tc
Изобретение относится к обувному производству и может быть использовано для изготовления комфортной кожаной и текстильной обуви.
Целью изобретения является повышение производительности при одновременном повышении прочности крепления верха к низу обуви.
Сущность способа затяжки обуви литьевого метода крепления заключается в изготовлении объемной заготовки верха обуви с вертикальной кромкой, одевании ее на колодку литьевой машины с последующим прили- ванием подошвы и вкладыванием стельки. На вертикальной кромке объемной заготовки верха выполняют крепежные отв ерстия, а перед приливанием подошвы осуществляют предварительное соединение каркасной детали с верхом обуви по контуру следа путем продевания крючков каркасной детали в отверстия вертикальной кромки заготовки, а каркасную деталь изготавливают из пластмассы литьевым методом совместно с вкладышем под каблук.
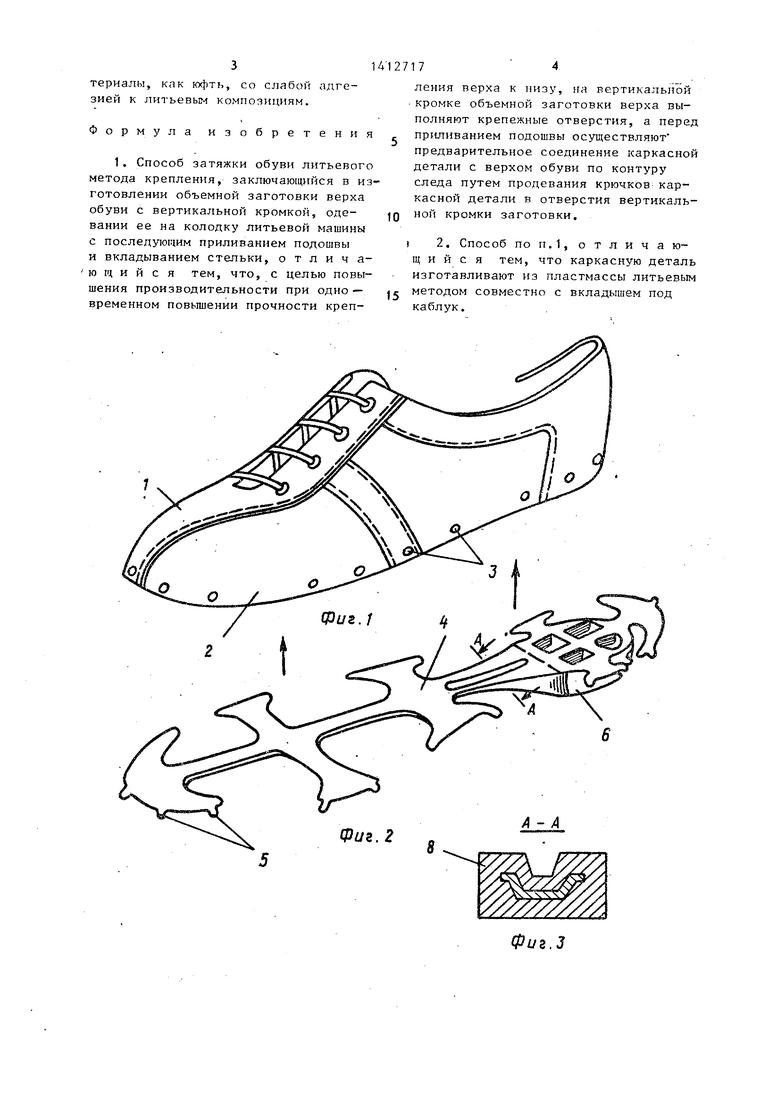
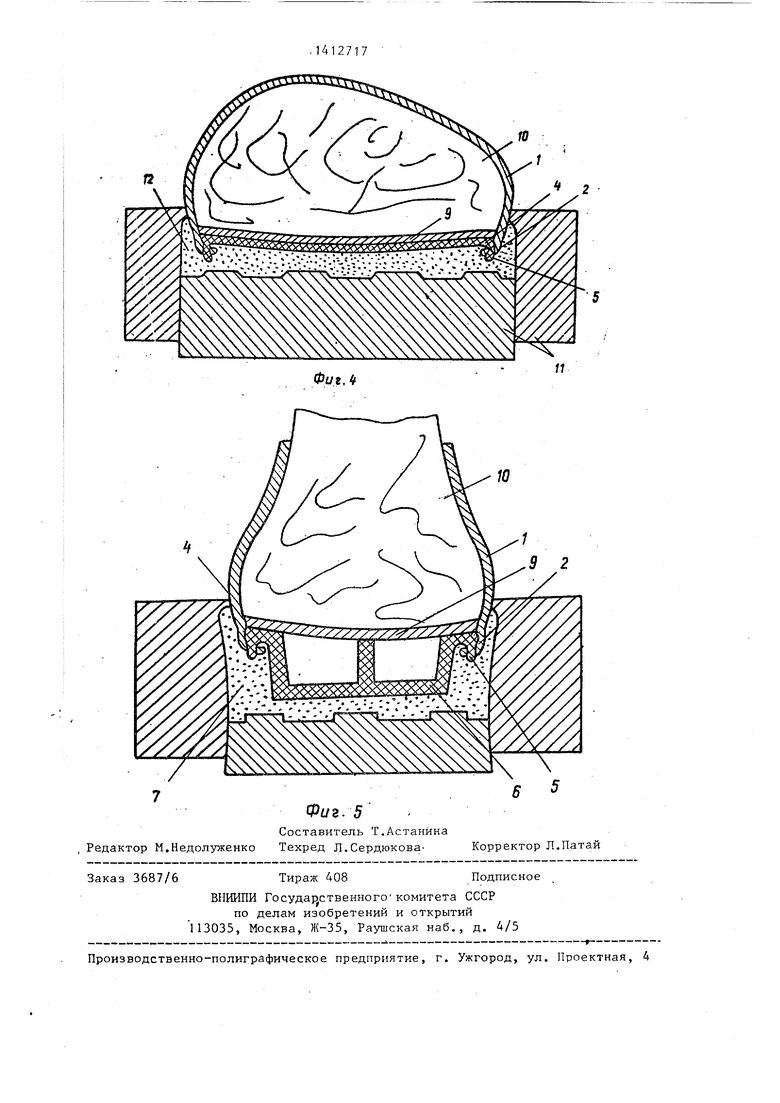
На фиг,1 схематически изображена объемная заготовка,общий вид; на фиг.2 - каркасная деталь, обар1й вид; на фиг.З - разрез Л-А на фиг.2., пленочная часть каркасной детали;на фиг.4 носочная часть обуви с колодкой, находящейся в пресс-форме, разрез; на фиг.З - пяточная часть обуви с колодкой, находящейся также в.пресс- форме, разрез.
