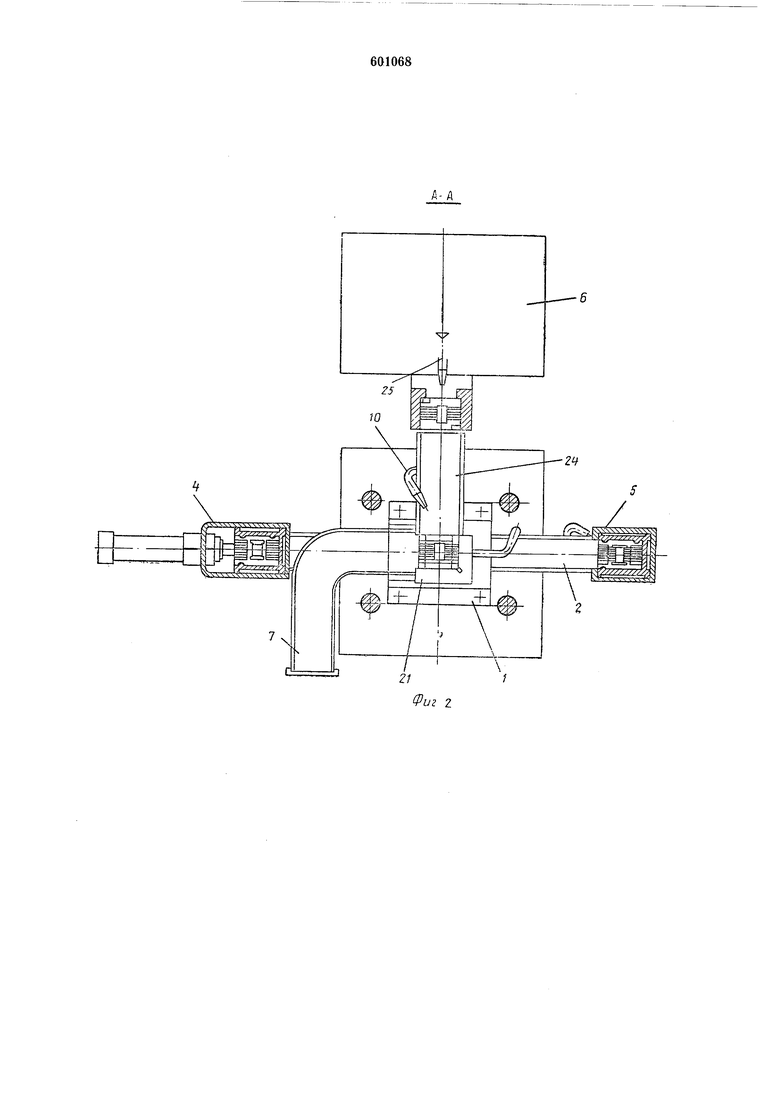
в зоне вырубки и сборки наклонным в €торо.ну подачи спутников .каналом 23.
Уз-ел подачи 6 выполнен в Виде каретки с кассетой для . Выдача ра. -в пневмолоток 24, Предназяаченный для податчи рамок в зо-ну вырубкИ, осуществляется лостоялным .воздушным потоком через сопло 25.
Штамп для вырубкиИ сборки .работает следуюидам Образом.
