменты 6 для последующей их замены штатными сегментами 9 большего размера для перекрытия стыковой зоны (фиг.3).
После выемки сегментов 6 из стыковой зоны сердечника статора (фиг.4) проверяют возможность установки сегментов 9 в образовавшиеся щели, которые изображены на фиг.5. В этот момент со стороны внешнего диаметра сердечника в пазы 10 сектора 2 (или 1) устанавливают монтажный временный клин 11 (фиг.4). Установка клина 11 обеспечивает наиболее точную базу установки сегментов 9 при их укладке в образовавшиеся щели 12 между сегментами 13 и 14 (фиг.5). При этом левая кромка каждого сегмента 9 укладывается на правую кромку сегмента 14 в секторе 1, обеспечивая движение сегмента 9 вдоль щели 12 сектора 1.
Укладку вновь устанавливаемых штатных сегментов 9 вместо сегментов 6 осуществляют, начиная с нижних пакетов сердечника.
После замены всех сегментов 6 сегментами 9 удаляют временный монтажный клин 11. Вместо него устанавливают во внешний паз 10 сектора 2 (или 1) штатный клин 15 (фиг.6). После укладки сегментов 9 по всей высоте и установки клина 15 производят предварительную формовку пазов 16 данных сегментов в пределах сектора 2 с помощью калибров 17. Осуществив шихтовку обоих стыков между секторами 1 и 2 и проведя калибровку пазов 16 совместно с установленными только в одной части каждого сектора калибрами 17, производят постепенную стяжку стыков посредством шпилек 18 и гаек 19 до размера "А1" и "а1". Стяжку стыков производят постепенно и поочередно, то в первом, то во втором стыке для плавного захода сегментов 9 в щели 12 (фиг.6, 7), чтобы зубцы 16 не зависли в просвете каждого паза собранного сердечника. Перед окончательной стяжкой секторов между смежными секторами устанавливают штифты 23. После окончательной стяжки секторов 1 и 2 в обоих стыках в паз 10 сектора 1 вставляют клин 15 и окончательно калибруют пазы. Затем клинья 15 с помощью упоров 20 закрепляют к полкам 21 корпуса 22 (фиг.8). Собранный сердечник фиксируют нажимными гребенками 5 и 6 и шпильками 3 с гайками 4. По завершении этой операции он подготовлен к укладке обмотки в этой зоне.
Применение заявляемого изобретения позволяет выполнять сборку статора в неразъемное кольцо без стыков на месте эксплуатации с обеспечением повышенных эксплуатационных свойств сердечника, без удлинения цикла монтажа гидрогенератора, без применения большого количества технологических приспособлений и дополнительных механизмов, что позволяет сделать вывод о соответствии заявляемого изобретения условию патентоспособности "промышленная применимость".
Источники информации
1. Авторское свидетельство СССР №97858.
2. Гончаров А.Н. Гидротехническое оборудование ГЭС и его монтаж. М., Энергия, 1978, с.231, рис.8-5.
3. Обнаружение дефектов гидрогенераторов/Мамиконянц Л.Г. и др. М., Энергоатомиздат, 1985, с.30-43.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Статор гидрогенератора | 1990 |
|
SU1781771A1 |
| СПОСОБ СБОРКИ КОРПУСА СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2275731C1 |
| ВЕРХНЯЯ КРЕСТОВИНА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2275730C1 |
| Статор электрической машины | 1990 |
|
SU1809497A1 |
| ПОЛЮС МОЩНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ЯВНО ВЫРАЖЕННЫМИ ПОЛЮСАМИ | 2005 |
|
RU2276442C1 |
| ВСТРОЕННАЯ МАСЛЯНАЯ ВАННА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276445C1 |
| РОТОР СИНХРОННОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2279749C1 |
| Статор электрической машины | 1991 |
|
SU1820444A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2275728C1 |
