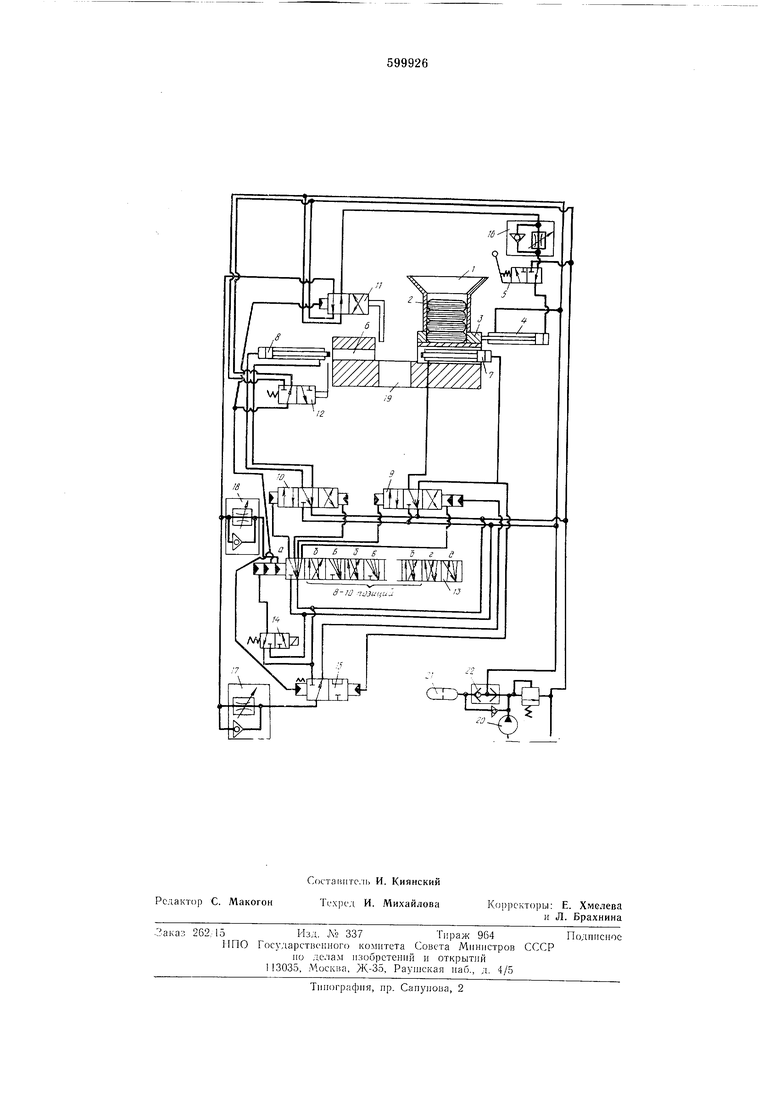
14. Давление рабочей среды контролируется в одной из полостей (не обозначены) гидроцилиндра 7 с помощью реле 15 давления. Для обеспечения заданной продолжительности процессов имеются гидравлические реле 16 18 времени.
Для хранения готовых изделии предусмотрен приемный бункер 19. Штоки гидроцилпндров 7 и 8 служат токоиодводами для электроконтактного нагрева заготовок.
Питание системы минеральным маслом под давлением производится насосной станцией 20. Для аварийного питания системы управления предусмотрен гидроаккумулятор 21, соединенный с напорной магистралью (не обозначепа) посредством челночного клапана 22.
Работает спстема автоматического уиравления следующим образом.