Способ осуществляют следующим образом.
Собирают объемную заготовку 1 , в вертикальной кромке 2 которой по периметру выполняют отверстия 3. Изготавливают каркасную деталь 4 с крючками 5, расположенными по кон- турУ следа в соответствии с расположением отверстий 3 в заготовке 1. Каркасная деталь 4 при этом изго- . т авливается методом литья заодно с вкладышем 6 под каблук 7 и геленком 8. Затем заготовку 1 соединяют с каркасной деталью 4 посредством продевания крючков 5 в отверстие 3 (фиг.4 и 5), вставляют вкладную стельку 9 и надевают на колодку 10 литьевой машины 11,после чего отливают подошву 12 вместе с каблуком 7.
Вследствие того, что каркасная деталь 4 выполнена за одно целое с
0
5
0
5
0
5
0
5
0
5
нкладьплем 6 и геленком 8 и представляет собой отдельньп узел, отпадают операции отдельной установки указанных деталей при сборке обуви, что увеличивает производительность.Кроме того, отпадает необходимость изготовления втачной стельки, что также способствует повышению производительности при изготовлении обуви литьевым методом.
Креплегше заготовки 1 с помощью крючков 5 при заливке подошвы создает дополнительную прочность соединения верха с низом,независимую от их адгезии, что обеспечивает достаточную прочность крепления даже в том случае, если материал верха (например, юфть) имеет слабую адгезию с мате риалом подошвы (например, резина, полиуретан).
Пример. При изготовлении женской обуви для активного отдыха собрали ; объемную заготовку полуботинок конструкции типа конверт из Велюра в комбинации с кожей с вертикальной кромкой, в которой по периметру пробили отверстия диамет- .ро 3 мм. Методом литья под давлением из капрона изготовили каркасную деталь, выполненную в виде узла совместно с вкладышем под каблук и геленком, с крючками диаметром 2,5 мм. Затем заготовку соединили с каркасЕюй деталью посредством продевания крючков в отверстие заготовки, вставили вкладную стельку из ткани, дублированной с поролоном, после чего надели на коЛодку литьевой машины и отлили полиуретановую подошву вместе с каблуком.
В результате была получена обувь, соответствующая ГОСТ. Физико-механические испытания зтой. обуви показали, что прочность крепления подошвы с верхом составила 31,0 кгс ( (прочность крепления аналогичной обуви Составляет 17,0 кгс), что примерно в 1,8 раза больше известной обуви.
Использование предлагаемого изо-} бретения позволяет улучшить эксплуатационные свойства обуви литьевого метода крепления за счет повьШ1ения прочности крепления верха с низом, расширить ассортимент применяемых на - териалов для верха обуви литьевого метода крепления, включая такие ма-
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Аппарат для горячевоздушной дезинфекции | 1937 |
|
SU60016A1 |
| Прессформа для изготовления подошв сандалий и т.п. | 1940 |
|
SU60020A1 |
| Способ изготовления обуви и колодка для изготовления узла низа обуви | 1985 |
|
SU1431723A1 |
| Способ изготовления обуви типа сабо | 1982 |
|
SU1088696A1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
Изобретение относится к обувному производству и позволяет повысить производительность при одновременном повьшении прочности крепл ения верха к низу обуви. Способ затяжки обуви литьевого метода крепления заключается в изготовлении объемной заготовки верха обуви с вертикальной кромкой, по контуру которой вьтолня- ются крепежные отверстия, надевании ее на колодку литьевой машины с последующим приливанием подошвы и вкладыванием стельки, перед приливанием подошвы осуществляют предварительное соединение каркасной детали с верхом обуви по контуру следа путем продевания крючков каркасной детали в отверстия вертикальной кромки заготовки, каркасную деталь изготавливают из пластмассы литьевым методом совместно с вкладышем под каблук. 1 3.п. ф-лы, 5 ил. Ё (Л с
Фиг.З
Фиг, ff
Фиг. 5
Составитель Т.Астанйна Редактор М.Недолуженко Техред Л.Сердюкова
Заказ 3687/6
Тираж 408
ВНИИПИ Государственного-комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Ю
2
10
Корректор Л.Патай
Подписное
| Синаюк Д.А., Залкина А.И | |||
| М.: Легкая индустрия, 1978, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
