С целью фильтрования дыма в папиросах предлагается пробки для них изготовлять из многослойной креповой бумаги, между отдельными слоями мотка которой находятся прослойки из целлюлозной ваты. Для изготовления рулонов многослойных полосок, из которых особым приспособлением, составляющим один из пунктов предмета данного патента, свертываются указанные пробки, дается машина, в которой отдельные полосы креповой бумаги и ватной вуали сматываются, каждая, со своего заготовительного рулона с соответствующими, согласованными между собой скоростями и так расположены одна относительно другой, что ватные полосы укладываются на полосы креповой бумаги или между ними. С этой целью полосы креповой бумаги обводятся вокруг соответствующего заготовительного рулона ватного материала, так что последний укладывается на полосы креповой бумаги и удерживается на них, прежде чем покидает свой заготовительный рулон. Таким образом полосы креповой бумаги соединяются с полосами ваТного материала в одну составную полосу, после чего укладывается дальнейшая полоса креповой бумаги на свободную сторону внешней полосы ватного материала. Получается требуемая, составленная в законченном виде полоса из креповой бумаги и из ватного материала, которая затем нарезывается известными средствами на параллельные ленты шириною, равной длине подлежащих изготовлению пробок, после чего эти ленты .наматываются в виде заготовительных рулонов, служащих для собственного производства пробок.
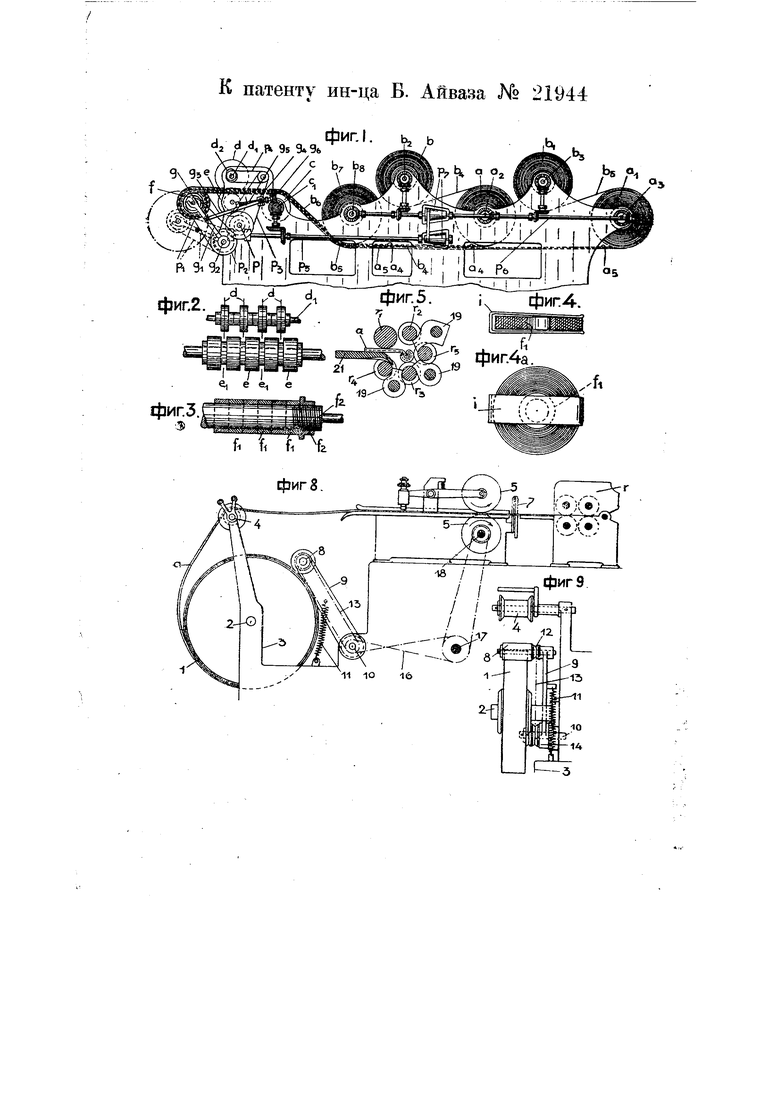
На чертеже фиг. 1 изображает боковой вид предлагаемой машины, служащей для приготовления рулонов многослойных полосок; фиг. 2 - вид круглых ножей, разрезающих многослойную ленту, на узкие полосы; Лиг. 3 изображает частичное продольное сечение наматывающего валика заготовительных рулонов; фиг. 4 и 4а изображают вид сечения и вид сбоку заготовительного рулона, снабженного зажимом для сдерживания витков; фиг. 5 изображает форму выполнения приспособления для наматывания пробки; фиг. 6 - сечение в увеличенном масштабе пробки, намотанной по правильной спирали; фиг. 7 - подобное же сечение пробки со средней частью, намотанной вдвойне; фиг. 8 - вид сбоку приспособления для свертывания пробок; фиг. 9 - вид левой половины приводного приспособления заготовительного рулона; фиг. 10 - вид свертывающих пробку роликов сбоку;
