Предлагаемый строгальный станок для обработки частей деревянных строений и замковых соединений в них, представлен на чертеже, на котором фиг. 1, 2, 4, 5 изображают в разных проекциях схематический вид станка для обработки бревен, фиг. 6 и 7 - фигурные резцы, фиг. 8, 9, 10, 11, 12, 13, 14, 15, 16, 19, 21, 23, 24, 25, 26 и 29 - образцы продольных и поперечных замковых соединений, фиг. 3 - деталь станка, фиг. 17, 18 и 22 - схематический вид станка для угловых замковых соединений, фиг. 20 - угловое соединение бревен, фиг. 27 и 28 - схематический вид в двух проекциях станка для образования торцевых шипов, фиг. 30 и 31 - две проекции станка для образования шипов на строгальных ногах, фиг. 32 - деталь, фиг. 33 - размещение стропильных ног на станке во время обработки и фиг. 34 - стропильную ферму.
В части своей для обработки бревен, станок состоит из рамы 1 (фиг. 1, 2, 4 и 5), на которой при посредстве зажимов 3 и 3′ (фиг. 2) укрепляется обрабатываемое бревно 2. Так как бревна могут быть разной длины, то зажимы 3′ устраиваются на бруске 5, переставляемом в раме 1 винтом 4. Для желаемого оформления бревна и продольного замкового соединения служат фигурные резцы 7 (фиг. 1, 4, 5, 6 и 7), которые устанавливаются в неподвижной колодке 6 (фиг. 6).
Для обработки бревна, закрепленного на раме 1, последняя приводится в возвратно-поступательное движение, при чем перемещение рамы в прямом и обратном направлении производится в направляющих пазах брусков 8, самое же движение получается от кривошипного механизма 35 (фиг. 1 и 2). Бруски 8 снабжены боковыми отростками 9, помещающимися в вертикальных пазах стоек станины станка и поперечинами 11 (фиг. 1, 2, 4, 5) с гайками для винтов 12. При возвратно-поступательном перемещении рамы 1, неподвижно закрепленные на колодке 6 резцы производят надлежащую обработку движущегося бревна, подача которого к резцам происходит поперечинами 11, при посредстве вращающихся с одинаковой скоростью винтов 12, получающих вращение от главного вала станка при помощи обычных передач. Для образования в бревне 2 угловых замковых соединений, подобных показанным на фиг. 20, или косых замков по фиг. 23, для продольной связи бревен, служат поперечные выступы 13, 14 и 15 (фиг. 17 и 22), на которых бревна 2 размещаются своей осью в направлении, перпендикулярном к продольной осевой плоскости станка и закрепляются неподвижно, а обработка бревна совершается резцами 17 (фиг. 17, 18, 22), закрепляемыми в колодке 16, которая совершает рабочее движение от кривошипного механизма, движение же подачи получается ею от системы вращающихся винтов 12.
При изготовлении шипов на торцах бревен, подача сообщается бревну 2 (фиг. 27, 28) при посредстве упора 20 с гайкой 21, перемещаемого винтом 22, получающим вращение от главного вала «танка. Движение же резцовой колодки 18 происходит между брусьями 19, 19, установленными вертикально.
В тех же случаях, когда нужно получить скошенные шипы на стропильной ноге, последняя устанавливается под соответствующим наклоном к продольной плоскости станка, на его поперечном выступе 13, 14, 15 (фиг. 30), 13, 14 (фиг. 33), а образование шипа получается при помощи двух резцовых колодок 25, 26 и 27, 28 (фиг. 30), 27, 25 и 26, 28 (фиг. 31), которые движение подачи получают от винтов 33 (фиг. 30), 33, 34 (фиг. 31), имеющих для одной колодки правую, а для другой - левую резьбу, движение же рабочее - совершают в противоположных друг к другу направлениях, что достигается посредством кривошипного и шарнирного механизма 29, 30, 31 и 32.
