Изобретение относится к устройству для подачи бревен в деревообрабатывающий станок для профилирования бруса из бревна с получением щепы.
Известно устройство [1] в котором бревна, разрезанные с двух сторон, располагают ориентирующим устройством, перемещающимся симметрично относительно продольной оси транспортера, и подают в ориентированном положении в пильный станок или профилирующий строгальный станок. Такое центрированное положение бревна обеспечивает оптимальное использование древесины, когда бревно ровное, т.е. не кривое.
Для обеспечения оптимального использования древесины при распиловке кривых бревен их обычно обрабатывают таким образом, чтобы сначала бревно располагалось загнутой частью вверх или вниз. В результате получается брус с двумя противоположными плоскими поверхностями после пропускания через первую распиловочную машину или строгальный станок с получением щепы. Загнутый брус после этого можно пропустить по криволинейному тракту через второй строгальный станок с получением квадратного бруса, обработанного со всех четырех сторон.
Известно много устройств, предназначенных для подачи кривых бревен к пильной машине или профилирующей строгальной машине.
Известно устройство [2] предназначенные для последующей обработки остальных боковых сторон прямых или искривленных бревен в профилирующей машине, снабженной двумя строгальными дисками. Имеются две расположенные последовательно направляющие боковые пары вальцов, установленных на соединенном шарнирно опорном рычаге перед строгальными дисками, причем боковые вальцы могут перемещаться симметрично относительно главной оси опорного рычага в зависимости от ширины бревна. Помимо этого пара направляющих боковых вальцов расположена перед первой парой вальцов для приема бревна и совместно с первой парой вальцов центральным образом устанавливают верхнюю поверхность бревна. После чего вальцы отводятся. Имеется вторая пара центрирующих и направляющих боковых вальцов за строгальными дисками. Когда кривое бревно перемещает опорный рычаг вправо или влево, то оба строгальных диска перемещаются в таком же направлении без изменения расстояния между собой. Когда обрабатывается прямое или ровное бревно, то строгальные диски остаются в центральном положении.
Известно устройство [3] в котором три расположенных последовательно узла боковой ориентации с двумя противоположными установочными вальцами установлены перед распиловочной машиной или строгальным станком, обеспечивая ориентацию торца бревна, введенного в место подачи распиловочной машины или строгального станка. Лопатки блока ориентации, расположенного непосредственно перед распиловочной машиной или профилирующим строгальным станком, могут перемещаться симметрично и асимметрично. Блок ориентации, установленный в средней части, является измерительным устройством, выдающим сигнал, указывающий на степень бокового отклонения бревна, причем этот сигнал используется для установки первым блока ориентации. Это устройство позволяет получить криволинейную линию распиловки, которая в некоторой степени следует за кривизной бревна.
Известно устройство [4] предназначенное для распиловки криволинейного бревна на доски рамной пилой, в котором продольная конфигурация одной боковой поверхности, преимущественно вогнутой, измеряется перед пилой, и боковое усилие прилагается к этой боковой поверхности от упруго-прижимающегося ориентирующего вальца для того, чтобы ориентировать бревно относительно пилы, и осуществляют распиловку его параллельно измеренной конфигурации. При этом ориентирующие вальцы могут выполнять роль также чувствительного устройства. Если ширина и кривизна бревна одинаковые по всей длине его, то теоретически возможно добиться желаемого результата. На практике этого, как правило, нет.
Известно устройство [5] предназначенное для распиловки кривых бревен и снабженное двумя парами направляющих вальцов, расположенных на расстоянии друг от друга, причем эти вальцы могут перемещаться попарно симметрично. Датчик положения, например валец, располагается перед парой направляющих вальцов, для определения формы боковой поверхности бревна и выдачи информации о его кривизны. По крайней мере один направляющий валец может перемещаться в направлении, перпендикулярном направлению подачи бревна, обеспечивая распиловку вдоль изогнутой продольной оси бревна.
Известно устройство [6] предназначенное для подачи бревен в деревообрабатывающий станок, включающее цепной транспортер, над которым установлен по крайней мере один прижимной валец с подъемно-опускным средством, расположенные перед станком.
С помощью известных устройств можно изготавливать изогнутый брус из изогнутого бревна или прямой брус из прямого бревна, но они не позволяют изготавливать брус заданной кривизны из изогнутого бревна.