фиг. 11-вид вертикального сечения второй формы выполнения приспособления для наматывания спирали для пробки, согласно фиг. 7; фиг. 12 - показывает другую форму выполнения приспособления для наматывания пробки и те на:правляющие, которые работают совме-стно с приспособлением вначале наматывания; фиг. 13 - вид на приспособление по фиг. 12 в момент заканчивания спирали; фиг. 14 изображает приспособление по фиг. 12, если смотреть спереди с левой стороны.
По фиг. 1 предполагается изготовление заготовительных роликов из пяти чередующихся слоев креповой бумаги и впитывающей вуали из целлюлозной ваты, а именно: из трех слоев креповой бумаги и двух впитывающих прослоек. Широкие заготовительные рулоны, впитывающего материала обозначены буквами а, Й и поддерживаются параллельными валиками oj, Og, которые лежат в одной и той же горизонтальной плоскости. Два слоя креповой бумаги доставляются заготовительными рулонами Ь, bi, которые поддерживаются валиками Ь, Ь.. Последние расположены несколько выше и позади валиков а, а заготовительных рулонов а, ai, впитывающего материала.
Соответственные слои креповой бумаги b, берутся с нижней стороны заготовительных рулонов Ь, Ь и обводятся вокруг заготовительных рулонов а, «1 впитывающего материала .и над ними, после чего направляются дальше в направлении, обратном их сматыванию с рулонов Ь, Ъ. Таким образом слои бумаги 4, прижимаются под слабым давлением к соответствующим слоям 04, Я5 впитывающего материала, прежде чем последние будут удалены со своих рулонов а, йгь так что слои креповой бумаги Ь, 5 служат для слоев 4, «s носителями, к которым они прилегают и которыми они стягиваются с их рулонов а, а. Важно, чтобы не производилось значительных натяжений на слои Ь, Ь-,, креповой бумаги во время или после их сочетания с впить1вающим материалом, так как иначе впитывающие слои «4, «5 разрываются или укладываются неравномерно, вследствие чего и изготовленные заготовительные .рулоны, а
вместе с тем и приготовленные из ник пробки становятся неравномерными в отношении своей впитывающей способности.
Заготовительные рулоны или полосУ расположены так, что оба слоя креповой бумаги Ь, Ь-, вместе с соединенными с ними вышеописанным способом впитывающими слоями и, «5 могут быть направлены совместно дальше в форме одной составной полосы материала. Для того, чтобы дополнить и завершить составную полосу материала с заготовительного рулона Ь стягивается дополнительный слой креповой бумаги i 6 и ведется поверх свободно лежащего слоя «4 впитывающего материала, при чем машина может быть соответственно видоизменена для приготовления составного материала из большего или меньшего числа слоев, чем пять, например из трех или семи слоев.
