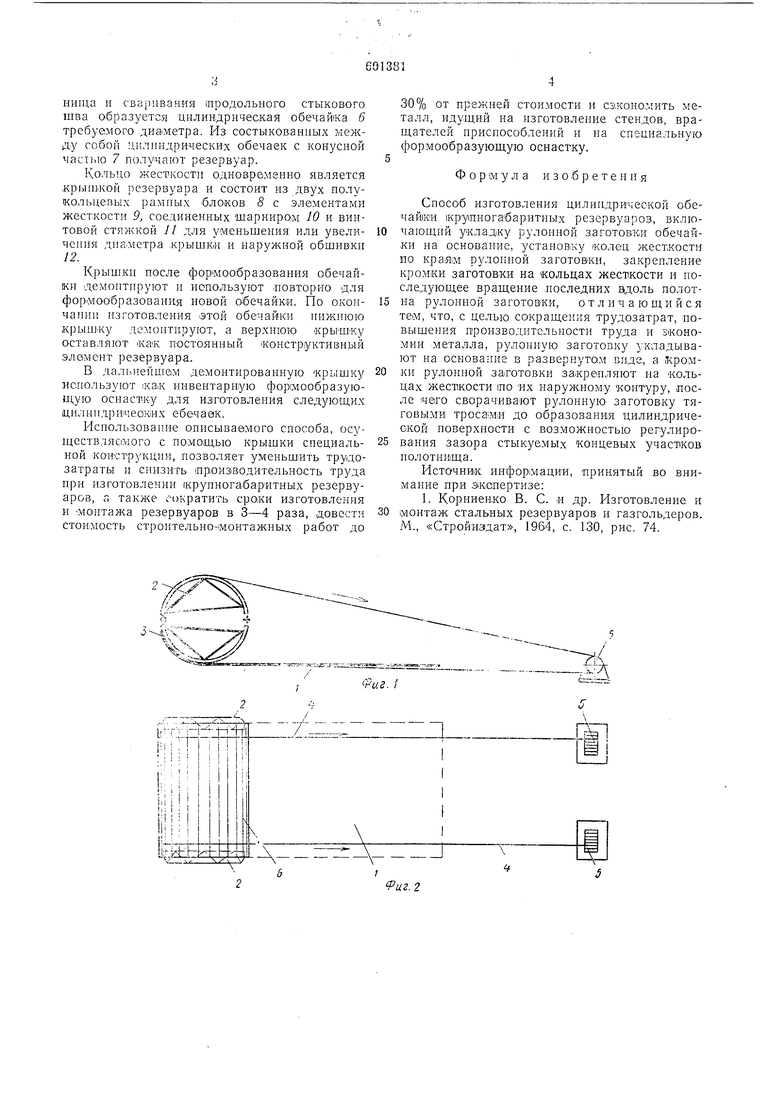
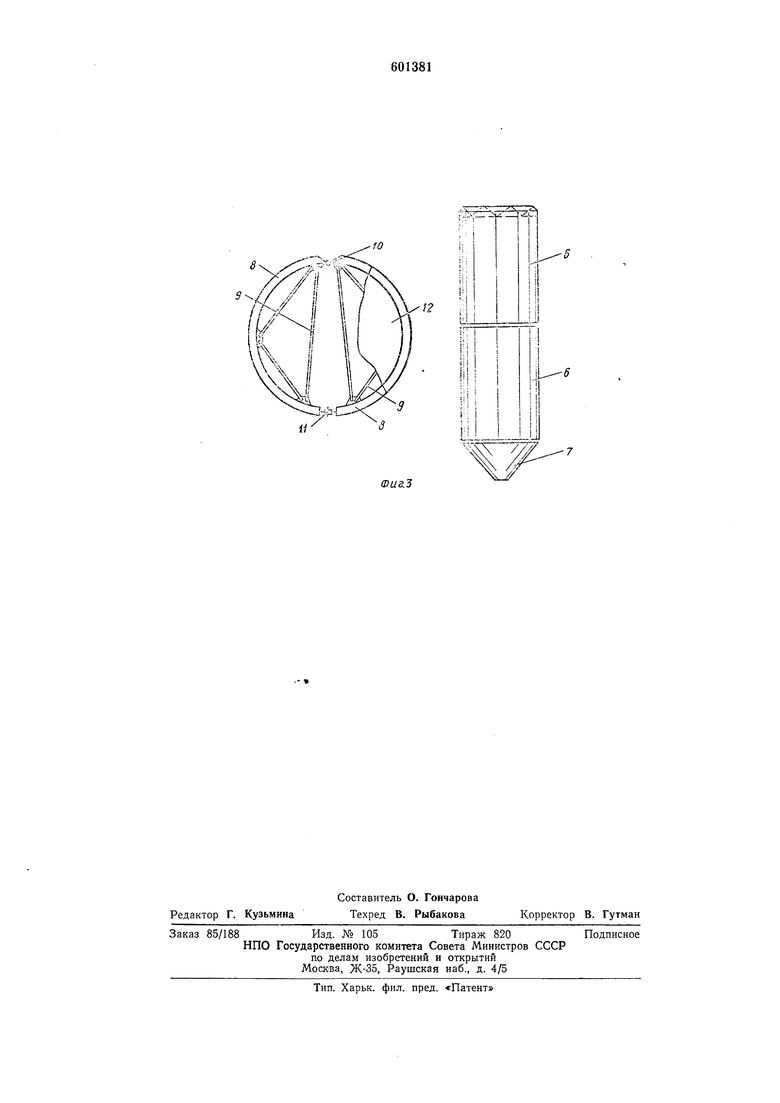
нища и сваривания 1Продольного стыкового шва образуется цилиндрическая обечайка 6 требуемого диаметра. Из состыкованных между собой .и:линдрических обечаек с конусной частью 7 полумают резервуар.