Изобретение относится к области электротехники и электромашиностроения, а именно - к технологии сборки статоров гидрогенераторов. Сущность изобретения состоит в том, что при осуществлении способа сборки статора гидрогенератора, включающего установку на внутреннюю поверхность секторов корпуса аксиальных ребер, укладывание на них пазами сегментов из электротехнической стали в перекрой с образованием разъемного кольца сердечника статора, прессование и скрепление сердечника, разборку сердечника на сектора для транспортировки на место эксплуатации и сборку секторов в кольцо при монтаже статора на месте эксплуатации, согласно данному изобретению сердечник статора собирают в заводских условиях, укладывая в зоне стыка секторов через слой вороченные временные сегменты, а на месте эксплуатации ослабляют спрессованный сердечник, в зоне стыков секторов удаляют штатные клинья, крайние у стыков, производят шихтовку, заменяя укороченные сегменты на штатные, при этом перед шихтовкой стыкуемые секторы устанавливают с зазором друг относительно друга на расстоянии, равном или большем разницы между хордами по наружному и внутреннему диаметрам штатных сегментов сердечника, в одном из них после удаления штатных клиньев устанавливают монтажный клин с фиксацией удлиненных сегментов на клине, заменяют монтажный клин на штатный, а затем производят стяжку секторов до полного совмещения контура пазов, после чего устанавливают штатный клин другого сектора. Технический результат, достигаемый при использовании данного изобретения, состоит в повышении эксплуатационной надежности гидрогенератора при одновременном снижении трудоемкости монтажно-сборочных работ, осуществляемых непосредственно в условиях ГЭС. 8 ил.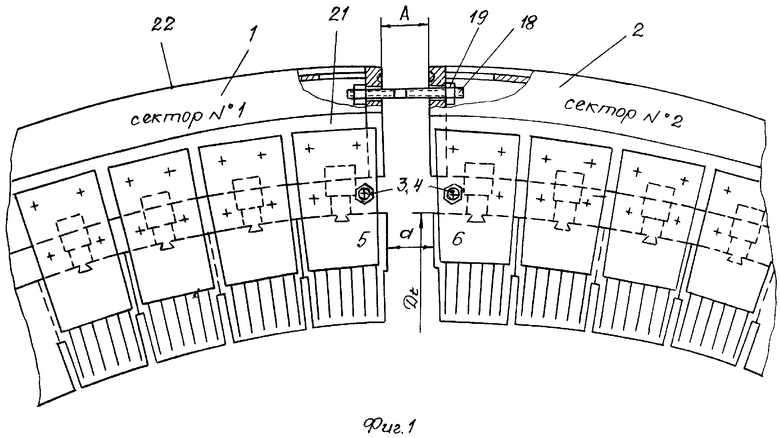
Способ сборки статора гидрогенератора, включающий установку на внутреннюю поверхность секторов корпуса аксиальных ребер, укладывание на них пазами сегментов из электротехнической стали в перекрой с образованием разъемного кольца сердечника статора, прессование и скрепление сердечника, разборку сердечника на сектора для транспортировки на место эксплуатации и сборку секторов в кольцо при монтаже статора на месте эксплуатации, отличающийся тем, что сердечник статора собирают в заводских условиях, укладывая в зоне стыка секторов через слой укороченные временные сегменты, а на месте эксплуатации ослабляют спрессованный сердечник, в зоне стыков секторов удаляют штатные клинья, крайние у стыков, производят шихтовку, заменяя укороченные сегменты на штатные, перед шихтовкой стыкуемые сектора устанавливают с зазором друг относительно друга на расстоянии, равном или большем разницы между хордами по наружному и внутреннему диаметрам штатных сегментов сердечника, в одном из них после удаления штатных клиньев устанавливают монтажный клин с фиксацией удлиненных сегментов на клине, заменяют монтажный клин на штатный, производят стяжку секторов до полного совмещения контура пазов, устанавливают штатный клин другого сектора.
| Крепление сердечника статора мощного турбогенератора к корпусу статора | 1952 |
|
SU97858A1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Способ сборки статора гидрогенератора | 1988 |
|
SU1658293A1 |
| Способ сборки сердечника статора гидрогенератора и сборочный калибр | 1989 |
|
SU1725325A1 |
| Способ сборки статора гидрогенератора | 1979 |
|
SU987748A1 |
| Способ сборки магнитопровода статора электрической машины | 1983 |
|
SU1185504A1 |
| Способ изготовления статора электрической машины | 1991 |
|
SU1820451A1 |
| МЕТАЛЛОСИЛОКСАНОВЫЕ ОЛИГОМЕРЫ В КАЧЕСТВЕ ОТВЕРДИТЕЛЕЙ ЭПОКСИДНЫХ СМОЛ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2017 |
|
RU2641909C1 |
| DE 10040978 A1, 21.03.2002 | |||
| ГОНЧАРОВ А.Н., Гидротехническое оборудование ГЭС и его монтаж, Москва, Энергия, 1978, с.231, рис.8-5. | |||

