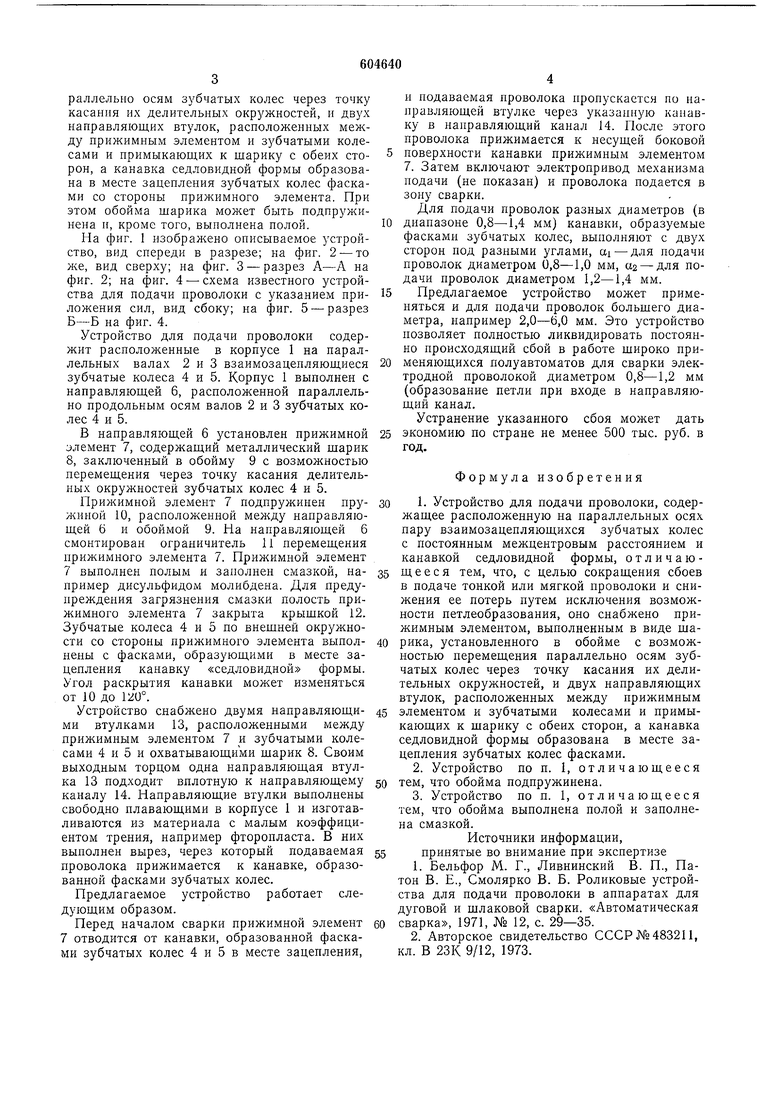
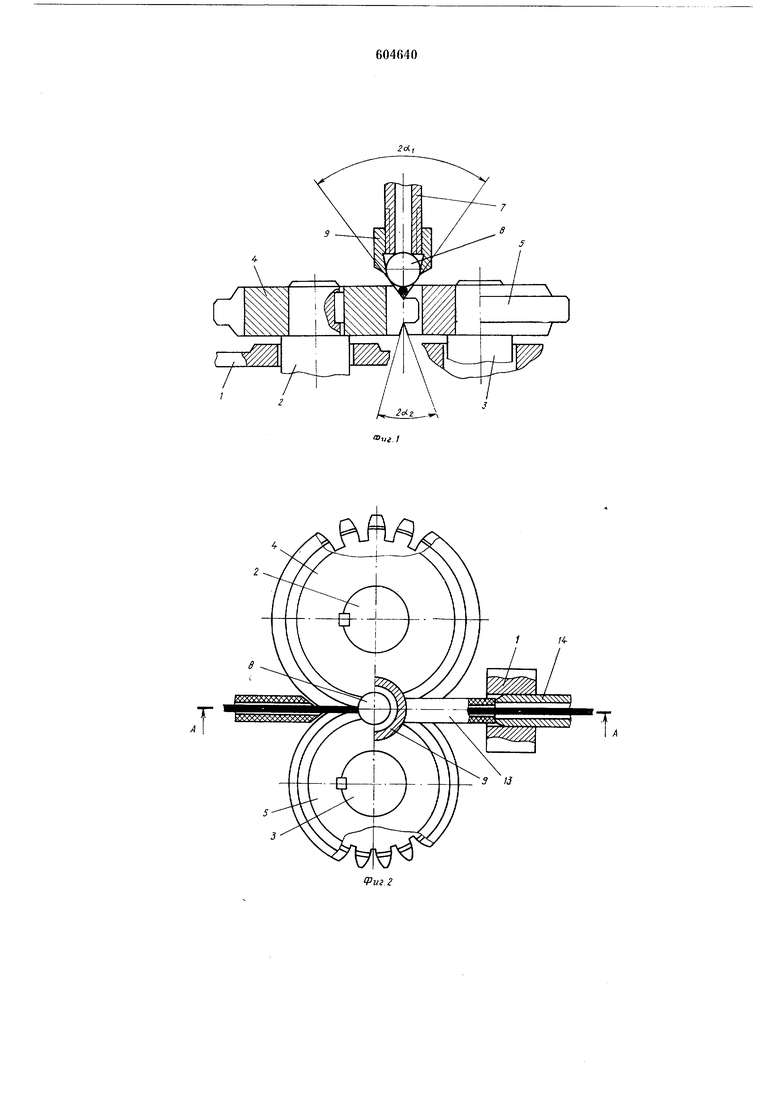
раллельно осям зубчатых колес через точку касания их делительных окружностей, и двух направляющих втулок, расположенных между прижимным элементом и зубчатыми колесами и примыкаюш,их к шарику с обеих сторон, а канавка седловидной формы образована в месте зацепления зубчатых колес фасками со стороны прижимного элемента. При этом обойма шарика может быть подпружинена н, кроме того, выполнена полой. На фиг. 1 изображено описываемое устройство, вид спереди в разрезе; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - схема известного устройства для подачи проволоки с указанием приложения сил, вид сбоку; на фиг. 5 - разрез Б-Б на фиг. 4. Устройство для подачи проволоки содержит расположенные в корпусе 1 на параллельных валах 2 и 3 взаимозацепляюш,иеся зубчатые колеса 4 и 5. Корпус 1 выполнен с направляющей 6, расположенной параллельно продольным осям валов 2 и 3 зубчатых колес 4 и 5. В направляющей 6 установлен прижимной элемент 7, содержащий металлический шарик 8, заключенный в обойму 9 с возможностью перемещения через точку касания делительных окружностей зубчатых колес 4 и 5. Прижимной элемент 7 подпружинен пружиной 10, расположенной между направляющей 6 и обоймой 9. На направляющей 6 смонтирован ограничитель 11 перемещения прижимного элемента 7. Прижимной элемент 7 выполнен полым и заполнен смазкой, например дисульфидом молибдена. Для предупреждения загрязнения смазки полость прижимного элемента 7 закрыта крышкой 12. Зубчатые колеса 4 и о по внешней окружности со стороны прижимного элемента выполнены с фасками, образующими в месте зацепления канавку «седловидной формы. Угол раскрытия канавки может изменяться от 10 до 120°. Устройство снабжено двумя направляющими втулками 13, расположенными между прижимным элементом 7 и зубчатыми колесами 4 и 5 и охватывающими шарик 8. Своим выходным торцом одна направляющая втулка 13 подходит вплотную к направляющему каналу 14. Направляющие втулки выполнены свободно плавающими в корпусе 1 и изготавливаются из материала с малым коэффициентом трения, например фторопласта. В них выполнен вырез, через который подаваемая проволока прижимается к канавке, образованной фасками зубчатых колес. Предлагаемое устройство работает следующим образом. Перед началом сварки прижимной элемент 7 отводится от канавки, образованной фасками зубчатых колес 4 и 5 в месте зацепления. и подаваемая проволока пропускается по направляющей втулке через указанную канавку в направляющий канал 14. После этого проволока прижимается к несущей боковой поверхности канавки прижимным элементом 7. Затем включают электропривод механизма подачи (не ноказан) и