Затем материал, составленный из трех слоев креповой бумаги Ь, Ь-, 6 и двух впитывающих слоев а, а подводится к режущему и наматывающему приспособлению. В изображенном на чертежах примере составная полоса пробегает через валик с и подводится к режущему приспособлению, посредством которого вся длина материала разрезывается на равные полосы с шириной, соответствующей изготовляемой пробке. Режущее приспособление состоит из большого числа круглых ножей d (фиг. 2), насаженных на вращающийся вал d, и проходящих в пазы ei круглых ножей е. Вал di расположен в эксцентриках rfz (фиг. 1), благодаря чему круглые ножи d могут быть приподняты из их рабочего положения и, таким образом, свежая длина материала может быть пропущена через режущее приспособление и приключена к наматывающему валику /. Последний состоит из помещенного в опорах g вала, который расположен параллельно к валу di круглых ножей d и несет на себе несколько втулок fi, состоящих из картона и т. п. и имеющих ширину, соответствующую ширине лент, которые получены из составной полосы материала путем разрезывания ножами с. Втулки /1 удерживаются на месте на валике / с помощью муфты /2, снабженной внутренней нарезкой. Эта часть машины
снабжена приспособлением, посредством которого может быть автоматически увеличиваемо расстояние между наматывающим валиком / и режущим приспособлением по мере увеличения диаметра намотанного на валик / материала и притом так, что параллельные полосы материала можно удалять из режущего приспособления в горизонтальном направлении. Соответственно с этим опоры наматывающего валика / расположены у концов двух рычагов, которые нижними концами укреплены на вращающейся оси 2 и при помощи тяг 3 удерживаются в таком положении, чтобы верхняя часть валика / лежала на высоте ножа е. Тяги з присоединены, с одной стороны, к рычагам ь а, с другой стороны через посредство шарниров - к ползунам , которые могут перемещаться по валу jgo, расположенному на неподвижных опорах и снабженному винтовой нарезкой. Вал 5 приводится во вращение в соответствии со скорость продвижения материала через режущее приспособление, а именно от оси с g через посредство червячной передачи g, при чем на этой оси с сидит вышеупомянутый валик с. Таким образом наматывающий валик /, движется все дальше от режущего приспособления назад, как обозначено пунктирными линиями, так что материал покидает режущее приспособление всегда в горизонтальном или приблизительно горизонтальном направлении. Наматывающий валик f приводится в движение от приводного вала р при помощи ремня и зубчатых колес/ i, через посредство только незначительно нагруженной соединительной муфты, однако могут быть применены и другие средства для обеспечения того, чтобы материал покидал режущее приспособление под очень слабым напряжением. Ножи d подобным же образом приводятся в движение от приводного вала /, посредством ремня или цепной передачи PZ, р. Заготовительные рулоны а, а, Ь, 6i, 67 вращаются связано в соответствии друг с другом, с этой целью, от приводного вала р, посредством червячной передачи, приводится в движение вал pi,, а от последнего приводится в движение второй вал и притом с помощью переменной передачи, например
с помощью пары конических шкивов . От этого второго вала получают движение, с одной стороны, посредством конических зубчатых колес, валы , «2 и аз несущие на себе рулоны Ъ,. а и Cj. а, с другой стороны, через посредство вертикальных промежуточных осей и конических зубчатых колес-валы о.з РУ лонов материала Ь, Ь. По желанию можно применить подобный привод только для заготовительных рулонов &, /, креповой бумаги, а требуемое вращение заготовительных рулонов а, а впитывающего материала предоставить силе увлечения этих рулонов слоями а, а-, креповой бумаги, охватывающими рулоны а, Cj. Ведущий валике приводится в движение от вала р через посредство конических зубчаток и вертикальной промежуточной оси; вообще, расположение и действие всего устройства таково, чтобы различные слои материала или составных полос материала не испытывали ни в одном рабочем положении машины заметного напряжения. Переменный привод, соединяющий оба вала , между собой, может быть регулируем автоматически любыми средствами для выравнивания постепенного уменьшения диаметра заготовительных рулонов; эта регулировка может быть производима и от руки.
Пуск в ход мащины происходит так, что после вывода ножей d из их рабочего положения составная полоса материала проводится через режущее приспособление и укрепляется при помощи клейкого материала или скрепляющих штифтов на кольцеобразных поддерживающих сердечниках /, зажатых на наматывающем валике /. Муфты /i устанавливаются в боковом направлении в точном соответствии с положением ножей d. Затем машина приводится в движение, а ножи немедленно опускаются в рабочее положение. Самый крайний ведущий конец составной полосы материала не разрезывается на ленты, однако этот конец может быть легко отделен от наматывающего валика /при снимании с поддерживающих муфт /i заготовительных катушек, уже окончательно намотанных.
