(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКОЙ ЕМКОСТИ ДЛЯ ХРАНЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ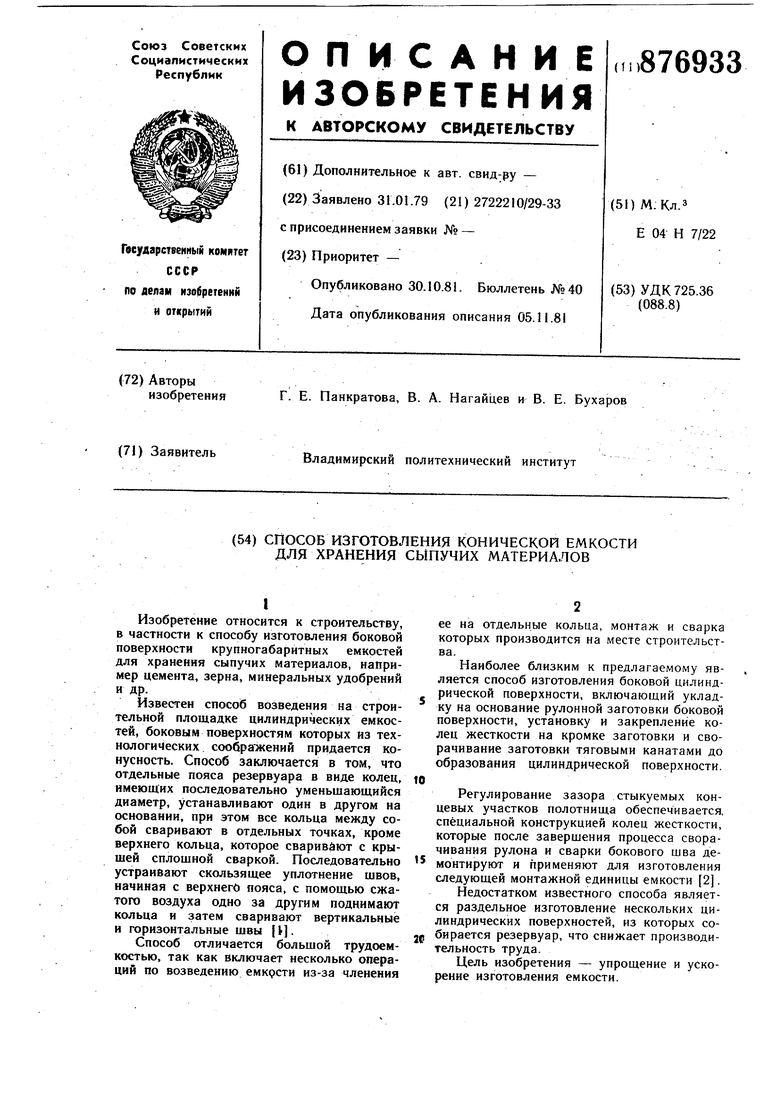
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конической емкости | 1984 |
|
SU1249132A1 |
| Способ изготовления цилиндрической обечайки | 1981 |
|
SU964091A2 |
| Способ изготовления заготовок днища и кровли | 1982 |
|
SU1026907A1 |
| СПОСОБ МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2269394C2 |
| Способ изготовления рулонируемого корпуса резервуара | 1991 |
|
SU1771505A3 |
| Установка для изготовления рулонированных полотнищ стенок резервуаров | 1991 |
|
SU1794168A3 |
| Способ изготовления и монтажа вертикальных цилиндрических резервуаров из рулонных заготовок | 1978 |
|
SU753788A1 |
| Установка для сборки и сваркиТОНКОСТЕННыХ цилиНдРичЕСКиХ КОРпуСОВС КОльцАМи жЕСТКОСТи | 1979 |
|
SU841880A1 |
| Способ сворачивания в рулон полотнища корпуса резервуара | 1978 |
|
SU737076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ | 2006 |
|
RU2312192C1 |

I
Изобретеиие относится к строительству, в частности к способу изготовления боковой поверхности крупногабаритных емкостей для хранения сыпучих материалов, например цемента, зерна, минеральных удобрений и Др.
