1
.Изобретение относится к автоматизации сборочных работ с применением вырубных операций и может быть использовсгно в полупроводниковом производстве .
Известно устройство дл-я вырубки и сборки деталей, в частности для вырубки интегральных схем и укладки их в спутники-носители, содержа1Г(ее установленные на основании штамп для вырубки и сборки деталей, на верхней плите которого установлен пуансон для вырубки и в матрйцЪ которого, под зоной вырубки, выполнен паз для прохода спутников-носителей, перемещающихся по транспортному лотку из магазина-накопителя в зону сборки и вывода их с уложенными интегральными схемами из зоны сборки к магазинупеналу, механизм подачи рамок с интегральными схемами из кассеты в зону вырубки {1 .
Известное устройство не обеспечивает возможности укладки в спутники-носители ранее вырубленных интегральных схем из :/амок, что необходимо для непрерывной работы устройства при неритмичном поступлении рамок с интегральными схемами.
Цель изобретения - повышение производительности работы устройства.
Поставленная цель достигается тем, что штамп установлен с возможностью вертикального перемещения и снабжен механизмом перемещения, выполненным в виде установленной на основании подвижной в вертикальном направлении стойки с приводом и установленным
0 на ней механизмом укладки интегральных схем в спутники-носители, выполненным в виде планки с пазом, профиль которого соответствует профилю транспортного лотка и расположенного над планкой лотка с индивидуальным приводом для приема интегральных схем из кассеты и укладки их в спутникиносители.