После окончания процесса наматывания заготовительных катушек машину
рстанавливают и снимают одну за другой с наматывающего валика заготовительные катушки а (фиг. 4 и 4 с), сидящие .на муфтах /ь при чем на каждую катушку надевают пружинящий зажим / для того, чтобы удержать нитки катушки от ослабления или распада до тех пор, пока не будет произведено покрытие одной стороны катушки слоем клейкого вещества. В изображенном примере пружинящий зажим состоит из листовой пружины, имеющей форму У и соответствующей сечению катушки. Бока зажима имеют незначительный уклон внутрь, так что они захватывают противоположные стороны катушки с достаточным давлением для того, чтобы не произошло ослабления, разматывания или какой-нибудь другой деформации катущки.
Отдельные слои многослойной ленты, назначенной для образования пробки, могут быть в различных местах соединены между собой любым способом, например посредством шва, закрепов или путем склеивания.
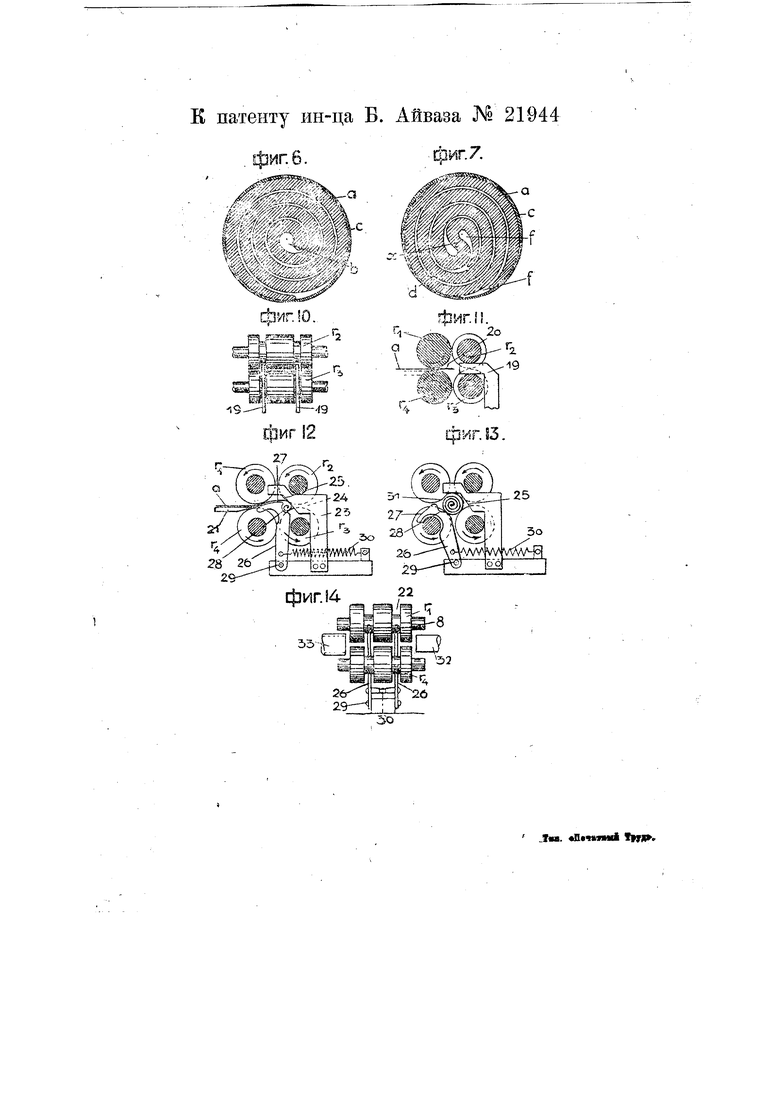
Затем заготовительные катушки вводятся в приспособление для изготовления самих пробок, при чем лучше всего пробка изготовляется в форме, изображенной на фиг. 7, где с обозначает папиросную гильзу, а-составленную вышеописанным способом полосу материала, которая в середине d пробки сдвоена .сама на себя, так чго получается двойная спираль, которой равномерно заполнено все поперечное сечение папиросной гильзы.
