Изобретение относится к обработке металлов давлением, в частности к устройствам для вырубки интегральных схем и укладки их в спутники.
Цель изобретения - повышение производительности устройства.
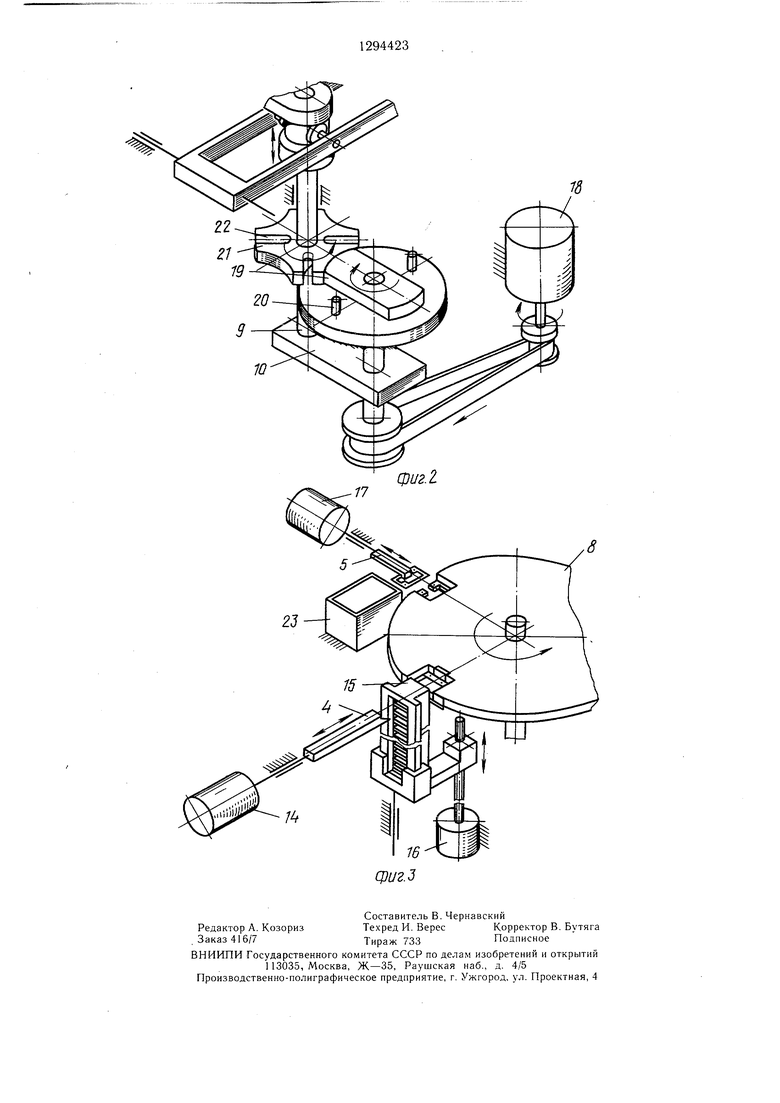
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - механизм прерывистого вращения; на фиг. 3 - узел подачи заготовок в рабочую зону устройства и узел
дит вырубка интегральной схемы и ее дальнейшая укладка в соответствующий спутник, расположенный на траспортном лотке 6. Одновременно на позиции, отстоящей от позиции вырубки на 90°, по ходу вращения платформы 8 происходит перемещение захвата узла 5 удаления в направлении отхода 26. В это же время на позиции, отстоящей от позиции вырубки на 180° по ходу вращения платформы 8, толкаудаления отходов из рабочей зоны уст- ю тель узла 4 подачи подает из кассеты 15
очередную заготовку 25.
роиства.
Устройство содержит матрицу 1, пуансон 2, закрепленный на подвижной плите 3 щтам- па, узел 4 подачи заготовок в рабочую зону устройства, узел 5 удаления отходов
очередную заготовку 25.
