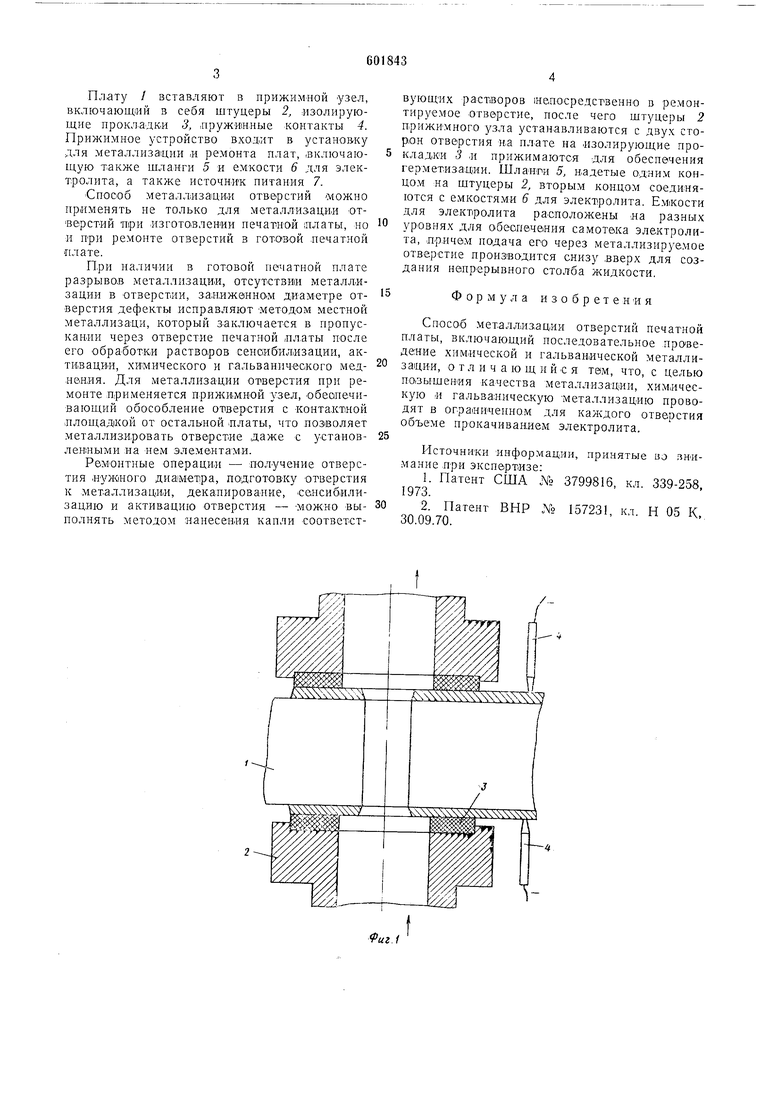
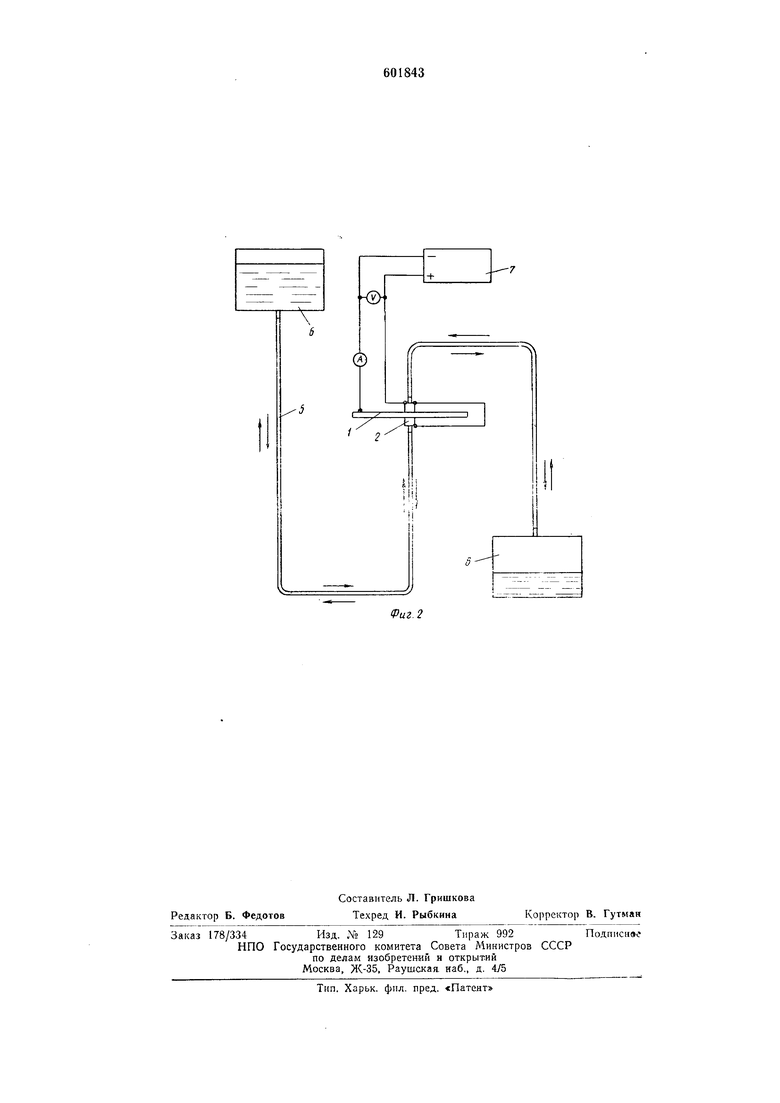
Плату / вставляют в прижимной узел, включающий в себя штуцеры 2, изолирующие прокладки 3, ,гфужи1пные контакты 4. Прижимное устройство входит в установку для металлизации ,и ремонта плат, .включающую также шланги 5 и емкости 6 для электролита, а также источник нитания 7. Способ металл;иза1ци.и отверстий -можно применять не только для металлизации отверстии тори изготовлении печатной ;платы, но и при ремонте отверстий в готовой цечатной ; :f-„ При наличии в готовой печатной плате разрывов металлизации, отсутствии металлизации в отверстии, заниженном диаметре отверстия дефекты исправляют -методом местной металлизаци, который заключается в иропускании через отверстие печатной ил.аты после его обработки растворов сенсибилизации, актнвации, химического и гальванич-еокого медие-ния. Для металлизации отверстия при ремонте применяется прижнмной узел, -обеопечивающий обособление отверстия с контажтной .плоп :ад1кой от остальной платы, что лоз1воляет металлизировать отверстие даже с установленными на нем элементами. Ремонтные операции - цолучение отверстия нужного диа Метра, подготовку отверстия к металлизации, декапирование, сенсибилизацию и активацию отверстия - -можно выполнить методом нанесения капли соответствующих растворов 1не,посредсрвенно в ремонтируемое отверстие, после чего щтуцеры 2 п.