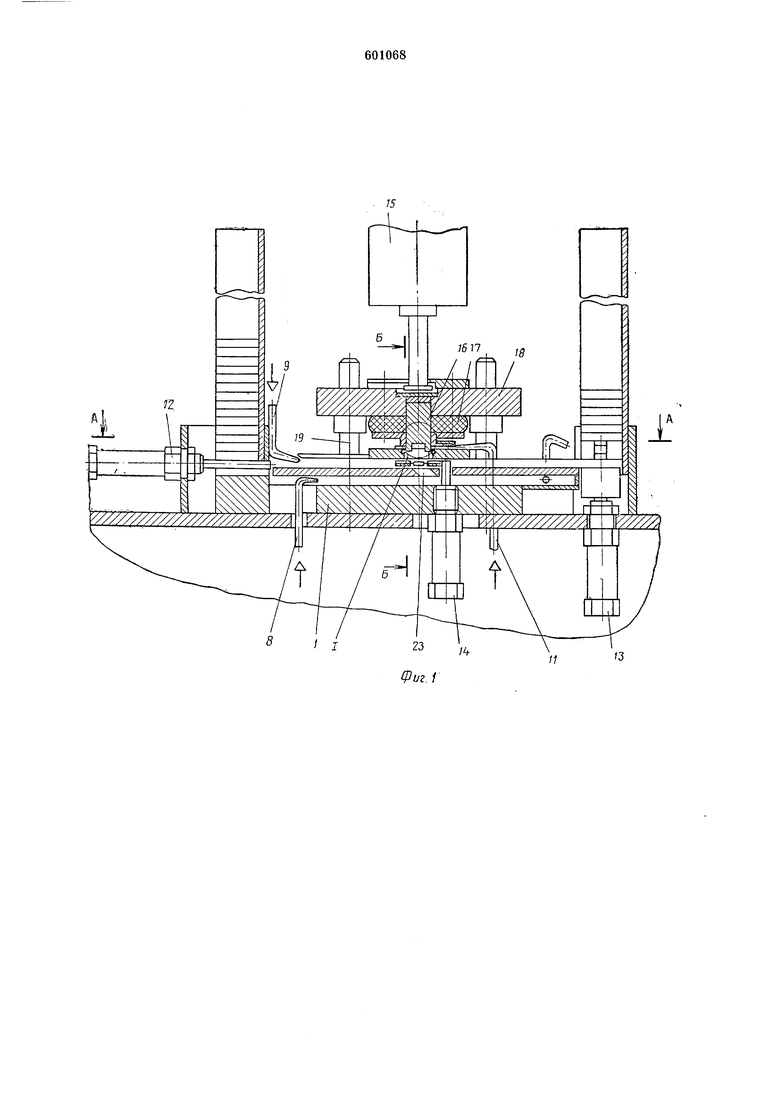
РаМка интегральной схемы подается в зону вы1рубк1и по (пневмолотку 24. Под действием другого .потока воздуха через оопло 10 рамки досылаются -и фиксируются иа «аподвижио/м yinopc 2/. Одно:в|ре мен1Н|0 с .подач ей рам.ки шт.о;ка1м Г1Незмо1ЦИ.ли.ндра 12 опутн.ик 3 подается iB верхний паз 2 и воздушным шотоком досылается в зону вырубки .и фиксируется на .подвижном упоре, управляемом шневмоц-илиндpoiM 14.
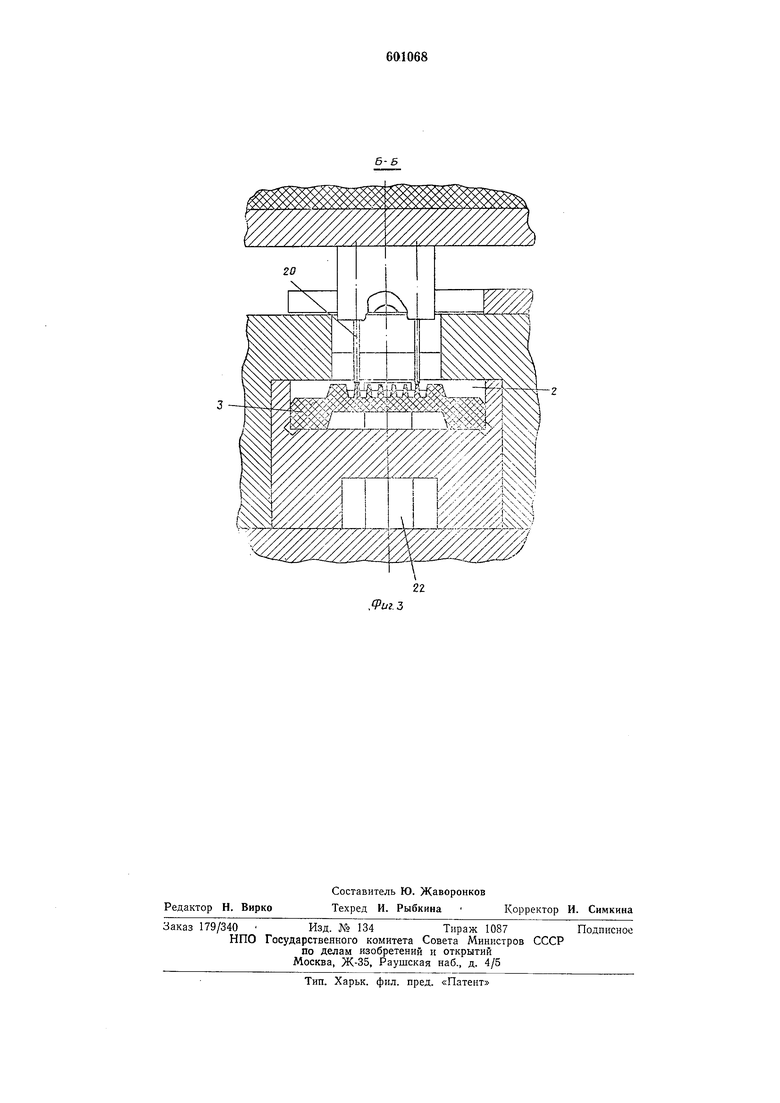
Сквозной паз в спутнике 3 ,в -момент фИКсациИ совпадает с «аклонным каналом 23. Постояйный воздушный поток, проходящий в (пазу 22, создает р-азрежение в зоне вырубки и фиксйярует рамку. При ходе пуансона 16 вниз стержни 20 входят в промежутки между выводами интегральной схемы и точно направляют каэддый вы1ВО|Д В пазы спутни.ка 3.
С .целью Исключения возникновения зав пхре1Н;Ия Б зоне вьфубки в момент вырубки воздушный ноток В пазу 2 отклоняется.
По )01кончан ии (вырубки пуансон 16 перемещается вверх и .одновреме1нно убирается упор пиевмоцилиндром 14. Воздушным потоком спутник 3 с .уложен1ной :интепр.альн.ой схемой выводится из зоны вырубки.
Затем включают поток для удаления облоя и одновременно, с целью исключения возникновения занихрения, выключают воздушный .поток досылки и фиксации рамок интегральных схем. Скорость во.здушных лотоков регулируется с номощью дросселей. После удаления облоя цикл работы повторяется.
Формула и 3 о б р е т е .н и я
1. Штамп для вырубки и сбор.ки деталей,