Оператор воздействует на рукоятку гидрораспределителя 5 п переключает его. Гидрорасиределитель 5 остается в переключениом положении в течение всего времени работы установки и возвращается в исходное состояние только в случае необходнмости ирекращения работы. В результате иереключения гидрорасиределителя 5 мпнеральиое масло под давлением из насосной установки через датчик 11 и гидрораспределитель 5 поступает в поршневую полость гидроцилиндра 4, который начинает перемещать питатель 3, в котором находится заготовка 2. В конце хода заготовка выпадает из иитателя п расиолагается перед входом в контейнер 6. Одновременно с этим питатель 3 в конце хода воздейетвует на датчик 11 и переключает его. В результате этого поршневая полость гпдроцилиидра 4 соединяется со сливом, он возвращается с иитателем 3 в исходное состояние и питатель сиова загружается заготовкой 2 из бункера 1. В это же время на другой линии масло под давлением постуиает через реле 17 времени, реле 15 давления и в одиу из управляющих камер гидрораспределителя 9. Благодаря наличию реле 17 времени гндрораспределитель 9 иереключается с некоторой задержкой, необходимой для устаиовки заготовки неред контейнером 6. Гидрораспределитель 9 переключается и соединяет иоршневую полость гидроцилиндра 7 с нанором, а штоковую - со сливом. Гидроцилиидр 7 начинает нодавать заготовку 2 в контейнер. Когда заготовка 2 вступит в коптакт со штоком гпдроцнлиндра 8, давление в иоршневой полости гидроцилиндра 7 возрастает до заданного значения, при котором обеспечивается хороший контакт между заготовкой и плунжерамн-токоподводами гидроцнлиндров 7 и 8, переключается реле 15 давления, которое соединяет управляющую камеру гидрораспределителя 9 со сливом. Гидрораспределитель 9 возвращается в исходное положение, при котором гидроцилпндр 7 прекращает движение, но обеспечивает хороший коптакт. Одновременно реле 15 давления замыкает контакты первичной обмотки трансформатора (не обозначен). Реле давления остается 15 переключенном положении до окончаиня ц,;кла формообразования заготовки. Включается трансформатор и заготовка начинает нагр.-ваться. При этом скорость иовынгения тиу.пературы поддерживается в пределах l.rC в секунду с помощью диффере1Щ фуюн;. ; и звена.
При иовышении скорости увеличивается соиротпвление в первичной обмотке трансформатора, уменьшается ток и, следовательно, скорость повышения темиературы ноддерживается в требуемых иределах. Когда темиература достигиет 0,6 Тдл. (для титана и сплавов па его основе 600-700°С), с помощью реле времени делается выдержка 5-10 с в зависимости от сечения заготовки и затем траисформатор сиова включается и темиература
иовышается до темиературы сиекания (для титана и сплавов па его осиовс 1000- 2000°С).
При достижеиии этой темнературы термопа)а (не обозначена) разрывает контакты в
нервичиой обмотке трансформатора и одновременно замыкает контакты электромагнита клаиаиа 14. Клапан включается, подает ir iпул1)С в управляющую камеру счетчика 13 ими)льс()в и через некоторое время отключаечся.
Счетчик импульсов поворачивается на один шаг из позиции а, занимает позицию б и остается в ией. При этом управляющие камеры гидрорасиределителей 9 и 10 соединяются
с линией питания. Гидрорасиределители 9 и 10 переключаются и гидроцилиндры 7 и 8 иачииают сжимать заготовку.
Когда темиература иоиизнтся до 0,6 от темнературы плавлепия, термоиара спова
включает траисформатор и заготовка начииает пагреваться. Одиовременно включается электромагнит клапана 14 п через заданное время снова отключается. Счетчик импульсов иоворачивается на один шаг, занимает позицию в постается в ией. При этом гидрораспределнтели 9 п 10 возвращаются в псходпое положение, при котором гидроц линдры 7 и 8 прекращают движение.
Когда температура сиова доетпгиет темиературы спекапня, термопара сиова отключит траисформатор и включ1гг электромагннт клаиана 14. Через заданное время электромагнит отключится, а счетчик импульсов повернется снова в позицию б и останется в ней.
Гидрорасиределители 9 и 10 снова переводятся в позицию, при которой поршневые полости гидроцилиндров 7 и 8 соединяются с линией питания и цилиндры начинают сжимать заготовку. Так повторяется 8-10 циклов, для чего в счетчике 13 импульсов предусмотрено 8-10 позпций б п в.