Устройство снабжено также установ0ленной в пазу матрицы дополнительной планкой с пазом, профиль которого соответствует профилю транспортного лотка.
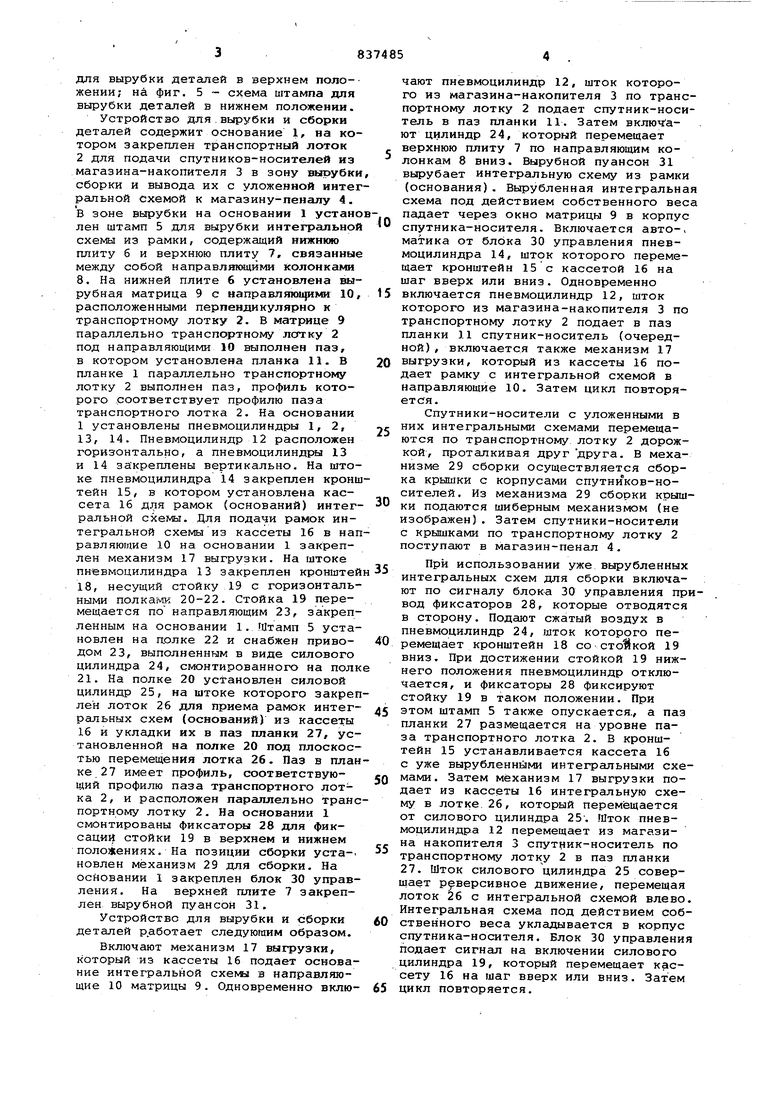
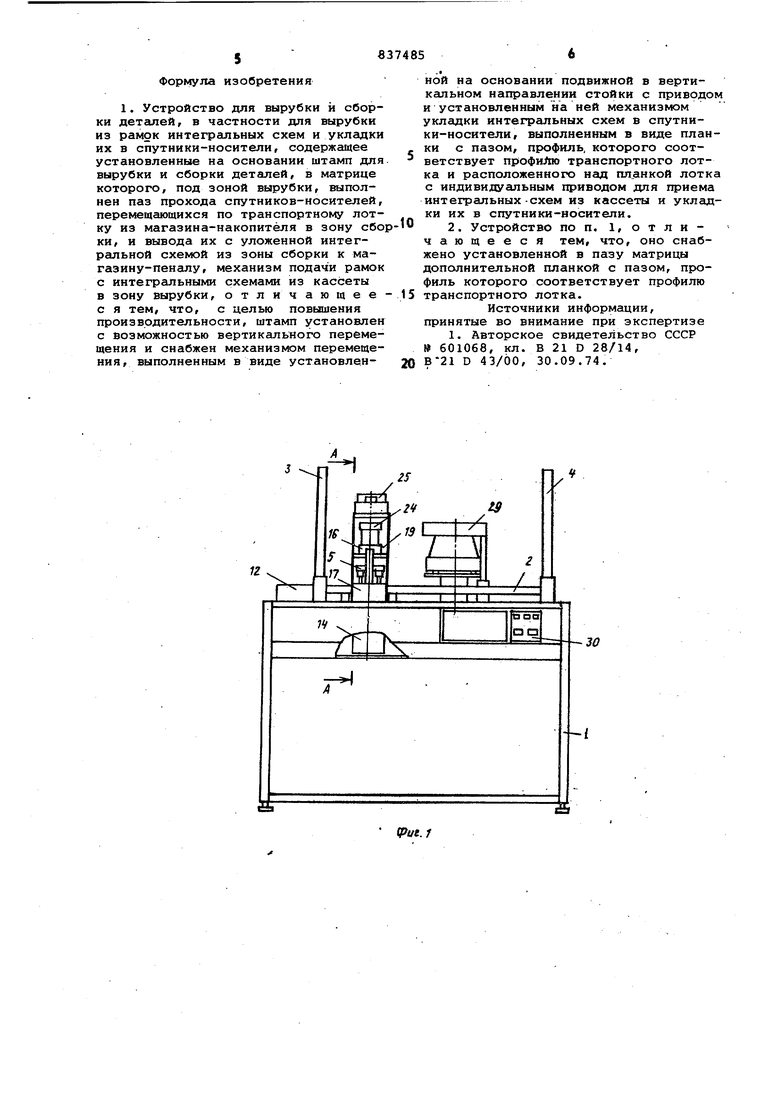
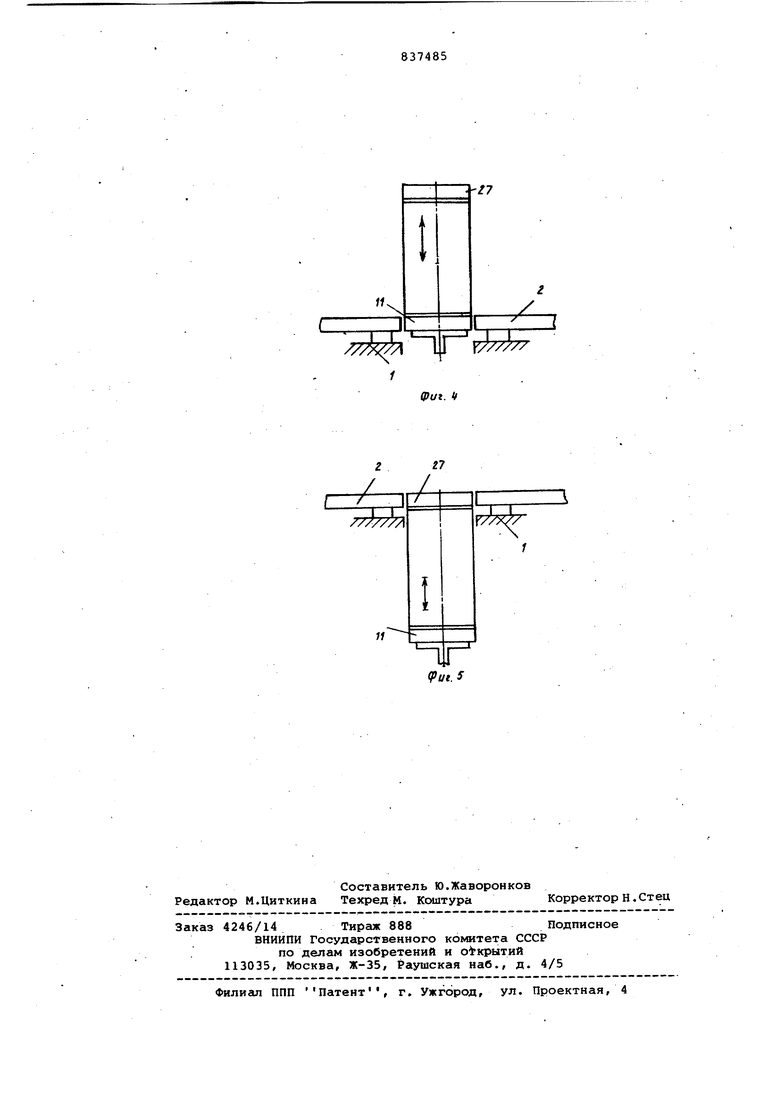
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1,(штамп для вырубки деталей в верхнем положении); на фиг. 3 - разрез А-А на фиг. 1 (штамп дня вырубки деталей в нижнем положении); на фиг. 4 - схема штампа
0
для вырубки деталей в верхнем поло-жении; на фиг. 5 - схема штампа для вырубки деталей в нижнем положении.
Устройство для.вырубки и сборки деталей содержит основание 1, на котором закреплен транспортный лоток 2 для подачи спутников-носителей из магазина-накопителя 3 в зону вырубки сборки и вывода их с уложенной интегральной схемой к магазину-пеналу 4. В зоне вырубки на основании 1 устанолен штамп 5 для вырубки интегральной схемы из рамки, содержащий нижнюю плиту б и верхнюю плиту 7, связанные между собой направляющими колонками 8. На нижней плите 6 установлена вырубная матрица 9 с направляюиртми 10, расположенными перпендикулярно к транспортному лотку 2. В матрице 9 параллельно транспортному лотку 2 под направляющими 10 выполнен паз, в котором установлена планка 11. В планке 1 параллельно транспортному лотку 2 выполнен