В то же время на позиции, отстоящей от позиции вырубки на 270° по ходу вращения платформы 8, осуществляется контроль положения заготовки 25 с помощью
30
из рабочей зоны устройства, транспортньщ 5 фотодатчика 13. Затем платформа 8 и под- лоток 6 со спутниками, промежуточный механизм 7, закрепленный на подвижной плите 3, платформу 8, установленную на оси 9 с возможностью прерывистого вращения и возвратно-поступательного перемещения в на- jn правлении, перпендикулярном плоскости вращения, механизм 10 прерывистого вращения и механизм возвратно-поступательного перемещения платформы, выполненный в виде подпружиненного рычага 11.
-На платформе выполнены гнезда 12 под 25 обрабатываемый материал. Устройство снабжено фотодатчиком 13, контролирующим положение обрабатываемого материала.
Узел 4 подачи заготовок в рабочую зону устройства содержит пневмоцилиндр 14 и толкатель, смонтированный с возможностью взаимодействия с заготовками, расположенными в кассете 15, которая, в свою очередь, установлена с возможностью щаго- вого перемещения в направлении, перпендикулярном перемещению толкателя. Перемещение на шаг осуществляется шаговым двигателем 16.
Узел 5 удаления отхода из рабочей зоны устройства содержит пневмоцилиндр 17.
Механизм 10 прерывистого вращ,ения содержит электродвигатель 18, поводок 19, 40 ролик 20, мальтийский крест 21 с пазами 22. Мальтийский крест 21 жестко связан с осью 9 устройства. Тара 23 установлена для сбора отхода. На матрице 1 установлены фиксаторы 24. Заготовка обозначена позицией 25, а отход - позицией 26.45
Устройство работает следующим образом.
В исходном состоянии гнезда 12, выполненные на платформе 8, находятся соответственно напротив узла 4 подачи, фотодатчика 13, матрицы 1 и узла 5 удаления.
35
вижная плита 3 штампа возвращаются в исходное положение. Нри поднятии платформы 8 происходит включение привода узла 5 удаления отходов и удаление отхода 26 в тару 23. Нри этом толкатель узла 4 подачи заготовок возвращается в исходное положение.
Затем посредством механизма 10 прерывистого вращения происходит поворот платформы 8 на 90°, и цикл повторяется.
Предлагаемое устройство позволит повысить производительность процесса вырубки интегральных схем и укладки их в спутники за счет совмещения отдельных операций во времени.
Формула изобретения
Устройство для вырубки интегральных схем и укладки их в спутники, содержащее матрицу, установленную в неподвижной части штампа, пуансон, смонтированный в подвижной части штампа, узел подачи заготовок в рабочую зону устройства, транспортный лоток со ступеньками, расположенный под матрицей, узел удаления отходов из рабочей зоны устройства и промежуточный механизм, смонтированный с возможностью взаимодействия с подвижной частью штампа, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено платформой, установленной на оси с возможностью прерывистого вращения и возвратно-поступательного перемещения в направлении, перпендикулярном плоскости вращения, механизмом прерывистости вращения, смонтированным с возможностью взаимодействия с осью, и механизмом возврати о-посту нательного перемещения
При перемещении подвижной части щтам- 5 платформы, выполненным в виде подпружипа вниз происходит опускание платформы 8, при этом заготовка 25 фиксируется на матрице 1 при помощи фиксаторов 24. При дальнейшем опускании пуансона 2, закрепленного на подвижной плите 3 штампа, происхоненного рычага, установленного с возможностью взаимодействия с промежуточным механизмом и осью платформы, при этом на указанной платформе выполнены гнезда под обрабатываемую заготовку.
дит вырубка интегральной схемы и ее дальнейшая укладка в соответствующий спутник, расположенный на траспортном лотке 6. Одновременно на позиции, отстоящей от позиции вырубки на 90°, по ходу вращения платформы 8 происходит перемещение захвата узла 5 удаления в направлении отхода 26. В это же время на позиции, отстоящей от позиции вырубки на 180° по ходу вращения платформы 8, толкатель узла 4 подачи подает из кассеты 15
очередную заготовку 25.
В то же время на позиции, отстоящей от позиции вырубки на 270° по ходу вращения платформы 8, осуществляется контроль положения заготовки 25 с помощью
фотодатчика 13. Затем платформа 8 и под-
фотодатчика 13. Затем платформа 8 и под-
вижная плита 3 штампа возвращаются в исходное положение. Нри поднятии платформы 8 происходит включение привода узла 5 удаления отходов и удаление отхода 26 в тару 23. Нри этом толкатель узла 4 подачи заготовок возвращается в исходное положение.