Кольцо жесткости одновременно является .крынжой резервуара и состоит из двух нолукольцевых рамных блоков 8 с элементами жесткости 9, соединенных шарниром 10 и винтовой стяжкой 11 для уменьшения или увеличсния т,иаМетра :крышК|И и наружной обшивки 12.
Крышкн после формообразования обечайки демонтируют н используют .повторно для форлюобразования новой обечайки. По окончаннн изготовления .этой обечайки нижнюю крыШКу демонтируют, а верхнюю крышку оставляют как постоянный «онстр|уктивиый элемент резервуара.
В дальнейшем демонтированную крышку используют 1ка-к инвентарную формообразующую оснастку для изготовления следующих цилиндрических ебечаек.
Исиользованне описываемого способа, осушествляемого с помощью крышки сиециальной конструкции, позволяет уменьшить трудозатраты и снизить 1нр|0из водительность труда ири изготовлении 1крунногабаритных резервуаров, а также сократить сроки изготовления и Монтажа резервуаров в 3-4 раза, довести стоимость строительно-монтажных работ до
30% от прежней стоимости и сэконолшть металл, идущий на изготовление стендов, вращателей нрисиособдений и иа специальную формообразующую оснастку.
Формула изобретения
Способ изготовлеиия цилиидрической обечайки Крутногабаритных резервуаров, включающнй укладку рулонной заготовки обечайки иа основание, устаиовку колеи жесткости по рулонной заготовки, закренление кромки заготовки на кольцах жесткости и последующее вращеиие носледних вдоль полотна рулонной заготовки, отличающийся TeiM, что, с целью сокращения трудозатрат, иовышения производительности труда и экономии металла, рулонную заготовку укладывают на основание в развернутом виде, а (Кромки рулонной заготовки закрепляют на кольцах жесткости 1ПО их наружному контуру, после чего сворачивают рулонную заготовку тяговыми троса:ми до образования цилиндрической новерхности с возможиостью регулирования зазора стыкуемых концевых участков полотниша.
Источник инфор;мации, принятый во внимание нри экспертизе:
1. Корниенко В. С. и др. Изготовление и моитаж стальных резервуаров и газгольдеров. М., «Стройиздат, 1964, с. 130, рис. 74.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрической обечайки | 1981 |
|
SU964091A2 |
| Способ изготовления конической емкости для хранения сыпучих материалов | 1979 |
|
SU876933A1 |
| Устройство для возведения железобетонного цилиндрического резервуара | 1984 |
|
SU1350296A1 |
| РЕЗЕРВУАР ДЛЯ ЖИДКОСТЕЙ | 2000 |
|
RU2171215C1 |
| Способ монтажа корпуса резервуара из рулонированных полотнищ и шаблон для его монтажа | 1979 |
|
SU863823A1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ СИЛОВОГО ГИДРОЦИЛИНДРА | 1998 |
|
RU2147518C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ С КРИВОЛИНЕЙНЫМИ РАБОЧИМИ ПОВЕРХНОСТЯМИ | 2008 |
|
RU2398646C2 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ОБЕЧАЙКИ КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ИЗ ОБЕЧАЙКИ НЕЦИЛИНДРИЧЕСКОГО КОРПУСА ТРАНСПОРТНОЙ ЦИСТЕРНЫ | 1995 |
|
RU2082529C1 |
%:ч х scTi-T ..-.-j«:--:Jr j: L Puг. / i Х-.А.
г ;III М - Я ьРЙТГ л;
L. -. ГУ
.тт
LiJ