Пустые промежуточные пространства, которые видны :.в местах,/, / на фиг. 7, вычерченной в увеличенном масштабе, в действительности не существуют, так как мягкая спираль всегда немного деформируется и зйполняет также и промежутки /, /. Как видно по фиг. 7, нет надобности удваивать всю спираль, достаточно удвоить только ее средню.ю часть.
В приспособление для изготовления прббок закладывается заготовительная катушка 1 (фиг. 8), которая одинакова или подобна муфте /j, описанной согласно фиг. 4, 4 и, и которая теперь насаживается- без зажима /-на ось 2, вращающуюся в опоре 3. Сматываемая
с этой катушки 1 составная полоса материала а направляется через валик 4 к устройству 5, 5, питающему приспособление г, назначенное для наматывания пробки, фильтрующей дым. Цифрой 7 обозначены ножницы, предназначенные для отрезания требуемого для пробки куска полосы, и которые приводятся в действие известным способом от приводного вала мащины.
Укрепленный на станине 3 вращающийся рычаг 9 несет на себе фрикционный ролик 8, который прижимается круговой поверхности заготовительной катушки 1 посредством пружины 11, прикрепленной одним концом к рычагу 9. Фрикционная катушка приводится в движение ременной или цепной передачей 12, 13, 14 (фиг. 9) с помощью насаженного на цапфу 10 колеса, которое получает свое движение с помощью ремня или цепи 16 от оси 17, от которой одновременно получает движение ось 18 приспособления 5,5 питающего устройства г для-наматывания пробки.
Благодаря такому расположению фрикционный ролик 8 заставляет принудительным образом заготовительную катушку 1 размотаться на такой угол, чтобы мог быть продвинут кусок полосы точно такой длины, какая отрезана от полосы в месте 7 и доставлена в наматывающее приспособление г, вследствие чего полоса а не испытывает никакого вытягивания.
Наматывающее приспособление состоит (фиг. 5) из множества роликов, например из пяти Гь Го, /,,, г-, /,, которые приводятся все вместе в движение против часовой стрелки посредством какого-либо не изображенного на фиг. привода. В пазы роликов вдаются упоры 19, которые препятствуют тому, чтобы полоса а проскальзывала через щели между роликами к наружной стороне приспособления. Один из двух левых роликов, ограничивающих входное отверстие приспособления, а именно ролик Г), перекрыт со стороны, обращенной к отверстию, посредством направляющей планки 21, вдающейся в отверстие. Ведущий конец полосы а автоматически приобретает форму двойной спирали при встрече с роликом г-, и.
вследствие такого упора в ролик во время вращения наматывающих роликов.
Согласно фигурам 10 и 11, наматывающее приспособлгчие состоит тоже из нескольких роликов, в данном случае из четырех о, г-,, r.g, г, которые приводятся в движение все в одном и том же направлении, указанном на фиг. 11 стрелками, посредством не изображенного на чертеже привода, при чем вместо двух нижних и двух верхних роликов можно было бы применить и большее число их. Верхняя пара роликов rj, г- расположена в качающейся раме, так что эта пара может быть поднята и установлена определенным образом относительно нижней пары.
Согласно этой форме выполнения во внутреннем гнезде, ограниченном роликами, и против вводной щели, оставленной между роликами TI и r.i, предусмотрен неподвижный упор 19 Ведущий конец 20 полосы материала упирается в упор 19, так что, когда полоса а продвигается роликом Г с помощью обозначенной пунктиром под полосой а направляющей, конец полосы а удваивается и образует среднюю часть х пробки (фиг. 7) в форме буквы S.
В форме выполнения наматывающего приспособления, изображенной на фиг. 12, 13, 14, устроены опять четыре ролика Л fz, fi вращающиеся в одном направлении, и направляющая планка 21, посредством которой вводится подлежащая свертыванию полоса а через щель между роликами Г) и r.j. Последние снабжены одним или несколькими (по фиг. 14 двумя) пазами 22. Через эти пазы вдаются в гнездо между роликами направляющие языки, благодаря которым устраняется для полосы а возможность проскользнуть наружу через находящуюся между роликами г, Гз щель 24, которая лежит против входного отверстия между роликами г и г,.