паз, профиль которого соответствует профилю паза транспортного лотка 2. На основании 1 установлены пневмоцилиндры 1, 2, 13, 14. Пневмоцилиндр 12 расположен горизонтально, а пневмоцилиндры 13 и 14 закреплены вертикально. На штоке пневмоцилиндра 14 закреплен кронштейн 15, в котором установлена кассета 16 для рамок (оснований) интегральной схемы. Для подачи рамок интегральной схемы из кассеты 16 в направляющие 10 на основании 1 закреплен механизм 17 выгрузки. На штоке пневмоцилиндра 13 закреплен кронштей 18, несущий стойку 19 с горизонтальными полкаг ги 20-22. Стойка 19 п.еремещается по направляющим 23, закрепленным на основании 1. Штамп 5 установлен на долке 22 и снабжен приводом 23, выполненным в виде силового цилиндра 24, смонтированного на полк 21. На полке 20 установлен силовой цилиндр 25, на штоке которого закреплен лоток 26 для приема рамок интегральных схем (оснований) из кассеты 16 и укладки их в паз планки 27, установленной на полке 20 под плоскостью перемещения лотка 26. Паз в планке 27 имеет профиль, соответствующий профилю паза транспортного лотка 2, и расположен параллельно транспортному лотку 2. На основании 1 смонтированы фиксаторы 28 для фиксаций стойки 19 в верхнем и нижнем положениях. На позиции сборки уста-, новлен механизм 29 для сборки. На основании 1 закреплен блок 30 управления. На верхней плите 7 закреплен вырубной пуансон 31.
Устройство для вырубки и сборки деталей работает следующим образом.
