Эбонитовые стержни, а также подобные им изделия из мягкой резины отформовываются шириц-прессами и В3лканизуются в свободном состоянии в паровой или водной среде.
Предлагаемое приспособление расширяет производствеиные возможности литьевых прессов резиновой промышленности, позволяя отливать удлиненные изделия, не вмещающиеся в рабочих зонах прессов.
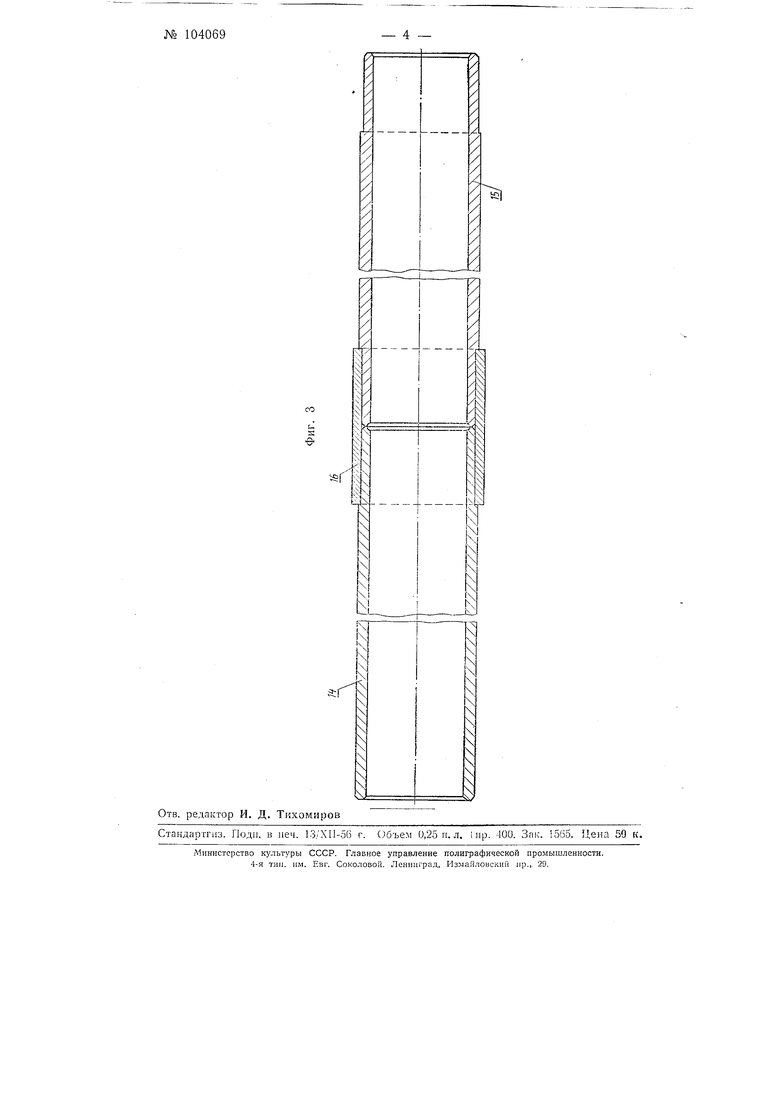
На ФЕТ. 1 изображен вид приспособления сбоку; на фиг. 2 - вид сверху; на фиг. 3 - составная труба-прессформа.
Приспособление выполнено в виде головки / в форме параллелепипеда с угловым литьевым каналом 2 для прохода резины, поступающей из напорной камеры иресса н нажимного приспособления в виде колонок 3, закрепленных своими основаниями в головке, неподвижной траверсы 4 с винтом 5 и маховичком 6 и подвижной по колонкам траверсы 7.
В центре подвижной траверсы расположен прижимной диск 8, закрепленный в сферической опоре 9. На головке расположено сменное литьевое очко 10, закрепленное накладкой 11 при помощи сквозных болтов 12, пропущенных через головку. Для удобства закладки тяжелых прессформ и их центровки имеется регулирующаяся призма 13.
Труба-прессформа состоит из двух одинаковых по длине труб 14 и 15, на конце одной из которых напрессована соединительная манжета 16, позволяющая соединять эти трубы и разъединять их.
Работа с приспособлением протекает следующим образом. Приспособление устанавливается на центр стола литьевого иресса по оси его напорной камеры и закрепляется на нем. В напорную камеру литьевого пресса загружается резиновая смесь. В приспособление одним концом к очку 10, а вторым к прижимном} диску 8 закладывается труба-прессформа и поворотами маховичка 6 зажимается. Пресс пзскается в работу и резиновая смесь нз напорной камеры через литьевой канал 2 устремляется в трубу-прессформу и заполняет ее. Окончание заполнения контролируется появлением резины в пазах прижимного диска 5. По окончании заполнения труба-прессформа освобождается обратными поворотами маховика, вынимается
из приспособления, на ее место закладывается новая труба-прессформа и процесс заполнения повторяется описанным выше образом.
Предмет изобретения
Приспособление для заполнения прессформы к литьевым прессам, о тличающееся тем, что, с целью изготовления изделий длиною, превышающей размеры рабочей зоны пресса, оно выполнено выносным в виде головки с Згловым литником и сменной разъемной трубы-прессформы, прижимаемой к угловому литнику головки нажимным приспособлением.
е :i: : :ti-- : -U
c
-Ф
©e


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство карусельного типа для формовки и вулканизации резиновых изделий методом литья | 1939 |
|
SU60029A1 |
| Пресс для выдавливания литья под давлением резиновых смесей в формы | 1937 |
|
SU55392A1 |
| Установка для формования фрикционных дисков сцепления | 1952 |
|
SU103884A1 |
| Пресс для литья резины под давлением | 1948 |
|
SU82359A1 |
| Многогнездная этажная прессформа-блок для литья под давлением резиновых изделий | 1938 |
|
SU58697A1 |
| Гидравлический колонный пресс | 1948 |
|
SU78793A1 |
| Машина для непрерывной вулканизации формовых резиновых изделий | 1946 |
|
SU70051A1 |
| ЧЕРВЯЧНЫЙ ЛИТЬЕВОЙ ПРЕСС | 1967 |
|
SU223295A1 |
| Устройство для шприцевания резины | 1938 |
|
SU55973A1 |
| Агрегат для промазки шлангов клеем | 1953 |
|
SU98957A1 |

,