Цель изобретения создание простого и эффективного устройства, обеспечивающего обработку прямого или криволинейного бруса способом, который зависит от конфигурации бруса, создание устройства, предназначенного для обработки элементов древесины заданной формы.
Устройство, содержащее цепной транспортер, над которым установлен по крайней мере один прижимной валец с подъемно-опускным средством, расположенные перед станком, снабжено подающе-опорным вальцом, установленным между цепным транспортером и станком и имеющим подъемно-опускное средство для размещения вальца выше и ниже уровня цепного транспортера, кроме того по разные стороны станка и по обе стороны подачи обрабатываемого материала установлены боковые вальцы, каждая пара которых имеет средства для центрирования или свободного бокового перемещения обрабатываемого материала.
При этом цепи цепного транспортера имеют шипы.
Опорный валец подающе-опорного вальца выполнен приводным.
Прижимной валец выполнен в виде соединенных меньшими основаниями двух конусов, установлен между цепным транспортером и станком и снабжен подъемно-опускным средством для прижатия бревна к опорному вальцу в его верхнем положении.
Пары боковых вальцов связаны с приводами.
Кроме того, боковые вальцы установлены в опорах на поворотных рычагах, которые соединены между собой штангой, выполненной в виде двух силовых цилиндров, жестко связанных между собой задними стенками, причем шток одного из силовых цилиндров соединен с одним из поворотных рычагов, а шток другого с плечом второго двуплечего поворотного рычага с конца удаленного вальца.
Поворотные рычаги соединены между собой через второй силовой цилиндр, шарнирно связанный задней стенкой с двуплечим поворотным рычагом, а шток поршня соединен с другим поворотным рычагом.
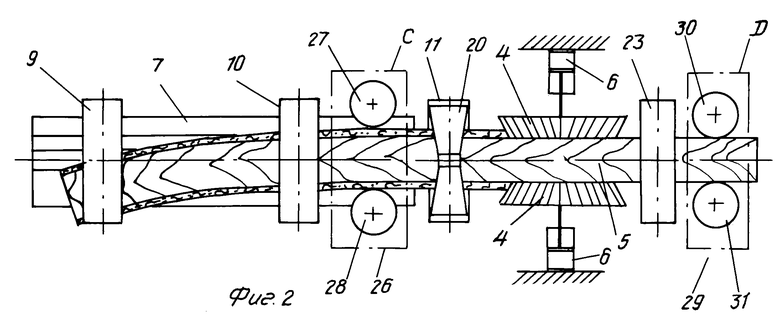
На фиг. 1 представлено предлагаемое устройство, вид сбоку; на фиг.2 то же, вид сверху; на фиг.3 разрез А-А на фиг.1; на фиг.4 вид Б на фиг.1; на фиг.5 элементы пар боковых вальцов.
В устройстве бревно 1 обрабатывается с двух противоположных сторон с получением четырехугольного или квадратного бруса 2. Обработка производится со всех четырех сторон на деревообрабатывающем станке 3 для профилирования бруса, который снабжен двумя строгальными дисками 4. Эти диски перемещаются относительно продольной оси 5 станка, причем каждый из дисков снабжен сервоприводом 6.
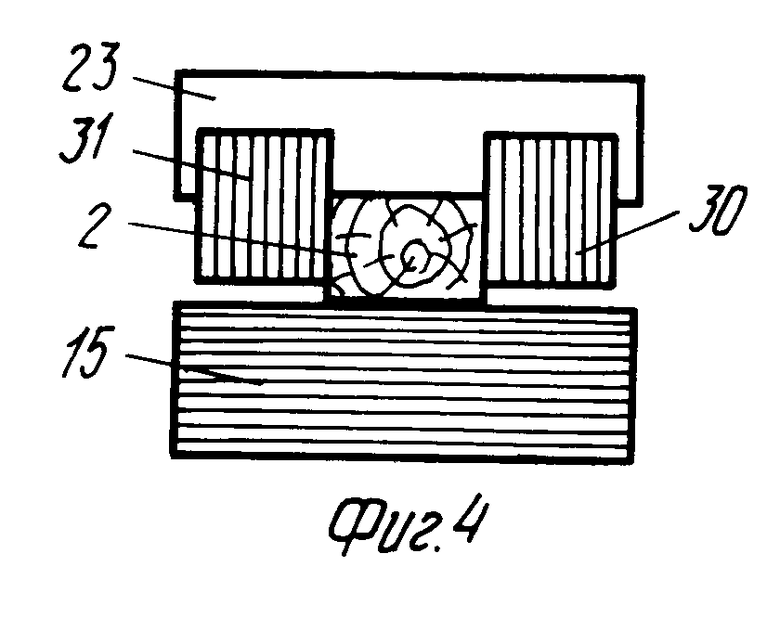
Перед станком имеется цепной транспортер 7, на котором расположено бревно 1, подаваемое к станку. Цепной транспортер имеет множество цепей 8, расположенных бок о бок и снабженных шипами для захвата бревна, когда оно прижато к транспортеру прижимными вальцами 9, 10. Между цепным транспортером 7 и станком 3 установлен поднимающийся и опускающийся подающий валец 11, причем этот валец в нижнем положении расположен ниже уровня транспортера, а в верхнем положении выше уровня транспортера. Подающий валец 11 установлен в опоре на поворотном рычаге 12. Поворотный рычаг перемещается силовым цилиндром 13, заполненным рабочей средой и управляется блоком 14 управления. Имеется второй подающий валец 15, расположенный за станком 3 и на котором располагается обработанный брус 2.