Затем посредством механизма 10 прерывистого вращения происходит поворот платформы 8 на 90°, и цикл повторяется.
Предлагаемое устройство позволит повысить производительность процесса вырубки интегральных схем и укладки их в спутники за счет совмещения отдельных операций во времени.
Формула изобретения
Устройство для вырубки интегральных схем и укладки их в спутники, содержащее матрицу, установленную в неподвижной части штампа, пуансон, смонтированный в подвижной части штампа, узел подачи заготовок в рабочую зону устройства, транспортный лоток со ступеньками, расположенный под матрицей, узел удаления отходов из рабочей зоны устройства и промежуточный механизм, смонтированный с возможностью взаимодействия с подвижной частью штампа, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено платформой, установленной на оси с возможностью прерывистого вращения и возвратно-поступательного перемещения в направлении, перпендикулярном плоскости вращения, механизмом прерывистости вращения, смонтированным с возможностью взаимодействия с осью, и механизмом возврати о-посту нательного перемещения
платформы, выполненным в виде подпружиненного рычага, установленного с возможностью взаимодействия с промежуточным механизмом и осью платформы, при этом на указанной платформе выполнены гнезда под обрабатываемую заготовку.
S
Редактор A. Козориз Заказ 416/7
Составитель В. Чернавский Техред И. ВересКорректор В. Бутяга