рижиМного узла устанавливаются с двух сторон отверстия на плате на изолирующие про,..0-,,.., 3 - ---кладки 5 ,и прижимаются для обеспечения герметизации. Шлаиги 5, надетые одяим концом на щтуцеры 2, вторым концом соединяются с емкостями 6 для электролита. EMIKOCTH для электролита расположены да разных уровнях для обеспечения самотека электполи та, лричем подача его через метал тезируемое отверстие производится снизу вверх для создания непрерывного столба жидкости Формула изобретения Спосо-б металлизации отверстий печатной платы, включающий последоватетьное прове дение химической и гальванической метал ли зации, отличающийся тем, что с целью по.зыщен1ия качества металлизации, химдческую и гальваническую металлизацию проводят в ограниченном для каждого отверстия объе.1е прокачиванием электролита. Р1сточники информации, принятые но знИмание при экспертизе; 1.Патент США № 3799816, кл. 339-258, 1973. 2.Патент ВНР № 157231, кл. Н 05 К, 30.09.70.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ ПЕЧАТНЫХ ПЛАТ ИЗ СТЕКЛОТЕКСТОЛИТА | 1992 |
|
RU2040129C1 |
| Способ изготовления печатных плат | 1981 |
|
SU1014158A1 |
| Способ изготовления печатных плат | 1964 |
|
SU834947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНОЙ ПЛАТЫ | 2006 |
|
RU2323555C1 |
| Способ изготовления печатной платы | 1976 |
|
SU700937A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2019925C1 |
| СПОСОБ АКТИВАЦИИ ДИЭЛЕКТРИКОВ | 2015 |
|
RU2604556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНОЙ ИЛИ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 1990 |
|
RU2078405C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2010 |
|
RU2447629C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2007 |
|
RU2336668C1 |
V
fuz.i