Известен способ возведения на строительной площадке цилиндрических емкостей, боковым поверхностям которых из технологических соображений придается конусность. Способ заключается в том, что отдельные пояса резервуара в виде колец, имеющих последовательно уменьшающийся диаметр, устанавливают один в другом на основании, при этом все кольца между собой сваривают в отдельных точках, кроме верхнего кольца, которое сваривйют с крышей сплощной сваркой. Последовательно устраивают скользящее уплотнение щвов, начиная с верхнего пояса, с помощью сжатого воздуха одно за другим поднимают кольца и затем сваривают вертикальные и горизонтальные щвы Ц.
Способ отличается большой трудоемкостью, так как включает несколько операций по возведению емкрсти из-за членения
ее на отдельные кольца, монтаж и сварка которых производится на месте строительства.
Наиболее близким к предлагаемому является способ изготовления боковой цилиндрической поверхности, включающий укладку на основание рулонной заготовки боковой поверхности, устаиовку и закрепление колец жесткости на кромке заготовки и сворачивание заготовки тяговыми канатами до образования цилиндрической поверхности.
to
Регулирование зазора стыкуемых концевых участков полотнища обеспечивается, специальной конструкцией колец жесткости, которые после завершения процесса сворачивания рулона и сварки бокового шва деt5монтируют и применяют для изготовления следующей монтажной единицы емкости 2.
Недостатком известного способа является раздельное изготовление нескольких цилиндрических поверхностей, из которых со.fl бирается резервуар, что снижает производительность труда.
Цель изобретения - упрощение и ускорение изготовлеиия емкости.
Указанная цель достигается тем, что в способе изготовления конической емкости для хранения ыпучих,.материалов, включающем укладку на основание рулонной заготовки боковой поверхности конической емкости, установку и закрепление колец жесткости на кромке заготовки, и сворачивание заготовки тяговыми канатами до сворачивания рулонной заготовки, кольца жесткости объединяют между собой наклонными элементами, размещенными по образующим заданной конической поверхности, причем часть из наклонных элементов удлиняют до объединения в вершине конуса и закрепляют с возможность) поворота относительно итее, а тяговый канат прикрепляют к кольцу жесткости большего основания конуса.
На фиг. 1 изображена раскладка боковой поверхности конической емкости из металлических листов; на фиг. 2 - установка и закрепление каркаса на кромке заготовки; на фиг. 3 - сворачивание рулонной заготовки.
Способ изготовления конической емкости для хранения сыпучих материалов начинается с раскладки и сварки боковой поверхности конической емкости из стандартных металлических листов 1. Каркас жесткости включает поперечные кольца 2 разного диаметра и стойки 3, выполненные из прокатных профилей. Каркас накладывают на полотнище таким образом, чтобы образующая каркаса 3 совпала с боковой кромкой полотнища, затем кромка приваривается к каркасу. Для выполнения операции сворачивания в центре вращения устанавливают шарнир 4 и блоки 5, фиксирующие изменение направления движения кольца больщего диаметра. Движение каркаса осуществляется лебедкой 6 с помощью троса 7, закрепленного к каркасу в точке А и пропущенного через крючья по всему периметру больщого кольца и блоки 5. По мере движения каркаса полотнище боковой поверхности емкости приваривается к нему сварными рабочими швами. После окончания движения каркаса и сварки кромок полотнища между собою каркас жесткости оставляется в емкости для предохранения стенок от потери устойчивости и восприятия неравномерного горизонтального давления от сыпучего материала в процессе эксплуатации.
Опробование способа было проведено на больщой модели конусной емкости в указанной последовательности.
Предлагаемый способ изготовления крупногабаритных конических емкостей позволяет сократить трудозатраты и повысить производительность труда в 2 и более раз в зависимости от высоты емкости и количества монтажных единиц.
Формула изобретения
Способ изготовления конической емкости для хранения сыпучих материалов, включающий укладку на основание рулонной заготовки боковой поверхности конической емкости, установку и закрепление колец жесткости на кромке заготовки и сворачивание заготовки тяговыми канатами, отличающийся тем, что, с целью упрощення -и ускорения изготовления, до сворачивания рулонной заготовки кольца жесткости объединяют между собой наклонными элементами, размещенным}1 по образующим заданной конической поверхности, причем наклонные элементы объединяют в вершине конуса и закрепляют с возможностью поворота относительно нее. а тяговый канат прикреплен к кольцу жесткости большего основания конуса.
Источники информации,
принятые во внимание при экспертизе