Включают механизм 17 выгрузки, который из кассеты 16 подает основание интегральной схемы в направляющие 10 матрицы 9. Одновременно включают Пневмоцилиндр 12, шток которого из магазина-накопителя 3 по транспортному лотку 2 подает спутник-носитель в паз планки 11. Затем включают цилиндр 24, который перемещает верхнюю плиту 7 по направляющим колонкам 8 вниз. Вырубной пуансон 31 вырубает интегральную схему из рамки (основания). Вырубленная интегральна схема под действием собственного вес падает через окно матрицы 9 в корпус спутника-носителя. Включается авто-, матика от блока 30 управления пневмоцилиндра 14, шток которого перемещает кронштейн 15 с кассетой 16 на шаг вверх или вниз. Одновременно включается Пневмоцилиндр 12, шток которого из магазина-накопителя 3 по транспортному лотку 2 подает в паз планки 11 спутник-носитель (очередной), включается также механизм 17 выгрузки, который из кассеты 16 подает рамку с интегральной схемой в направляющие 10. Затем цикл повторяется.
Спутники-носители с уложенными в них интегральными схемами перемещаются по транспортному лотку 2 дорожкой, проталкивая друг друга. В механизме 29 сборки осуществляется сборка крышки с корпусами спутни°ков-носителей. Из механизма 29 сборки крышки подаются шиберным механизмом (не изображен). Затем спутники-носители с крышками по транспортному лотку 2 поступают в магазин-пенал 4.
При использовании уже вырубленных интегральных схем для сборки включают по сигналу блока 30 управления првод фиксаторов 28, которые отводятся в сторону. Подают сжатый воздух в Пневмоцилиндр 24, шток которого перемещает кронштейн 18 со стойкой 19 вниз. При достижении стойкой 19 нижнего положения Пневмоцилиндр отключается, и фиксаторы 28 фиксируют стойку 19 в таком положении. При этом штамп 5 также опускается., а паз планки 27 размещается на уровне паза транспортного лотка 2. В кронштейн 15 устанавливается кассета 16 с уже вырубленными интегральными схемами. Затем механизм 17 выгрузки подает из кассеты 16 интегральную схему в лотке. 26, который перемещается от силового цилиндра 25. ГПток пневмоцилиндра 12 перемещает из магазина накопителя 3 спутник-носитель по транспортному лотку 2 в паз планки 27. Шток силового цилиндра 25 совершает реверсивное движение, перемещая лоток 26 с интегральной схемой влево Интегральная схема под действием собственного веса укладывается в корпус спутника-носителя. Блок 30 управлени подает сигнал на включении силового цилиндра 19, который перемещает кассету 16 на шаг вверх или вниз. Затем цикл повторяется. Формула изобретения 1. Устройство для вырубки и сборки деталей, в частности для вырубки из рамок интегральных схем и укладки их в спутники-носители, содержащее установленные на основании штамп для вырубки и сборки деталей, в матрице которого, под зоной вырубки, выполнен паз прохода спутников-носителей, перемещающихся по транспортному лотку из магазина-накопителя в зону сбо ки, и вывода их с уложенной интегральной схемой из зоны сборки к магазину-пеналу, механизм подачи рамок с интегральными схемами из кассеты в зону вырубки, отличающее с я тем, что, с целью повышения производительности, штамп установлен с возможностью вертикального перемещения и снабжен механизмом перемещения, выполненным в виде установленной на основании подвижкой в вертикальном направлении стойки с приводом и установленным на ней механизмом укладки интегральных схем в спутники-носители, выполненным в виде планки с пазом, профиль, которого соответствует профилю транспортного лотка и расположенного над планкой лотка с индивидуальным приводом для приема интегральных-схем из кассеты и укладки их в спутники-носители. 2. Устройство по п. 1, о т л и чающееся тем, что, оно снабжено установленной в пазу матрицы дополнительной планкой с пазом, профиль которого соответствует профилю транспортного лотка. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 601068, кл. В 21 D 28/14, В-21 D 43/00, 30.09.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и сборки | 1984 |
|
SU1171153A1 |
| Штамп для вырубки и сборки | 1986 |
|
SU1310073A2 |
| Устройство для вырубки интегральных схем и укладки их в спутники | 1983 |
|
SU1140857A1 |
| Устройство для вырубки интегральных схем и укладки их в спутники | 1985 |
|
SU1294423A1 |
| Штамп-автомат с вырубной матрицей | 1984 |
|
SU1222357A1 |
| Штамп для вырубки и сборки деталей | 1974 |
|
SU601068A1 |
| Штамп для вырубки и укладки интегральных схем в спутники | 1989 |
|
SU1646645A1 |
| Устройство для вырубки интегральных схем | 1984 |
|
SU1169767A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Устройство для вырубки интегральных схем | 1987 |
|
SU1442294A1 |
АА
17
/7
nir
Vut.s