Над цепным транспортером 7 размещаются прижимные вальцы 9 и 10, установленные в опорах на поворотных рычагах 16 и 17, которые приводятся в движение силовыми цилиндрами 18 и 19, которые управляются блоком 14 управления так, что вальцы либо прижимают бревно к цепному транспортеру, либо не касаются бревна.
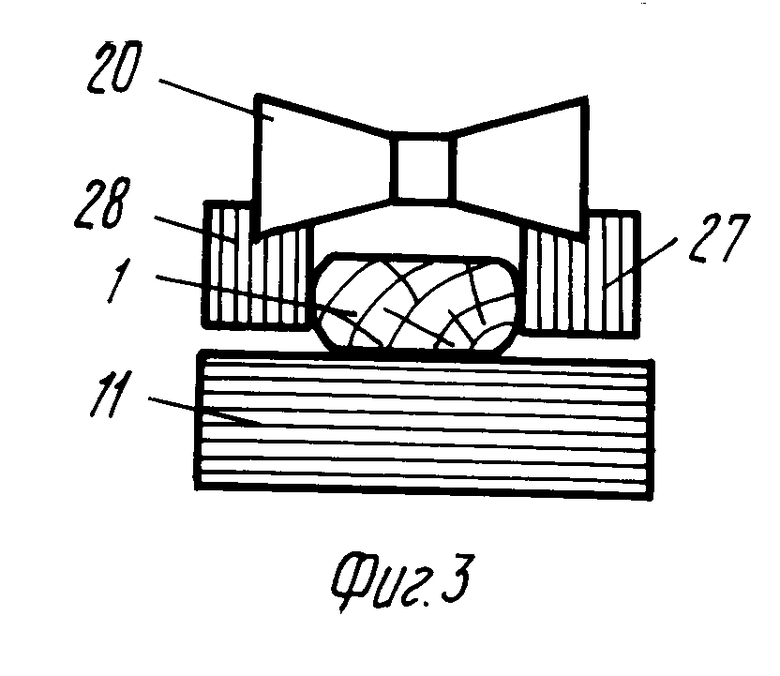
Валец 20 с двумя конусными участками установлен в опоре на поворотном рычаге 21 над подающим вальцом 11, причем поворотный рычаг перемещается силовым цилиндром 22, управляемым блоком 14 управления, заставляя валец прижимать бревно к подающему вальцу 11, когда валец находится в своем верхнем положении.
Над подающим вальцом 15 размещается прижимной валец 23, установленный в опоре на поворотном рычаге 24, перемещаемом силовым цилиндром 25. Блок 14 управления управляет силовым цилиндром 25, который заставляет валец прижиматься к бревну или отходить от него.
На соответствующем расстоянии от строгальных дисков 4 со стороны подачи бревна в станок 3 расположена пара боковых вальцов 26, содержащая вальцы 27 и 28, расположенные с противоположных сторон бревна. На выходе из станка на соответствующем расстоянии от строгальных дисков установлена пара боковых вальцов 29, содержащая вальцы 30 и 31, расположенные с противоположных сторон бревна. Боковые вальцы 27, 30 и 28, 31 соединены с приводным средством. Вальцы обеих боковых пар (фиг.5) установлены в опорах на поворотных рычагах 32 и 33, соединенных между собой штангой 34, в которой имеются два силовых цилиндра 35 и 36, соединенных жестко друг с другом задними стенками.