Тираж 733Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4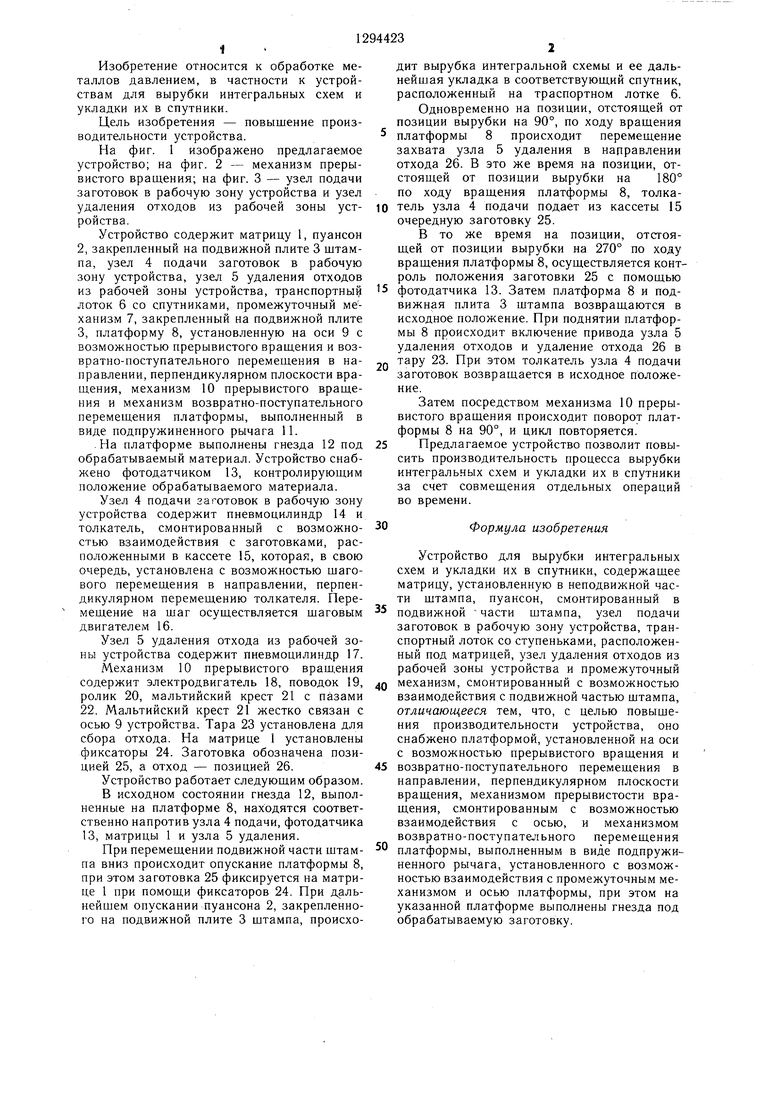
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырубки интегральных схем и укладки их в спутники | 1983 |
|
SU1140857A1 |
| Штамп для вырубки и сборки | 1984 |
|
SU1171153A1 |
| Штамп для вырубки и сборки | 1986 |
|
SU1310073A2 |
| Штамп для вырубки и укладки интегральных схем в спутники | 1989 |
|
SU1646645A1 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Устройство для вырубки и сборкидЕТАлЕй | 1979 |
|
SU837485A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| Штамп-автомат с вырубной матрицей | 1984 |
|
SU1222357A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для вырубки интегральных схем и укладки их в спутники. Изобретение позволяет повысить производительность за счет совмещения операций технологического процесса во времени. При перемещении подвижной части штампа вниз происходит опускание платформы 8. При этом заготовка 25 фиксируется на матрице 1. При дальнейшем опускании пуансона 2 происходит вырубка. В это время толкатель узла 4 подачи подает из кассеты очередную заготовку. При подъеме платформы 8 происходит включение привода узла 5 удаления отходов и удаление отхода 26 в тару. Затем происходит поворот платформы 8 на 90°, и цикл повторяется. 3 ил. (Л IC со 4 ю со ф1/г1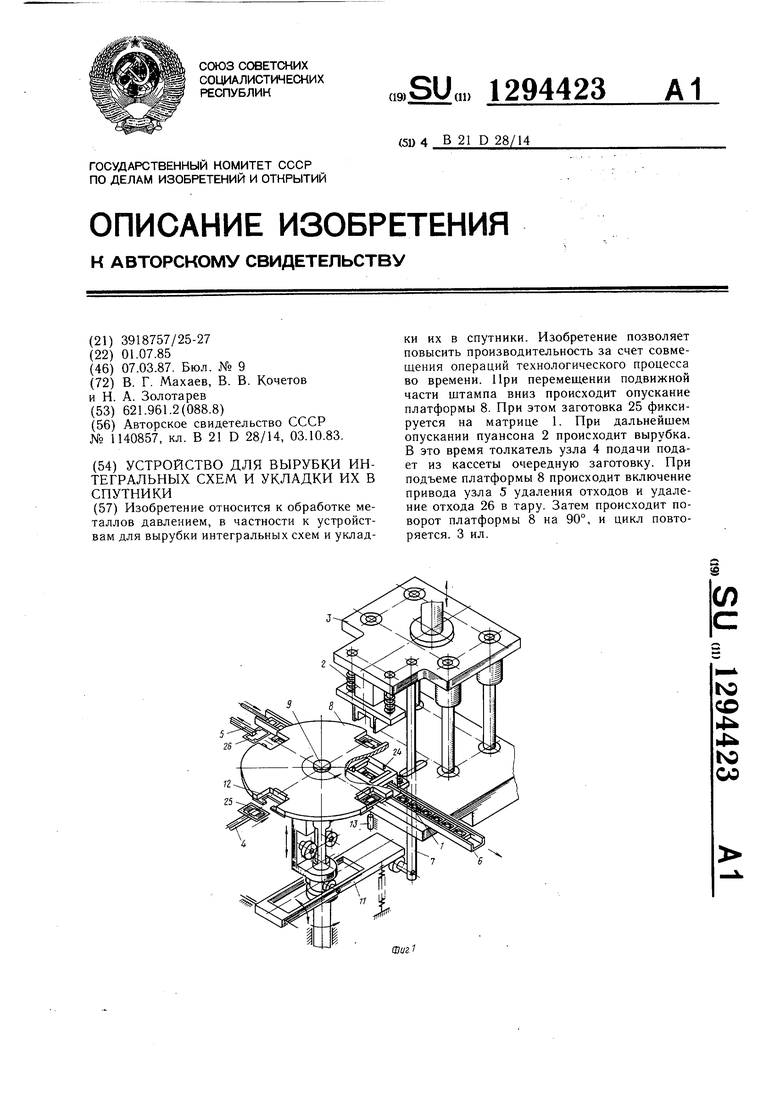
| Устройство для вырубки интегральных схем и укладки их в спутники | 1983 |
|
SU1140857A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
