(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ В МАГНИТНОМ ПОЛЕ
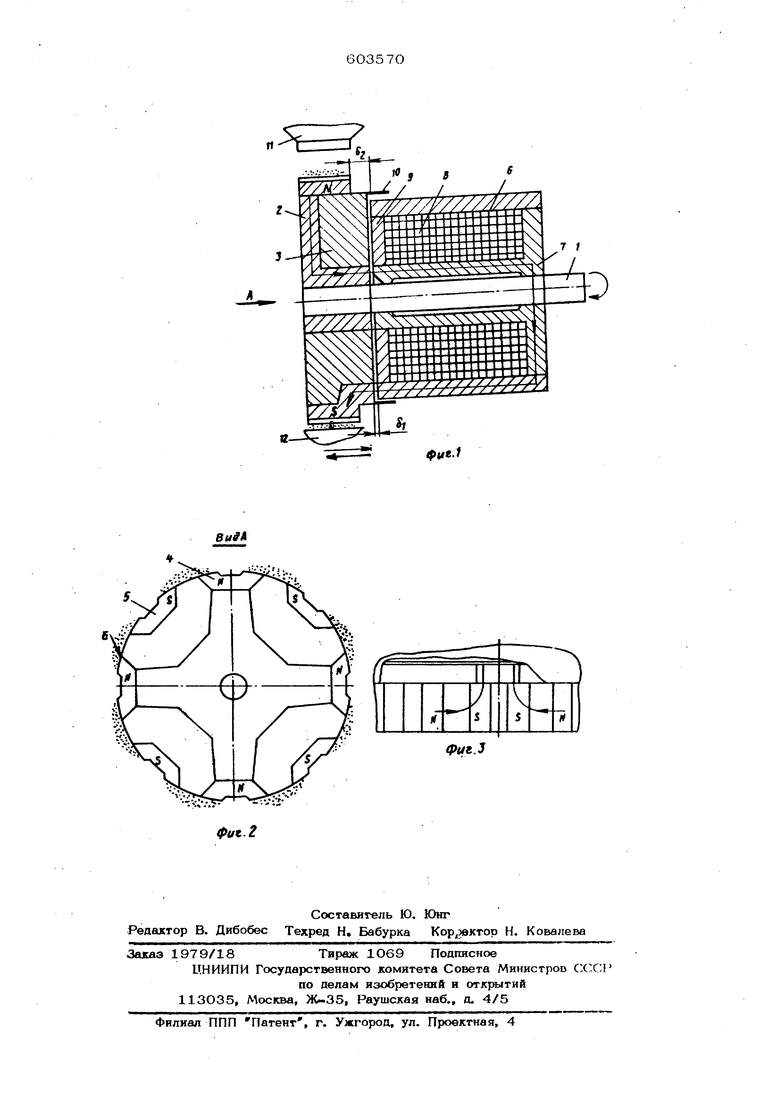
Вал 1 ротора является подвижной частью маг;иитопровода. На одном конце вала 1 установлен ротор, состоящий из крестовины 2 из ферромагнитногх) материала и немагнитного основания 3. На периферии основания 3 закреплешл две группы полюсных наконечников 4 и 5. Одна группа nonrocmix наконечников 4 соешшена непосредственно с крестовиной 2, а вторая группа 5 раоположена с зазором 0(фиг. 1/ относитель но торцовой поверхности наружного цилиндра 6 магнитопровода.
Группа полюсных наконечников 4 расположена на немапштном основании 3 так, что между их поверхностью и торцовой
поверхностью цилиндра 6 магнитопровода образован большой воздушный зазор ( . препятствующий прохождению магнитного потока. Вал ротора охватывают концентри но установленные наружный 6 и еиутрен- НИИ 7 цилиндры. В полости, образованной цилиндрами 6 и 7 размешена катушка 8. Полость с катушкой 8 закрыта крышкой 9 из немагнитного .материала. Ыа периферии немагнитного основания 3 закреплено за- шигное кольцо 1О. Второй конец вала 1 связан с приводом вращения (на чертеже не показано).