Когда (после 8-10 циклов) температура снизится до 0,6 Тпл., включится и отключится электромагнит клапана 14 и счетчик импульсов повернется в позицию г. Гидрораспределители 9 и 10 ycTaHaBviHsaiOTCH в такие позиции, что давление постуиает в поршневую полость гидроцилиндра 8 и штоковую полость гидроцилиндра 7. При этом гидроцилиндр 8 выталкивает изделие из контейнера, а гпдроцилиидр 7 втягивается до крайнего положопия.
В конце хода UJTOK гндроцилиндра 8 выталкивает ютовое изделие в бункер 19 и переключает датчик 12, который посылает имиульс в управляющие камеры счетчика 13 имнульсов, датчика 11 и реле 15 давления. Датчик И реле 15 возвращаются в исходное иоложение, а счетчик импульсов поворачивается в позицию д, при которой гидрораснределитель 10 соединяет игтокозую полость гидроцилиндра 8 с наиором, а иори невую - со сливом. ) 8 i; датч: л 12 возвращаются в исходное |;оложеиис.
Когда датчнк 11 вернется в ис.ходро lio.ioжепие, давление иостуиает в камеру счетчика 13 импульсов через реле 18 времени и через реле 16 времени, а через гидрораспределптель 5 - в норщневую полость гидроцнлиндра 4. Реле 16 временч настроен на несколько больщее вре,1я, чем pe/i- 8 времени. Поэтому счетчнк 13 имнульсов возвращается в исходное положение раиьи е, чe пропзойдет перемеп1енне гидроцилиндра -i. Начинаетея цикл прессования снекан; я второй заготовки, который протекает апалогично предыдущему.
При необходимости ппекратить пабот - стройства оператор возв- аитает гпдрораспределитель 5 в исходиое иоложенне н отключает насосную станцню 20.
Внедрение в нромыщлеиность гидравлической системы управления устройством для спекания металл .ческих иорошков нозвол1гг во много раз сократить продолжительность техиологического цикла (например, для титана с 6-15 час до 4-6 мин) i; новыснть ирокзводнтельность устройства в целом.
Ф о 1 м у л а н 3 о б р с т с н и я
Г :дравлическая система управления устройством для сг1скання металлнческих по|ioHiKOB, включающая гидрораспределители с р ч:;ым п гидравлическим уиравлеппем, дат:::: :ю,о;:-;о;:ия питателя и гидроц ;лнндра. пс,с давлен: я и npcNrcHH, о т л и ч а :о щ а я с я
т:-.:, что, с целью говьпиеиия 1роизводптельиости устройства, опа снабжена счетчнком импульсов, который соедннен с гидрораснредел|;телямп, датчпкамп, реле давлення н врол;епи, а один из гидрораспределптелей с гпд тавлическим унразлспием соединеи с датчшчОл 1:оло 1 еп1:я 1итателя через реле давления и 15ремеип.
1 сто ч к 1 11ИФО1Ч м а ш;:;, 1:г;::чятые во впимаиие Г;рп эксиертизе
. .BTOpcKoe свидетельство СССР До418270, кл. В 22F 3/14, 1973.
2. .lex:l ;liчecкиe CBOiicTBa материалов под высоким давленпем - Сб.. под ред. л. Л. Пью, выи. 1, ,V., «,Мнр, 1973, е. 172.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ДВУХСКОРОСТНОЙ СЛЕДЯЩИЙ ПРИВОД | 1969 |
|
SU233870A1 |
| Механизм прессования машины литья под давлением | 1979 |
|
SU891211A2 |
| Установка для обработки изделий | 1975 |
|
SU621393A1 |
| УСТРОЙСТВО для ПОВАЛА И ПОГРУЗКИ ДЕРЕВЬЕВ | 1970 |
|
SU279244A1 |
| Гидравлическая система группового управления секциями шахтной крепи | 1978 |
|
SU752037A1 |
| Гидропривод грузоподъемника | 1975 |
|
SU578266A1 |
| Гидропривод | 1973 |
|
SU688730A1 |
| Гидравлическое устройство привода стола плоскошлифовального станка | 1976 |
|
SU595548A1 |
| РЕВЕРСИВНЫЙ СЛЕДЯЩИЙ ПРИВОД | 1972 |
|
SU332440A1 |
| Источник сейсмических сигналов ударного типа | 1988 |
|
SU1557538A1 |