Известные приспособления для свертывания двух- и трехслойных приводных ремней имеют тот недостаток, что в них более трех прокладок не свертывается, ширина ремня ограничена и у кромок образуются пустоты, которые понижают качество приводных ремней.
В настоящем приспособлении эти недостатки устраняются. В отличие от указанных приспособлений в нем свертывают до пяти прокладок благодаря применению горизонтальных ребер, заканчивающихся внутри конусной щели, зазор которой равняется толщине выпускаемого ремня; при этом количество ребер пропорционально числу слоев ремня.
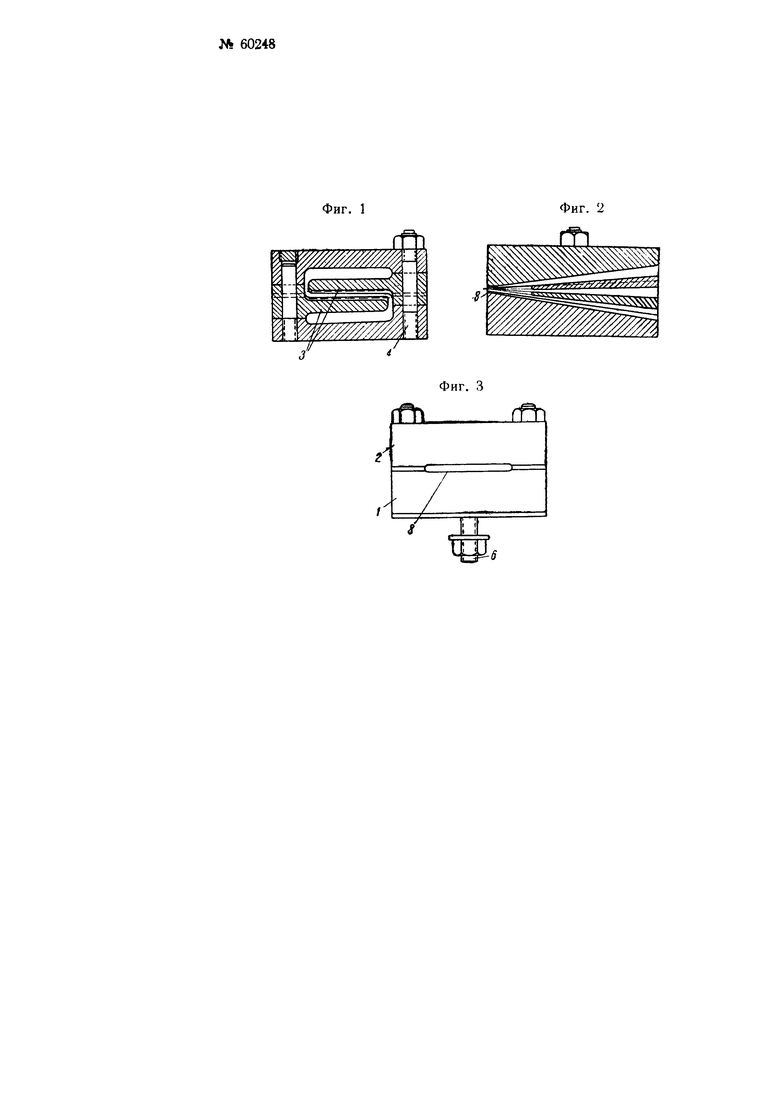
На фиг. 1 и 2 дан разрез приспособления; на фиг. 3 - вид со стороны конусной щели.
Приспособление для свертывания многослойных приводных плоских ремней состоит из коробки, составленной из двух половин 1 и 2, соединенных навинтованными шпильками 4 и 6. Внутри коробки расположены горизонтальные ребра 3, которые заканчиваются внутри конусной щели 5. Как указывалось выше, количество ребер пропорционально числу слоев ремня. Технологический процесс изготовления ремней обычный, но с той разницей, что ремень впускается не в свернутом виде в три слоя, как из улитки, а сложенный «гармоникой» с неограниченным количеством слоев и любой ширины (в зависимости от ширины бельтинга).
Прорезиненная ткань разматывается с рулона при помощи валиков и поступает в разрезку на требующуюся ширину полосы дисковыми ножами, укрепленными на соответствующем расстояние друг от друга по всей ширине ткани на общем валике. Нарезанные полосы материала проходят одновременно через предлагаемые приспособления, при помощи которого и складываются многопрокладочные ремни. Полосы через приспособление протаскиваются двумя металлическими облицованными резиной валками, одновременно прокатывающими и вытягивающими складываемые ремни в гармонику.
Затем кромки ремней на этой же машинке промазываются клеем, пропудриваются на общий валик, который снимается с машины и доставляется к прессам на вулканизацию.
Приспособление для свертывания многослойных приводных плоских ремней с применением конусной щели, снабженной перегородками (улитка), отличающееся тем, что, с целью свертывания прорезиненной ткани, применены заканчивающиеся внутри конуса 8 горизонтальные ребра 3 в количестве, пропорциональном числу слоев ремня.