Для размещения и дозировки ферроабр зивного порошка имеется загрузочный бункер 11.
ротору полировальной головки сообщают вращение ог привода. Из бункера 11 на периферию ротора подают ферроабра Я1в 1ый порошок, который удерживается полюсными наконечниками 4 и 5 при В1слючении питания катушки 8 постоянным током. При этом ферроабразивный порошок образует ряд щеток, располомсенных между полюсными наконечниками 4 и 5, которые имеют про- тивоположную полярность. Одна из полярностей образована магнитным потоком, поотупающим от катущки 8 через вал 1 ротора и крестовину 2 на полюсные наконечники 4. Противоположная полярность обр)азе вана магнитным потоком, поступакжшм чв« рез наружный цилиндр 6 магнитопровода и воздущный зазор У на вторую i pynny полю ных к наконечников 5.
Величина зазора (J, в 4-5 раза превыщает расстояние между полюсами разно менной полярности. Это обеспечивает преимущественное замыкание магнитного поля через указанные выше полюса, т.е. концент рацию магнитного поля на периферии ротора
Величина зазора равная 0,1-0,2 мм выбирается из условия отсутствия трения
между полюсными наконечниками, закрепленными на немагнитном основании, и торцом магнитопровода при относитедъиом их перемеше1ши.
Обрабатываемому изделию 12, расположенному на расстоянии рабочего зазора от периферии ротора, сообщают движение относительно вращакшихся шаток (наприл1ер, поступательное или врашательное, в лави- симости от конфигурации обрабатываемых изделий).
Ликвидация токосъемного устройства позволяет упростить конструкцию полировальной головки, ротор которой имеет на пери- чередующиеся полюса противоположной полярности. Кроме того, предлагаемая ко№. струкция позволяет расположить на перифери ротора число пар полюсов противоположной полярности независимо от размеров катушки и тем самым увеличить количество ферроабразивных щеток, участвующих в процессе обработки.
Формула изобретения
1.Устройство для обработки изделий в магнитном поле, создаваемом электромагнитной катушкой, закрепленной на магнитопро- воде, ферромагнитным порошком, удерживаемым в рабочем зазоре на чередуклцихся полюсных наконечниках противоположной поля ности, расположенных на периферии ротора, отличающееся тем, что, с целью упрощения конструкции, ротор и шолнен в виде крестовины из ферромагнитного материала и немагнитного основания, на которых соответственно расположены полюса равноименной пол5фности и установлены с зазором относительно торца магнитопровода, причем последний состоит из двух концентрически охватывающих вал ротора цилиндров, между которыми размещена электромагнит ная катущка.
2.Устройство по п. 1, о т л и ч а ю- ш е е с я тем, что полюса, расположенные на немагнитном основании, установлены с зазором 0,1-О,2 мм относительно торца магнитопровода, а полюса противоположной полярности установлены относительно торца магнитопровода с зазором, в 4-5 раз превышающим расстояние между полюсами разноименной о полярности.
Источники информации, принятые во внвь мание при экспертизе:
1. Коновалов Е. Г. и Сакулевич Ф. Ю. Основы электроферромагнитной обработки, Минск, 1974, с. 149-151.
фце.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРИВОД ЧАСОВОГО ИНДИКАТОРА | 1987 |
|
RU2023280C1 |
| Способ магнитно-абразивной обработки кромок деталей | 1984 |
|
SU1284799A1 |
| Поляризованный электромеханический преобразователь для электрочасов | 1980 |
|
SU995061A2 |
| Цилиндрический индуктор для магнитно-абразивной обработки | 1987 |
|
SU1407774A1 |
| Устройство для магнитно-абразивной обработки зубчатых колес | 1991 |
|
SU1774912A3 |
| Поляризованный электромеханический преобразователь для электрочасов | 1980 |
|
SU995060A2 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| НИЗКООБОРОТНЫЙ ГЕНЕРАТОР ДЛЯ ВЕТРОСИЛОВОЙ УСТАНОВКИ | 2013 |
|
RU2531841C2 |