Перечисленные выше формы выполнения станка служат для полной обработки бревен, предназначаемых для постройки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Корообдирный станок | 1930 |
|
SU29020A1 |
| Станок для кантования с трех сторон бревен | 1926 |
|
SU4900A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ БРЕВЕН В ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044624C1 |
| Продольно-строгальный станок | 1934 |
|
SU47533A1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 1992 |
|
RU2036784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРЕВЕНЧАТОГО ИЗДЕЛИЯ И БРЕВЕНЧАТОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 1992 |
|
RU2105104C1 |
| Стригальный станок для изготовления деревянных зубцов для конических колес | 1936 |
|
SU49160A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| Корообдирный станок | 1934 |
|
SU42291A1 |
| Станок для окорки бревен и разделения их на части определённой длины | 1929 |
|
SU20313A1 |
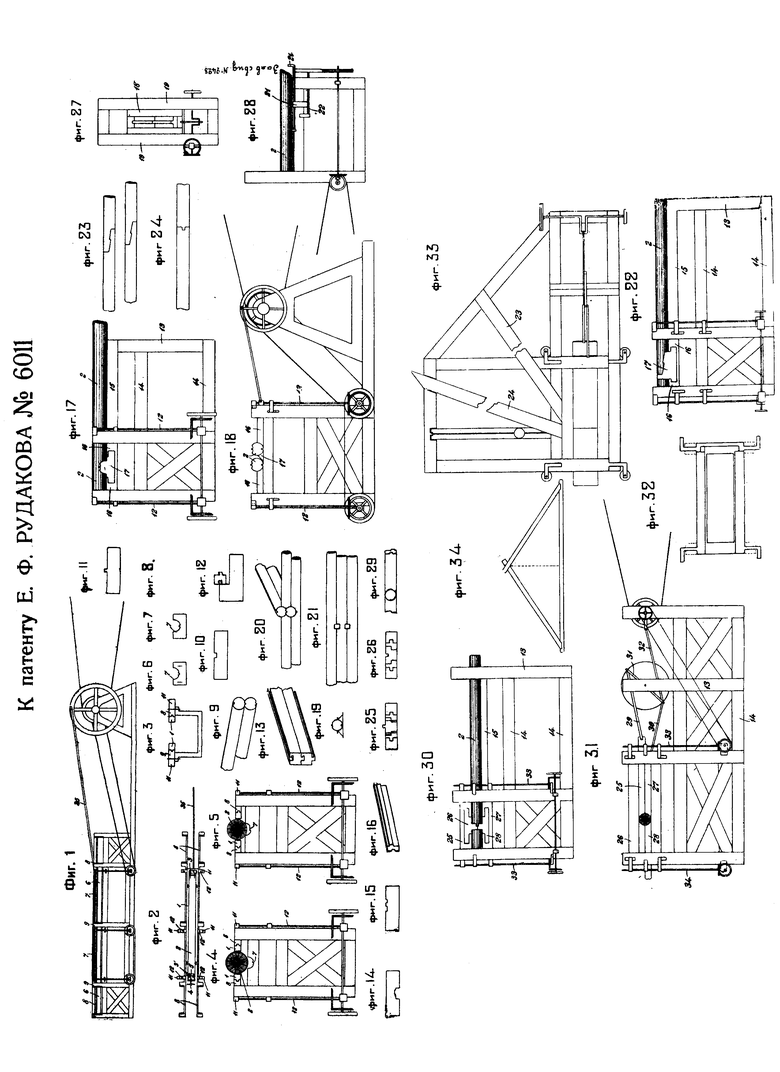
1. Строгальный станок для обработки частей деревянных строений и замковых соединений в них, характеризующийся применением рамы 1 (фиг. 1, 2, 4, 5) для закрепления в ней обрабатываемого бревна 2 зажимами 3 и 3′, из коих зажимы 3′, в целях возможности укрепления бревен различной длины, помещены на переставном в раме винтом 4 бруске 5, каковая рама для надлежащего оформления, помещенными в неподвижной колодке 6 фигурными резцами 7 бревна, с образованием на нем элементов продольного замкового соединения, получает от кривошипного механизма возвратно-поступательные перемещения в направляющих пазах брусков 8, снабженных боковыми отростками 9, помещенными в вертикальных пазах стоек 1 станины станка и поперечинами с гайками для винтов, получающих в целях подачи бревна к резцам, одновременное вращение с одинаковою скоростью от главного вала станка при посредстве обычных передач.
2. Форма выполнения охарактеризованного в п. 1 станка для образования в бревнах гнезд угловых замковых соединений (фиг. 20), или косых замков (фиг. 23) для продольной связи бревен, отличающаяся тем, что бревна 2 (фиг. 17, 18, 22) размещаются своей осью в направлении, перпендикулярном к продольной осевой плоскости станка и устанавливаются неподвижно на поперечном выступе 13, 14, 15 (фиг. 17, 22) станины, а рабочее движение от кривошипного механизма и движение подачи от системы винтов получает колодка 16 (фиг. 17, 18, 22) с резцами 17 (фиг. 17, 18, 22) надлежащего профиля.
3. Форма выполнения охарактеризованного в п. 2 станка для образования шипов на торцах бревен (фиг. 24), отличающаяся тем, что направляющие движение резцовой колодки 18 (фиг. 27, 28) брусья 19, 19 установлены вертикально, подача же сообщается бревну 2 при помощи упора 20 с гайкой 21 для винта 22, получающего вращение от главного вала станка.
4. Форма выполнения охарактеризованного в п. 2 станка для образования шипов на стропильных ногах, отличающаяся тем, что нога 23 или 24 (фиг. 33) размещается на поперечном выступе 13, 14, 15 (фиг. 30), 13, 14 (фиг. 33) станины под соответствующим наклоном к продольной плоскости станка, а для получения шипа применены две резцовых колодки 25, 26 и 27, 28, 27 25 и 26, 28, получающих прямолинейно-возвратное движение в противоположных направлениях от главного вала при помощи шарнирного механизма 29, 30, 31, 32 и движение подачи от винтов 33, 33, 34 с правой нарезкой для одной колодки и с левой - для другой.
