Изобретеиие касается аппаратов для горячевоздушной дезинфекции, состоящих из вращающихся в неподвижном кожухе сетчатых барабанов для дезинфицируемых предметов, приборов для нагревания воздуха и системы центрально управляемых клапанов для направления газового потока.
Предлагаемый аппарат снабжен для открывания дверей рут ояткам«, сидящиМИ на Общей оси друг к другу, вследствие чего при повороте рукоятки на 90 освобождается только одна из дверей и тем предупреждается одновременное открывание дверей с чистой и грязной сторон дезинфекционной камеры.
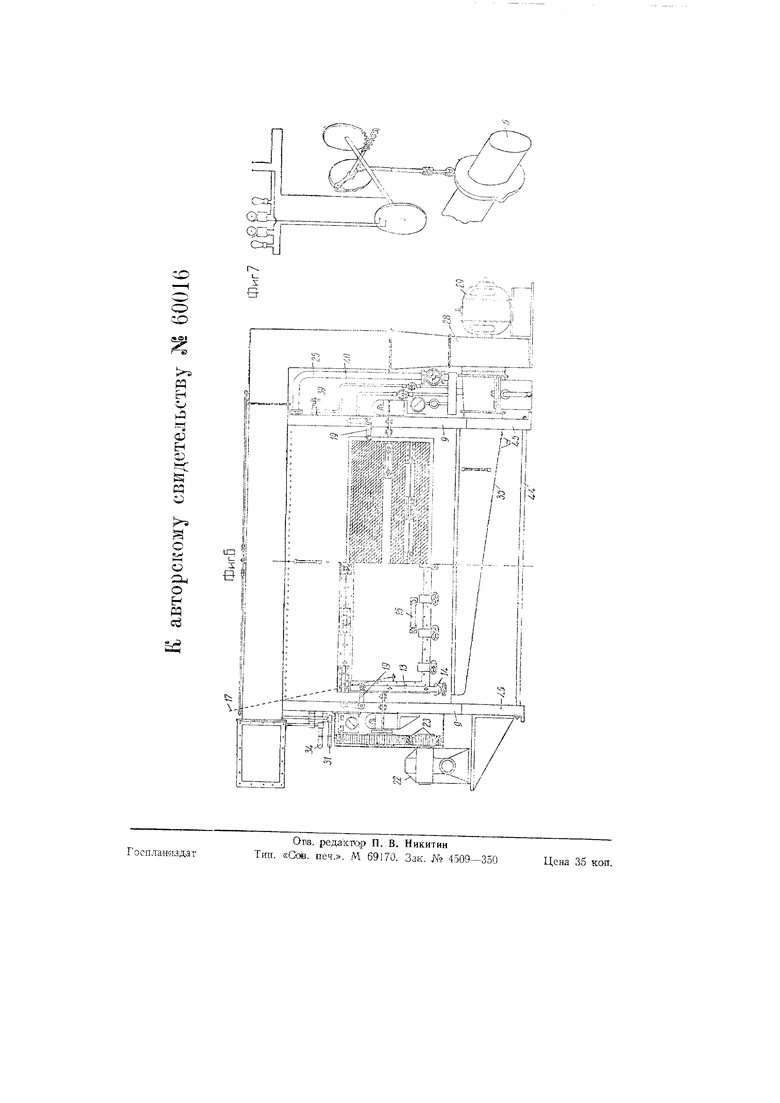
На чертеже фиг. 1 изображает продольный разрез аппарата для горячевоздушной дезинфекции; фиг. 2 - полеречный разрез его; фиг. 3 - вид сбоку аппарата со стороны привода; фиг. 4 - то же со стороны вентилятора; фиг. 5 - вид его сверху; фиг. 6 - вид установки его; фиг. 7 - схему действия регистрирующего прибора.
Основной частью аппарата является внутренний сетчатый барабан 1, в который запружаются вещи. Барабан имеет два штампованных железных днища 2, на которые натягивается и укрепляется обручами сетка 3, живое сечение которой должно составлять не менее 50% от общей поверхности барабана.
Днища 2 привертываются к чугунным дискам 4, в которые плотно вставлены полуоси 5, обтачиваемые вместе с дисками.
В целях придания прочности и жесткости всей конструкции днища и диски соединяются между собой стяжными болтами 6, заключенными в распорные трубы. Эти стяжные болты располагаются внутри закругленных выступов 7.
Внутренний барабан 1 имеет открывающиеся «аружу две неравные дверки 1Г, запирающиеся обычным замком типа засова, употребляемым в стиральных машинах.
Полуоси 5, несущие барабан 1, укрепляются в шариковых подшипниках 8, нижние части которых отлиты вместе с днищами 9 кожуха 10.
Кожух 10 выполнен двустенным из железа с термоизолирующим заполнением из асбестовых очесов. Стенки наружного кожуха 10 встас:О
t
Ф ЕН
Oi
-iT
И ВД О
О
е
о
М ей

| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для изготовления подошв сандалий и т.п. | 1940 |
|
SU60020A1 |
| Способ затяжки обуви литьевого метода крепления | 1986 |
|
SU1412717A1 |
| Способ и пресс-форма для приштамповки резиновой подошвы к парусиновой или кожаной обуви с одновременной вулканизацией подошвы | 1934 |
|
SU44349A1 |
| Обувь, изготовленная способом горячей вулканизации | 1945 |
|
SU66950A1 |
| Способ изготовления открытой обуви | 1947 |
|
SU74624A1 |
| ПРЕССФОРМА ДЛЯ ПРИКРЕПЛЕНИЯ НИЗА ОБУВИ | 1968 |
|
SU232058A1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| Способ пошива обуви | 1957 |
|
SU113487A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2003 |
|
RU2243709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |



Ото. П. В. Никитин Госплажидат Тип. «Ош. печ.. М 69170. Зак. Л 4-509- 350Цена 35 коп.