в частности для вырубки интегральных схем и укладки их в спутники, содерж.ащий матрицу и .пуансон для вьирубки и сборки, от л и ч а ющийся тем, что, с целью обеспечения надеж1ной ориентации и фиксации деталей, а также исключения их деформации нри сборке, штамп связан с системой подачи сжатого воздуха в м.атр;ице, иод .зоной вырубки, нернендикулярно ее |продольной оси выполнены два сквозных, связанных с ппевмосистемой параллельных паза, один из которых выполнен .ироходящам через зону сборки, предназ.начен для подачи и удаления деталей и связан с другим пазом (При иомощи канала, вынолнешюго наклонным в направлении подачи деталей.
2. Штамп по п. 1, отличающийся тем, что он снабжен фиксаторами вырубаемых деталей, выполненными в виде четырех упругих стержней, закрепленных на пуан.соне. 3. ШтаМП ;по П. 1, от л и ч а ю щи и с я тем,
что он снабжен убирающимся lyinopoM, установленным в .матрице за зо.ной сборки со сторо.ны, яротиволежащей нодаче, и входящим в паз для подачи и удаления деталей.
Источник информ.ации, принятый во ВНЯмание при экспертизе:
il. Авторское свидетельство СССР № 215:192, кл. В 3,1 В 1/44, 03.08.66.
s 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки и сборкидЕТАлЕй | 1979 |
|
SU837485A1 |
| Штамп для вырубки и сборки | 1984 |
|
SU1171153A1 |
| Штамп для вырубки и сборки | 1986 |
|
SU1310073A2 |
| Устройство для вырубки интегральных схем и укладки их в спутники | 1985 |
|
SU1294423A1 |
| Устройство для вырубки интегральных схем и укладки их в спутники | 1983 |
|
SU1140857A1 |
| Штамп для вырубки и укладки интегральных схем в спутники | 1989 |
|
SU1646645A1 |
| Способ изготовления составного керамического стержня для литья полых изделий | 2017 |
|
RU2676721C1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1989 |
|
SU1676714A1 |
| Штамп совмещенного действия | 1985 |
|
SU1315084A1 |