После того, как полоса а введена между роликами г, r.i и продвинута роликом TI к щели 24, полоса ударяется об упор 23 и им оттесняется назад. Форма, в которую изгибается этот край полосы, зависит от направления ребра 25 упором 23, когда ребро приходит в соприкосновение с ведущим концом полосы а. Когда ребро 25 стоит вертикально к продольному направлению пря мой полосы а, ведущий конец гюлосы сгибается сам на себя, так чтосредняя часть спирали удваивается. Когда желательно отойти более или менее от такой формы, то ребро 25 делают более или менее наклонным.
Если х елают изгибать ведущий конец полосы а сам на себя, чтобы получить в середине пробки двойную спираль, то круговые пазы 22 на роликах не обязательно необходимы, так как служащие упорами неподвижные части могут быть введены в гнездо между валиками и через промежуточное пространство 24.
Кроме упоров 23 формы выполнения по фиг. 12-14, можно Лрйменять и упоры 26, которые тоже вдаются в гнездо через пазы 22. Упоры 26 снабжены в своем верхнем конце криволинейным ребром 27, посредством которого полоса а упором 23 изгибается вверх в направлении, касательном к ребру 25. Переднее ребро направляющих упоров 26 снабжено.приблизительно.полукруглым углублением 28, которое способствует поворачиванию внутреннего конца полосы а, как это видно на фиг. 12. Направляющие упоры 26 вращаются около точки 29 и связаны с пружинами 30, которые стараются оттянуть эти упоры в положение фиг. 12.
По мере продолжения Процесса наматывания и по мере связанного с этим процессом увеличения диаметра спирали упоры 26 оттесняются назад (фиг. 13).
Если свертывание в пробку всегЬ куска полосы, отрезанного в месте 7 (фиг. 8), закончено, продвигается поршень 32 (фиг. 14), благодаря чему пробка вводится по ее максимальному направлению в канал или гильзу 33, из которой пробка известным образом закладывается в папиросную гильзу.
Предмет патента.
1. Пробка для фильтрования дыма в папиросах, отличающаяся тем, что она состоит из свернутой в спираль полоски, состоящей из нескольких слоев креповой бумаги, между которыми проложены прослойки целлюлозной ваты (фиг. б и 7).
2. Машина для изготовления рулонов многослойных полосок, упомянутых в п. 1, отличающаяся применением системы валиков: а-, а,,, на которые намотаны ленты целлюлозной ваты, валиков Ь, , на которые намотаны ленты креповой бумаги, охватывающие при сматывании рулоны ваты на валиках а, Яз, и валика AS с креповой бумагой, образующей, вместе с лентами бумаги и ваты с валиков Oz, а, з. з, многослойную ленту , для разрезания которой на узкие полосы служат круглые ножи d, е, а для наматывания их в рулоны - валик /2 С насаженными на него втулками , приводимый во вращение от того же механизма, который приводит во вращение упомянутые выше валики с материалом и режущее приспособление, и уложенный в вилки рычагов g, отклоняемых по мере увеличения диаметра рулонов, с целью сохранения направления ленты Ь, выходящей из режущего приспособления (фиг. 1-3).
3.Приспособление для свертывания указанной в п. 1 пробки из многослойных полосок, отличающееся применением четырех или большего числа роликов г,, Г2, вращающихся в одну сторону, между которыми через пазы в роликах пропущены упоры 19, 19 (фиг. 5,. б и 7) или 23, 26 (фиг. 12-14), из коих последний снабжен пружиной 30.
4.При приспособлении, охарактеризованном в п. 3, применение ножниц 7, подающих роликов 5, 5 и тормозного ролика 8, прижимаемого к рулону 1 и приводимого в6 вращение в сторону сматывания полосы а тем же механизмом, который приводит в движение и остальные части (фиг. и 89). фиг.I. ь, d, d d. b
к патенту ин-ца В. Айваза № 21944
фиг7