Настоящее изобретение относится к конструкции обуви, изготовляемой сандальной затяжкой и прикреплением подошвы способом горячей вулканизации.
При обычной практике прикрепления резиновых подошв способом горячей вулканизации подготовка обуви к креплению низа заключается в меккейной затяжке тексами и в последующем околачивании и. шершевамии затяжной «ромки. При этом тексы загнутыми концами выступают на поверхность стельки внутри готовой обуви, что считается нежелательным; вследствие неизбежных складок, добиться однообразного шершевания затяжной кромки, особенно в носочной части, трудно.
Предлагаемое изобретение имеет целью дать конструкцию обуви, изготовляемой сочетанием сандальной затяжки со способом горячей вулканизации подошвы, отличающуюся тем, что для надежного крепления подошвы к верху обуви по краям стельки и верха обуви, выступающим за грань колодки, прорубают отверстия, которые при вулканизации заполняются резиной, образующей заклепьи.
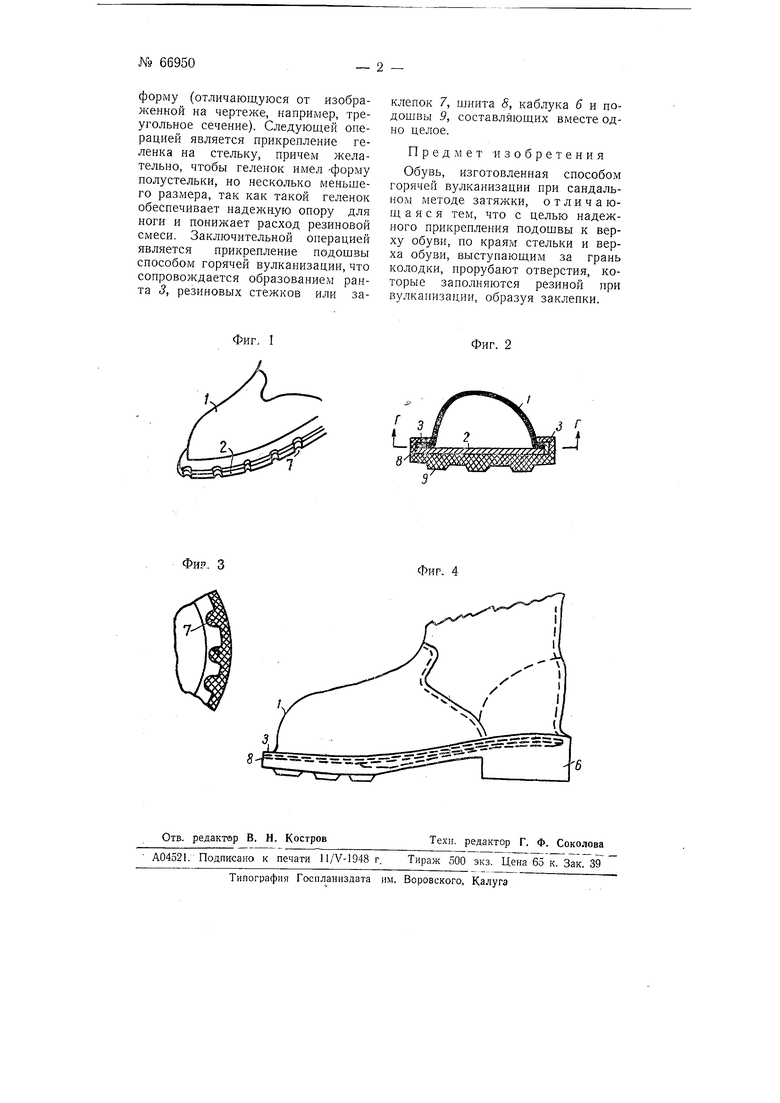
На фиг. 1 изображена часть заготовки после прорубания специальных отверстий, на фиг. 2 изображено поперечное сечение обуви по носочной части, фиг. 3 - горизонтальное сечение, фиг. 4-боковой вид -обуви по Г-Г на фиг. 2.
Заготовка / тяжелой или иной обуви, предпочтительно не имеющей 1подкладкм. сшивается обычным путем. Затем следует накладка стельки 2 и надевание заготовки на колодку. Стелька 2, в отличие от обычных, по всему периметру имеет припуск для сандальной затяжки и может быть изготовляема из текстиля или картона толщиной 2 мм и менее. Сандальная затяжка заготовки / на стельку 2 производится клеем, скобками или нитками с помощью применения уже известных машин или вручную. Далее, вдоль затяжной кромки по ее периметру через верх / и стельку 2 прорубаются отверстия 7, которые служат для образования резиновых стежков или заклепок (см. фиг. 1), причем обязательно, чтобы отверстия 7 больше чем на половину диаметра проходили через толщину верха / и стельки 2 (см. фиг. 3). Отверстия 7 могут иметь разную
форму (отличающуюся от изображенной на чертеже, например, треугольное сечение). Следующей операцией является прикрепление геленка на стельку, причем желательно, чтобы теленок имел -форму полустельки, но несколько меньшего размера, так как такой геленок обеспечивает надежную опору для ноги и понижает расход резиновой смеси. Заключительной операцией является прикрепление подошвы способом горячей вулканизации,что сопровождается образованием ранта 3, резиновых стежков или заклепок 7, шнита S, каблука 6 и подошвы 9, составляющих вместе одно целое.
Предмет -изобретения
Обувь, изготовленная способом горячей вулканизации при сандальном методе затяжки, отличающаяся тем, что с целью надежного прикрепления подошвы к верху обуви, по краям стельки и верха обуви, выступающим за грань колодки, прорубают отверстия, которые заполняются резиной при вулканизации, образуя заклепки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для оправки висков обуви к машине "Мульти-плекси" | 1939 |
|
SU58531A1 |
| Способ изготовления обуви | 1987 |
|
SU1583075A1 |
| Способ изготовления обуви | 1984 |
|
SU1227158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ ПОДОШВЫ ИЗ ПОЛИУРЕТАНА С НАКЛАДКОЙ ИЗ РЕЗИНЫ | 2002 |
|
RU2210298C1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |
| Пневматическая прессовая колодка | 1944 |
|
SU67491A1 |
| ПРОИЗВОДСТВЕННАЯ СИСТЕМА ДЛЯ БОТИНКА С АМОРТИЗИРУЮЩЕЙ ВСТАВКОЙ В КАБЛУКЕ (ВАРИАНТЫ) | 2007 |
|
RU2385139C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ И ОБУВЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2003 |
|
RU2343808C2 |