Da-e : 18/12/2001
Number of pages : 2
Previous document : SU 60019
Next document : SU
60021
Класс 71 с, 33
01
М 60020 О
К. К. Гаврихоз, Л. И, Локшия и С. С. Розанов. Прессформа для изготовления подошв сандалий
Заямено 23 фезраля 1940 года в НКЛП за J 3200. Опубликовано 31 мая 194 года.
Предлагаемая прессформа для изготозления подошв сандалий и т. п., выполненная в виде пуансона и матрицы, имеет целью одновременное скренление с низом обуви во Время производства вулканизации стельки, каблука, геленки и петель для продевания верха (ремня).
Для этого матрица снабжена по контуру стельки гнездами, в которые помещаются петли для ремня, а на следу - штифтами для скрепления стельки с каблуком и геленкой.
На чертеже фиг. 1 изображает продольный вертикальный разрез прессформы для изготовления подошв сандалий и т. п.; фиг. 2 - поперечный разрез ее по АА фиг. 1; фиг. 3 - то же по ВВ фиг. 1; фИГ. 4 - вид спереди простой петли; фиг. 5 - вид ее сбоку; фиг. 6 - вид ее сверху; фит. 7 - вид спереди шарнирной петли; фиг. 8 - вид ее ceoiRy.
Прессформа выполнена в виде матрицы 1 и пуансона 5 (фиг. 1-3), Имеюших профилированную фасонную выемку, тоЧНо соответствующую контуру подошвы разных вииА|:;,1Т;;0 КТ ч
V ijii-;л
-.CVWe.ITv ;,-,;.
ДОН обуви на среднем и низком каблуке. Матрица снабжена по контуру стельки гнез-дами -2 для помеш,ения .металлических петель для продевания верха (ремня).
Для установки металлической геленки 6 и скрепления ее со стелькой 7, а также для образования отверстия в пяточной части стелькк, служащего для точной установка деревяниого каблука и его прикрепления, матрица по следу снабжена штифтами 3.
Для изготовления подошв сандалий и т. п. предварительно заготовляется обычным способом резиновая смесь, которая каландрируется до требуемой толш,ины (4-4,5 мм) и из нее вырубаются резаками заготовки подошв для вулканизации, а также и заготовки для каблука.
Основная стелька изготовляется из дублированной ткани, для чего производится перед дублировко4 промазка ткани резнновой смесью на шпредер-каландре или другим методом. Из сдублированной в дватри слоя ткани вырубаются основные стельки резаками соответствующего размера. Подготовленные таким образом заготовки для деталей ПИСАНИЕ ИЗОБРЕТЕНИЯ к АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Зарегистрировс.но в )тделе изобретений Госплана лри СНК СССР
низа: подошвы, стельки, а для некоторых видов обуви и каблуки за ;ладыБаются в гфессформы ддя одиовремениого скрепления с низом Сбуви стельки 7, 9, )-елеики 6 и петель 4 во вр«мя вулка}:иза НИИ.
Закладка подготовленных элементов низа в прессформу для их вулканизации и завулканизации метал:1ических петель и геленки производится следующим образом. Вначале закладывается заготовка с;енозной стельки 7, которая цситрИруется на штифтах 3, служащих для ден.тровки металлической геленкк 6.После этого в гнезда 2 закладываются металлические iieTJHi 4 .-: инструкции, показанной на фиг. 4-8. Один конец этих петель, имеющий по всей новерхности отверстия, располагается на ocHOBiioii стельке, и одновременно закладывается А:еталлическая теленка 6, которая центрируется на шть)ях. Затем закладывается заготовка 8 подошвы, а для обуви на низком каблуке и на резиновой с деревянным зк:1адышем также п заготовка для каблука 9. Раст:о..:1оже :ие уле ;ентоз низа в прессфооме изображено на фиг. -3.
Вулканизация заложенных указанным образом элелгентов иро.чзвоДИ7СЯ обычным способом. вулканизации резиновая смесь захсдит в отверстия петель 4, црочн-; скрепляя их с подошвой.
После ОХлаждения производится обрезка заусениц, а затем вклеивается вкладная стелька. Закрепление обуви на ноге ироизводи11ся при иомо1ди тесьмы, продеваемой через петли. При применении на верх обуви кожи последняя закрепляется на петлях п)и помощи специальных закрепок.
Пр
Прессформа для изготовления подошв сандали ; и т. гн, выполненная в виде nyaiicona и матрицы, о тл и ч а io щ а я с я , что, с целью одновременного скрепления с низом обуви во время вулканизации стельки, каб;1ука, геленки и петель для продева-ния верха (ремня), матрица снабжена по контуру стельки гнезд а.ми 2 для помещения в ;;их нетель 4, а на следу - штифтами 3 для скреп;1епия стельки с кабл/ком л 1е;1епкой.
фигЗ