проволока подается в зону сварки. Для подачи проволок разных диаметров (в диапазоне 0,8-1,4 мм) канавки, образуемые фасками зубчатых колес, выполняют с двух сторон под разными углами, щ - для подачи проволок диаметром 0,8-1,0 мм, az - для подачи проволок диаметром 1,2-1,4 мм. Предлагаемое устройство может применяться и для подачи проволок большего диаметра, например 2,0-6,0 мм. Это устройство позволяет полностью ликвидировать постоянно происходящий сбой в работе широко применяющихся полуавтоматов для сварки электродной проволокой диаметром 0,8-1,2 мм (образование петли при входе в направляющий канал. Устранение указанного сбоя может дать экономию по стране не менее 500 тыс. руб. в Формула изобретения 1. Устройство для подачи проволоки, содержащее расположенную на параллельных осях пару взаимозацепляющихся зубчатых колес с постоянным межцентровым расстоянием и канавкой седловидной формы, отличающееся тем, что, с целью сокращения сбоев в подаче тонкой или мягкой проволоки и снижения ее потерь путем исключения возможности петлеобразования, оно снабжено прижимным элементом, выполненным в виде шарика, установленного в обойме с возможностью перемещения параллельно осям зубчатых колес через точку касания их делительных окружностей, и двух направляющих втулок, расположенных между прижимным элементом и зубчатыми колесами и примыкающих к шарику с обеих сторон, а канавка седловидной формы образована в месте зацепления зубчатых колес фасками. 2.Устройство по п. 1, отличающееся тем, что обойма подпружинена. 3.Устройство по п. 1, отличающееся тем, что обойма выполнена полой и заполнена смазкой. Источники информации, принятые во внимание при экспертизе 1.Бельфор М. Г., Ливнинский В. П., Паоп В. Е., Смолярко В. Б. Роликовые устройтва для подачи проволоки в аппаратах для уговой и шлаковой сварки. «Автоматическая сварка, 1971, № 12, с. 29-35. 2.Авторское свидетельство СССР №483211, л. В 23К 9/12, 1973.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1990 |
|
SU1760700A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2325977C2 |
| Устройство для подачи проволоки | 1973 |
|
SU483211A1 |
| Устройство Лебедева для подачи электродной проволоки | 1990 |
|
SU1722732A1 |
| Устройство для подачи проволоки | 1978 |
|
SU841841A1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| ВОЛНОВАЯ ПЕРЕДАЧА С ДВУМЯ ДЕФОРМИРУЕМЫМИ ЗУБЧАТЫМИ ИЛИ ФРИКЦИОННЫМИ КОЛЕСАМИ АБРАМОВА В.А. | 2015 |
|
RU2597055C1 |
| ПОЛНОСТЬЮ АВТОМАТИЗИРОВАННЫЙ СТАНОК ДЛЯ СНЯТИЯ ФАСКИ НА ТОРЦАХ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2685449C1 |
| ОПОРНЫЙ ПОДШИПНИК И УЗЕЛ УПОРНЫХ ВКЛАДЫШЕЙ | 2003 |
|
RU2241150C1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
Риг.5
Л
Риг S