Штоки 37 и 38 цилиндров шарнирно соединены с поворотными рычагами 32, 33, причем один из штоков 37 подсоединен через шарнир к рычагу 32, а другой шток 38 подсоединен через шарнир к плечу 39 двуплечего рычага 33, расположенному на удалении от вальца.
Помимо этого поворотные рычаги соединены между собой силовым цилиндром 40, задняя стенка 41 которого шарнирно соединена с одним поворотным рычагом 33, а шток 42 соединен с рычагом 32. Блок 14 управляет силовыми цилиндрами 35, 36, 40. Поворотные рычаги могут быть сочленены осями и плечами, поворачивающимися в том же направлении, что и поворотные рычаги, при этом силовые цилиндры могут быть подсоединены к этим плечам.
Расположение шарнирных точек на штанге и размеры силовых цилиндров выбирают таким образом, что, когда поршень 43 в цилиндре 35 выдвинут до конца, а поршень 44 в цилиндре 36 находится в крайнем вдвинутом положении, в цилиндрах создано давление, так что в процессе работы они образуют жесткую штангу, боковые вальцы 27, 30 и 28, 31 перемещаются симметрично относительно продольной оси 5 с помощью силового цилиндра 40.
При необходимости боковые вальцы 27, 30 и 28, 31 можно перемещать эксцентрично в боковом направлении. При этом давление создается цилиндрами 35 и 36, а силовой цилиндр 40 толкает цилиндры к поверхности бревна. Поэтому вальцы могут подавать бревно, не направляя его в боковом направлении, т.е. положение силовых цилиндров плавающее.
Устройство снабжено необходимым набором датчиков, действие которых преимущественно бесконтактное, например, это оптические датчики, фиксирующие прохождение переднего и заднего концов бревна, выдавая сигнал блоку 14 управления.
Устройство работает следующим образом.
Строгальные диски 4 предварительные выставлены симметрично относительно продольной оси 5.
А. Прямая распиловка.
Бревно 1 прижимается прижимными вальцами 9 и 10 к цепям 8 для перемещения транспортером 7 бревна. Боковые вальцы 27 и 28, расположенные перед станком, зажимают боковые стороны необработанного бревна, но не направляют его.
Боковые вальцы 30 и 31 позади станка зажимают обработанные боковые стороны бревна, направляя и центрируя его. Валец 20 с двумя коническими участками поднят, а подающий валец 11 опущен.
Б. Распиловка по кривой.
Прижимные вальцы 9 и 10 подняты. Валец 20 с двумя коническими участками прижимает бревно к подающему вальцу 11, который находится в поднятом положении. Цепной транспортер не направляет бревно. Боковые вальцы 27 и 28, расположенные перед станком, зажимают, направляют и центрируют бревно. Боковые вальцы 30 и 31 позади станка зажимают бревно, но не направляют его.
В. Распиловка с ограниченной кривизной.
Прижимные вальцы 9 и 10 подняты. Валец 20 с двумя коническими участками и подающий валец 11 управляются по сигналу, вырабатываемому по средней части бревна. Боковые вальцы 27 и 28 перед станком зажимают бревно, но не направляют его. В зависимости от заданной кривизны боковые вальцы 30 и 31, расположенные за станком, могут: сначала зажимать и центрировать бревно, а затем зажимать бревно без его направления; зажимать и центрировать бревно все время или зажимать бревно все время без его направления.
Предлагаемое устройство позволяет обрабатывать боковые стороны кривого бревна в соответствии с программой, заложенной в блок управления, в соответствии с кривизной бревна или заданным отклонением от нее.


Использование: для подачи бревен в деревообрабатывающий станок. Сущность изобретения: перед станком имеется цепной транспортер для подачи бревна, а также по крайней мере один прижимной валец для поджатия бревна к цепному транспортеру. Между цепным транспортером и станком установлен поднимаюшийся и опускающийся подающий валец, который в нижнем положении расположен ниже уровня цепного транспортера, а в поднятом положении выше упомянутого уровня. На соответствующих расстояниях перед станком и за ним установлены пары боковых вальцов, которые взаимодействуя с бревном, центрируют или перемешивают его в боковом направлении. 6 з.п. ф-лы, 5 ил.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для подачи бревен в деревообрабатывающий станок | 1973 |
|
SU442913A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
